- Omvd
-
Die metallorganische Gasphasenepitaxie (engl. metal organic chemical vapor phase epitaxy, MOVPE) ist eine Epitaxiemethode zum Wachstum von kristallinen Schichten. Weitere Synonyme für diese Beschichtungstechnologie sind organo-metallic vapor phase epitaxy (OMVPE), metallorganische Gasphasenabscheidung (engl. metal organic chemical vapor deposition, MOCVD) oder organo metallic chemical vapor deposition (OMCVD). Im Gegensatz zu Molekularstrahlepitaxie (MBE) findet das Wachstum der Kristalle nicht im Vakuum, sondern aus der Gasphase bei moderaten Drücken (20 bis 1000 hPa) statt.
Die MOVPE ist das bedeutendste Herstellungsverfahren für III-V-Verbindungshalbleiter insbesondere für Galliumnitrid (GaN) basierte Halbleiter, welches heutzutage das wichtigste Basismaterial für blaue, weiße und grüne LEDs darstellt.
Inhaltsverzeichnis
Metallorganische Ausgangsstoffe
Da die Ausgangsstoffe für Verbindungshalbleiter oft Metalle sind, können diese nicht bei niedrigen Temperaturen in elementarer Form in die Gasphase eingebracht werden. Daher werden bei dieser Epitaxiemethode die Ausgangsstoffe in Form von metallorganischen Verbindungen (z. B. Trimethylgallium) und Hydriden (z. B. Ammoniak, Phosphin, Arsin) zur Verfügung gestellt. Der Vorteil dieser Verbindungen ist ein moderater Dampfdruck bei Raumtemperatur, so dass sie nahe Normbedingungen verdampft und durch Rohrleitungen transportiert werden können.
Die metallorganischen Verbindungen werden in sogenannten Bubblern aufbewahrt (vom Aufbauprinzip her Gaswaschflaschen) und bilden darin einen gesättigten Dampf über der Flüssigkeit oder dem Feststoff, der mit einem durchfließenden Trägergas (üblich Wasserstoff oder Stickstoff früher auch Argon) in die Reaktionskammer (Reaktor) transportiert wird. Die Bubbler befinden sich in Thermostaten mit deren Hilfe sie auf einer konstanten Temperatur gehalten werden, um einen definierten konstanten Dampfdruck des Metallorganikums pmet zu erhalten. Über den Gesamtdruck ptot und den Durchfluss des Trägergases ft kann der molare Fluss des Metallorganikums fmet bestimmt werden:
Reaktionsprozesse
Die Bruttoreaktionsformel von Trimethylgallium ((CH3)3Ga) und Ammoniak (NH3) beim Wachstum von Galliumnitrid kann als
geschrieben werden. Diese Reaktion ist aber eine starke Vereinfachung der tatsächlichen Gegebenheiten vor und während des Kristallwachstums. So finden zwischen den Ausgangsstoffen in der Gasphase Vorreaktionen statt und es bilden sich häufig reaktionsträge Addukte. Die möglichen Einzelreaktionen sind je nach Art der eingesetzten Ausgangsstoffe und Trägergase vielfältig, und lassen sich unter anderem wegen der schwer bestimmbaren katalytischen Eigenschaften der verschiedenen Oberflächen des MOCVD-Reaktors nur vage vorhersagen.
Durch die prinzipbedingte Anwesenheit großer Mengen Kohlenstoff und Wasserstoff werden geringe Mengen dieser Stoffe immer mit in den Halbleiterkristall eingebaut. Wasserstoff passiviert häufig die für die p-Typ-Leitung notwendigen Akzeptoren, lässt sich aber meist einfach durch Tempern in einer Inertgasatmosphäre oder im Vakuum entfernen. Kohlenstoff ist meist nicht störend und wird beim Galliumarsenid Wachstum gezielt zur p-Typ-Dotierung eingesetzt.
