- PETP
-
Strukturformel 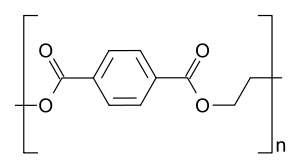
Allgemeines Name Polyethylenterephthalat Andere Namen - PET
- PETP
- Ethylenterephthalatpolymer
- Poly(oxyethylenoxy-terephthaloyl)
CAS-Nummer 25038-59-9 Art des Polymers Thermoplast Monomer Monomer Ethylenterephthalat Summenformel C10H8O4 Molare Masse 192,17 g/mol Eigenschaften Aggregatzustand fest Dichte 1,3 g·cm−3 (20 °C) [1] Schmelzpunkt > 250 °C [1] Löslichkeit praktisch unlöslich in Wasser [1] Thermischer Ausdehnungskoeffizient 60·10-6K-1 [2] Sicherheitshinweise Gefahrstoffkennzeichnung [1] keine Gefahrensymbole R- und S-Sätze R: keine R-Sätze S: keine S-Sätze Soweit möglich und gebräuchlich, werden SI-Einheiten verwendet. Wenn nicht anders vermerkt, gelten die angegebenen Daten bei Standardbedingungen. Polyethylenterephthalat (Kurzzeichen PET) ist ein durch Polykondensation hergestellter thermoplastischer Kunststoff aus der Familie der Polyester. PET hat vielfältige Einsatzbereiche und wird unter anderem zur Herstellung von Kunststoffflaschen (PET-Flasche), Folien und Textilfasern verwendet. Die weltweite Produktion liegt bei 40 Millionen Tonnen im Jahr.[3]
Inhaltsverzeichnis
Physikalische Eigenschaften
PET ist polar, dadurch sind starke zwischenmolekulare Kräfte vorhanden. Das Molekül ist zudem linear ohne Vernetzungen aufgebaut. Beides sind Voraussetzungen für teilkristalline Bereiche und Fasern. Durch diese Bereiche ergibt sich auch eine hohe Bruchfestigkeit und Formbeständigkeit bei einer Temperatur über 80 °C. Die Schlagzähigkeit ist jedoch gering, das Gleit- und Verschleißverhalten gut. Die Glasübergangstemperatur liegt bei etwa 80 °C. In den kristallinen Zustand (C-PET) geht PET bei etwa 140 °C über. Die Elementarzelle ist triklin {a= 4,56 nm, b= 5,94 nm, c= 10,75 nm, α= 98,5°, β=118°, γ=112°}. Die Dichte von amorphem PET (A-PET) beträgt 1,335 g/cm3, für kristalline Bereiche wird sie mit Werten zwischen 1,455 und 1,58 g/cm3 angegeben. Die Dichte der kristallinen Bereiche ist abhängig von der Dauer und der Temperatur der Festphasenpolykondensation, die zur Erzielung höhermolekularer PET-Güten standardmäßig durchgeführt wird. Der Kristallisationsgrad übersteigt 70 % kaum. Der Schmelzpunkt liegt (abhängig vom Kristallisationsgrad und vom Polymerisationsgrad) zwischen 235 und 260 °C.
Herstellung
Die Monomere, aus denen PET hergestellt wird, sind Terephthalsäure (1,4-Benzoldicarbonsäure) und Ethylenglykol (1,2-Dihydroxyethan, 1,2-Ethandiol). Die großtechnische Herstellung erfolgt teilweise noch durch Umesterung von Dimethylterephthalat mit Ethandiol. Da es sich um eine Gleichgewichtsreaktion handelt, wird ein Überschuss von Ethandiol eingesetzt, der durch die Reaktionsführung wieder abdestilliert wird, um das Gleichgewicht günstig zu beeinflussen. Die Schmelzphasenpolykondensation führt nicht (in technisch sinnvollen Zeiträumen) zu ausreichend hohen Molmassen. Darum werden PET-Güten für Flaschen oder Industriegarn (z. B. Diolen, Trevira) im Nachgang über Festphasenpolykondensation (SSP – solid state polycondensation) weiter kondensiert. Auch Ringöffnungsreaktionen aus Oligomeren sind möglich, wobei kein Kondensat anfällt und schnell hohe Molmassen von mehr als 100.000 g/mol erreicht werden können. Diese Verfahren befinden sich jedoch noch in der Entwicklung. In neueren Verfahren wird Ethandiol mit Terephthalsäure direkt verestert. Bei der Verarbeitung wird PET in teilkristalliner Form bevorzugt, es kristallisiert jedoch spontan nur sehr langsam, weshalb Nukleierungsmittel für eine rasche Kristallisation zugesetzt werden muss.