Aufgrund der hohen Reinheitsanforderungen von Halbleitern (typ. < 10 ppb) müssen alle Ausgangsstoffe in hochreiner Form vorliegen. Die Trägergase Wasserstoff (Palladiumzelle), Stickstoff und Argon (Getterfilter) lassen sich einfach in hochreiner Form (9N = 99,9999999 %) darstellen. Auch für die Hydride gibt es heutzutage effiziente Getterfilter die die gängigen Verunreinigungen (z. B. H2O, O2, CH4) fast vollständig entfernen. Die Metallorganika sind trotz aufwendiger Herstellungsverfahren immer noch eine der Hauptverunreinigungsquellen, insbesondere von Sauerstoff.
Wachstumsprozess
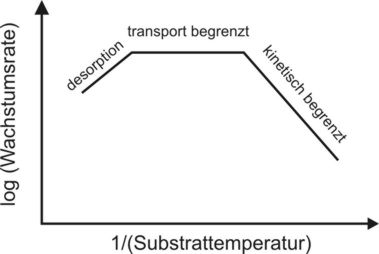
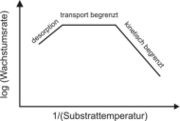 Unterteilung der Wachstumsbereiche in der MOVPE
Unterteilung der Wachstumsbereiche in der MOVPEZum Schichtwachstum diffundieren die Reaktanden aus dem Gasstrom an die Substratoberfläche, wo der Einbau in den Kristall stattfindet. Bei niedrigen Temperaturen wird der Einbau der Reaktanden durch deren Zerlegung bestimmt. Dies ist der kinetisch kontrollierte Bereich. Da die Zerlegung der Ausgangsstoffe oder Oberflächenreaktionen eine exponentielle Abhängigkeit von der Temperatur besitzen, ist die Wachstumsrate in diesem Bereich sehr stark temperaturabhängig und daher schwer zu kontrollieren. Bei höheren Temperaturen wird das Wachstum wiederum durch den Nachschub, also die Diffusionsgeschwindigkeit begrenzt. Die Diffusion ist jedoch in erster Näherung nicht temperaturabhängig. Daher wird üblicherweise im diffusionskontrollierten Bereich gearbeitet. Bei höheren Temperaturen treten verstärkt das Wachstum hemmende Vorreaktionen auf bzw. wird der Dampfdruck des Halbleiters so hoch, dass sich die Wachstumsrate wieder reduziert (Desorption). Diese Reduktion der Wachstumsrate besitzt auch eine exponentielle Abhängigkeit von der Temperatur. Daher ist dieser Bereich ebenfalls schwer zu kontrollieren und wird vermieden.
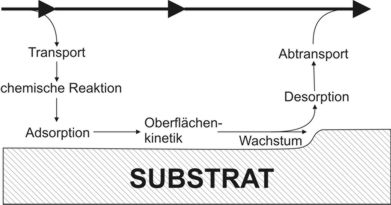
Die Oberflächenprozesse während des Wachstums spielen eine weitere entscheidende Rolle. Die Prozesse lassen sich einteilen in den Transport der Reaktanden zur Oberfläche, chemische Reaktionen sowie der Adsorption an der Oberfläche, oberflächenkinetische Prozesse und die Desorption sowie der Abtransport der Reaktanden. Angestrebt ist wie oben schon erwähnt, dass das Wachstum diffusionslimitiert, also transportbegrenzt stattfindet. Das Wachstum ist dann nur limitiert durch die Diffusion der Ausgangsstoffe zum Substrat oder durch den Abtransport der Produkte vom Substrat. Im kinetisch begrenzten Bereich kann z. B. die Desorption der Reaktionsprodukte behindert sein. Dann ist aufgrund des unvollständigen Abtransports der übriggebliebenen Reaktanden mit einem erhöhten Kohlenstoffeinbau zu rechnen. Für die normalerweise erwünschten glatten Oberflächen ist außerdem eine ausreichende Mobilität der Ausgangsstoffe an der Oberfläche wichtig um ein Stufenwachstum zu erzielen.
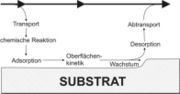 Oberflächenprozesse während des Schichtwachstums bei MOVPE
Oberflächenprozesse während des Schichtwachstums bei MOVPEWesentlich für den Wachstumsprozeß ist neben der Temperatur und dem Gesamtdruck im Reaktor der Partialdruck der eingesetzten Reaktanden und deren Partialdruckverhältnisse. Dies ist unter anderem bestimmend für die Stöchiometrie und den Wachstumsmode, d. h. ob ein Inselwachstum oder ein Stufenwachstum stattfindet. So lassen sich über diese Parameter die Wachstumsraten verschiedener Kristallfacetten aber auch der Einbau von Verunreinigungen beeinflussen. Wird darüber hinaus eine verspannte ternäre Schicht gewachsen so kann diese je nach Materialkombination und Wachstumsparametern im Frank-van-der-Merwe-Modus als zweidimensionale Schicht, im Stranski-Krastanow-Wachstumsmodus als Benetzungsschicht (engl. wetting layer) mit anschließendem dreidimensionalen Inselwachstum oder direkt als dreidimensionale Inseln im Volmer-Weber-Wachstumsmode aufwachsen. Unter Ausnutzung des Stranski-Krastanow-Modus werden heutzutage häufig selbstorganisierte Quantenpunkte, bevorzugt im System In(Ga)As/GaAs für Anwendungen wie z. B. Quantenpunktlaser gewachsen.
Vor- und Nachteile der MOVPE
Mit der MOVPE lassen sich die für die Bauelementefunktion wichtigen Halbleiterkristallschichten reproduzierbar bis auf weniger als eine Monolage genau (<~2,5 Å) wachsen. Typische Wachstumsraten liegen zwischen 0,1 nm/s bis 1 nm/s und damit höher als bei der MBE. Die Methode wurde in den 1980er Jahren vor allen Dingen durch die einfache Möglichkeit phosphorbasierte Halbleiterkristalle wie z. B. Indiumphosphid zu wachsen befördert. Dies war bis dahin mit der MBE nicht bzw. nur eingeschränkt möglich. In der 1990er Jahren wurde durch die Realisierung der blauen LED auf der Basis von Galliumnitrid und zu geringerem Anteil durch den wachsenden Markt für GaAs und InP basierte Bauelemente für die dispersions- bzw. dämpfungsarme Datenkommunikation um 1310 und 1550 nm über Glasfaserkabel und Mikrowellenanwendungen für Mobiltelefone und Militäranwendungen (Radar) ein Boom für die MOVPE-Technik ausgelöst. Speziell GaN lässt sich mit der MBE nicht in ausreichender Qualität und Menge für LEDs produzieren. Durch die einfache Skalierbarkeit der Anlagen und Prozesse (von einfachen 2-Zoll-Singlewafer Anlagen bis zu 95×2-Zoll- bzw. 25×4-Zoll-Wafern) ist sie ideal für die Massenherstellung geeignet. Durch den Verzicht auf Hochvakuumapparaturen, wie sie bei der MBE benötigt werden, ist die MOVPE-Technik relativ preiswert und einfach zu warten.
Hauptkostenfaktoren sind die teuren hochreinen Ausgangsstoffe und die im Vergleich zur MBE geringe Materialeffizienz. Durch das Arbeiten mit Elementverbindungen werden im Gegensatz zur MBE immer relativ große Mengen von Fremdatomen (C, O, H) in den Kristall eingebaut und es lassen sich daher keine so reinen Halbleiterkristalle wie mit der MBE herstellen.
Links
Anlagenhersteller
- Aixtron
- EMF Ltd. MOVPE Anlagen, Epi-Wafer und Metallorganische Precursoren
- Nippon EMC
- Thomas Swan Scientific Equipment Ltd. ein Tochterunternehmen der AIXTRON AG
- Veeco MOVPE Anlagen ehemals von Emcore Corporation, jetzt von Veeco vertrieben
Forschungseinrichtungen
Metallorganika
Sicherheit und Foren
- Sicherheit, Gesundheit und Klimaausgaben der MOVPE Vorläufer: Informative Publikation vom Journal of Crystal Growth (2004, English)
- epitaxy.net: ein zentrales, nicht-kommerzielles Forum rund um die Epitaxie, u. a. mit einer umfangreichen Linkliste und einer Weltkarte mit Standorten von Epitaxieanlagen.
- Interaktives Dampf-Druck-Diagramm für MOVPE Chemikalien.

Wikimedia Foundation.