In PET finden sich Spuren von Antimon, da Antimon(III)-oxid als Katalysator dient.
Verwendung
PET wird in vielen Formen verarbeitet und vielfältig eingesetzt. Zu den bekanntesten Verwendungszwecken zählt die Herstellung von Kunststoffflaschen (PET-Flasche, Herstellungsverfahren Spritzblasen, Streckblasen) aller Art und die Verarbeitung zu Textilfasern. Auch zur Herstellung von Filmmaterial, wie es im Kino verwendet wird, wird PET gebraucht. Bereits seit den 1950er Jahren wird PET zur Herstellung sehr dünner Folien benutzt, oft unter dem Namen Hostaphan®, Mylar®. PET hat einen eigenen Recycling-Code, der die Wiederverwertung von PET-Verpackungen erleichtern soll.
Als Textilfaser (Polyester) wird PET wegen verschiedener nützlicher Eigenschaften eingesetzt. Es ist knitterfrei, reißfest, witterungsbeständig und nimmt nur sehr wenig Wasser auf. Letzteres prädestiniert PET als Stoff für Sportkleidung, die schnell trocknen muss.
Auch in der Lebensmittelindustrie wird PET bevorzugt eingesetzt. Es kann amorph verarbeitet werden und ist in dieser Form absolut farblos und von hoher Lichtdurchlässigkeit. Es wird für Lebensmittelverpackungen und Flaschen eingesetzt wie z. B. die PET-Flasche. Allerdings entsteht bei der Herstellung der PET-Faschen auch Acetaldehyd, das in geringen Mengen in den Inhalt (auch bei Mineralwässern) übergehen und es geschmacklich (sensorisch) verändern kann.[4]
Wegen seiner guten Gewebeverträglichkeit wird PET auch als Werkstoff für Gefäßprothesen genutzt.
Polyesterfolie
Ein großes wichtiges Anwendungsgebiet für Polyethylenterephthalat (PET) sind Folien, die heute in Dicken von 1 bis 800 µm hergestellt werden. Ihre Anwendung geht über Dünnstfolien für Wickelkondensatoren, Schreibmaschinenbänder, Prägefolien, Verpackungsfolien für aromadichte Verpackungen, Möbelfolien, eingefärbte Lichtschutzfolien, Kinofilm, Fotofilm, Röntgen-Strahlen-Film, Elektroisolierfolie, Ankernutisolierfolie bis zur Folie für Teststreifen in der pharmazeutischen Industrie. Ein großes Anwendungsgebiet sind auch Trägerfolien für Magnetbänder.
Hergestellt wird PET–Folie aus einem Rohstoffgranulat, das zuerst getrocknet wird, oder direkt aus der Schmelze (Uhde Inventa-Fischer Verfahren). Die Trocknung verhindert den hydrolytischen Abbau bei der Verarbeitung. Durch Aufschmelzen mittels Extrusion und Filtration wird über eine Breitschlitzdüse daraus eine Folie hergestellt. Der flüssige Schmelzefilm wird mittels elektrostatischem Pinning auf eine Gießwalze gepresst und unter den Glaspunkt von PET, der bei ca. 65 bis 80 °C liegt, abgekühlt. Das elektrostatische Pinning ist eine Anlegemethode für den flüssigen Schmelzefilm, bei dem z. B. ein unisolierter Draht im Millimeterabstand parallel zum Schmelzefilm angebracht wird. An den Draht wird eine Hochspannung von 5 bis 10 kV angelegt. Durch den Dipolcharakter der PET-Moleküle wird die dem Draht zugewandte Seite der Folie positiv aufgeladen. Der Gegenpol ist die geerdete Gießwalze. Mit diesem Verfahren wird der Schmelzefilm gegen die Gießwalze gepresst, die Luft zwischen PET-Film und der gekühlten Gießwalze wird verdrängt. Das ist wichtig für eine rasche gleichmäßige Abkühlung des Films. In diesem Verfahrensschritt entsteht die sogenannte Vorfolie.
Ihre endgültigen mechanischen Eigenschaften erhält die Folie durch den nachfolgenden Streckprozess. Die Streckung erfolgt meist in zwei Schritten und zwar zuerst in Längs- und danach in Querrichtung. Für die Streckung muss die Folie wieder über die Glastemperatur erwärmt werden. Zur Längsstreckung wird die Folie über geheizte Walzen geführt, aufgewärmt bis zur Strecktemperatur von z. B. 85 °C erwärmt und in einem Streckspalt mit einem zusätzlichen IR-Strahler in Längsrichtung um das 2,5- bis 3,5-fache gedehnt. Die Walzen nach dem Streckspalt drehen sich mit entsprechend höherer Geschwindigkeit.
Der zweite Schritt ist die Breitstreckung. Diese erfolgt in einem Breitstreckrahmen, bei dem die Folie an den Seitenrändern von Kluppenketten gehalten wird. Kluppenketten laufen parallel zur Folienbahn. An den einzelnen Kettengliedern sind Halteklammern zum Fassen der Folienränder angebracht. Zuerst wird die Folie mit heißer Luft aufgewärmt und danach in die Breite gestreckt. Die Ketten werden an einer Führungsschiene so geführt, dass nach dem Vorheizen der Abstand zwischen den Kluppenketten um das 2,5- bis 4-fache verbreitert wird. Der letzte Verfahrensschritt ist die thermische Fixierung der Folie. Die noch in der Kluppenkette eingespannte Folie wird auf eine Temperatur zwischen 200 und 230 °C erhitzt. Dabei werden Spannungen in der Folie abgebaut. Durch die Thermofixierung liegen die Molekülfäden so dicht beieinander, dass infolge des geringen Abstandes eine physikalische Verbindung zwischen den Molekülketten entsteht. Das ist die Kristallitbildung.
Neben diesem Standardprozess gibt es verschiedene Varianten, um besondere Eigenschaften wie erhöhte Festigkeiten in Längsrichtung zu erzeugen.
Soll die Folie später bei hohen Temperaturen (>80 °C) eingesetzt werden und maßhaltig bleiben, so empfiehlt es sich, diese Folien in einem Ofen oberhalb der späteren Einsatztemperatur vorzuschrumpfen, um sie spannungsfrei zu machen. Bei diesem Prozess verändern sich die Maße der Folie entsprechend ihrem Herstellungsprozess. Manche Hersteller bieten deshalb auch vorgeschrumpfte Folien für Hochtemperaturanwendungen an.
Je nach gewünschter Anwendung werden dem Rohstoff noch Pigmente zugesetzt. Dadurch werden die Wickeleigenschaften der fertigen Folie verbessert. Auch zum Mattieren für Möbelfolie werden solche Folien pigmentiert. Auch farbige Pigmente werden eingesetzt. Andere, auch lösliche Zusätze gibt es zur UV-Stabilisierung und -Absorption oder auch zum Färben.
Der Rohstoff kann auch durch andere Polymerbausteine modifiziert werden. Ersetzt man einen Teil der Terephthalsäure durch Isophthalsäure, so sinkt der Schmelzpunkt des Rohstoffes und die Kristallisationsneigung und es entsteht PETIP. Die lineare Kettenbildung wird gestört. Durch Coextrusion von PET mit PETIP werden siegelfähige Folien hergestellt.
Die fertigen Folien werden oft noch beschichtet oder mit anderen Folien zu Verbunden verklebt. Verbunde sind z. B. aromadichte Folien für die Kaffeeverpackung.
Metallisiertes Polyethylenterephthalat
 Folie aus PET (Mylar®)
Folie aus PET (Mylar®)Metallisiertes Polyethylenterephthalat (Abkürzung: MPET) wird für Rettungsdecken verwendet und wurde als Flammhemmer eingesetzt.[5] Seine unzureichende Feuerfestigkeit wurde als eine der Ursachen des schweren Flugunglücks des Swissair-Flug 111 am 2. September 1998 identifiziert.
Siehe auch
- Polylactid (Alternative als sogenannter Biokunststoff)
- Mylar
Einzelnachweise
- ↑ a b c d Eintrag zu Polyethylenterephthalat in der GESTIS-Stoffdatenbank des BGIA, abgerufen am 7. November 2007 (JavaScript erforderlich)
- ↑ http://www.amsler-frey.ch/pdf/td_pet.pdf
- ↑ "Wasser statt Säure", Beitrag des Deutschlandfunks vom 17.9.2008 in der Rubrik "Forschung aktuell"
- ↑ Stiftung Warentest, test 8/2008, ISSN 0040-3946
- ↑ FAA: Airworthiness Directive (englisch)



Wikimedia Foundation.