- Samuraischwert
-
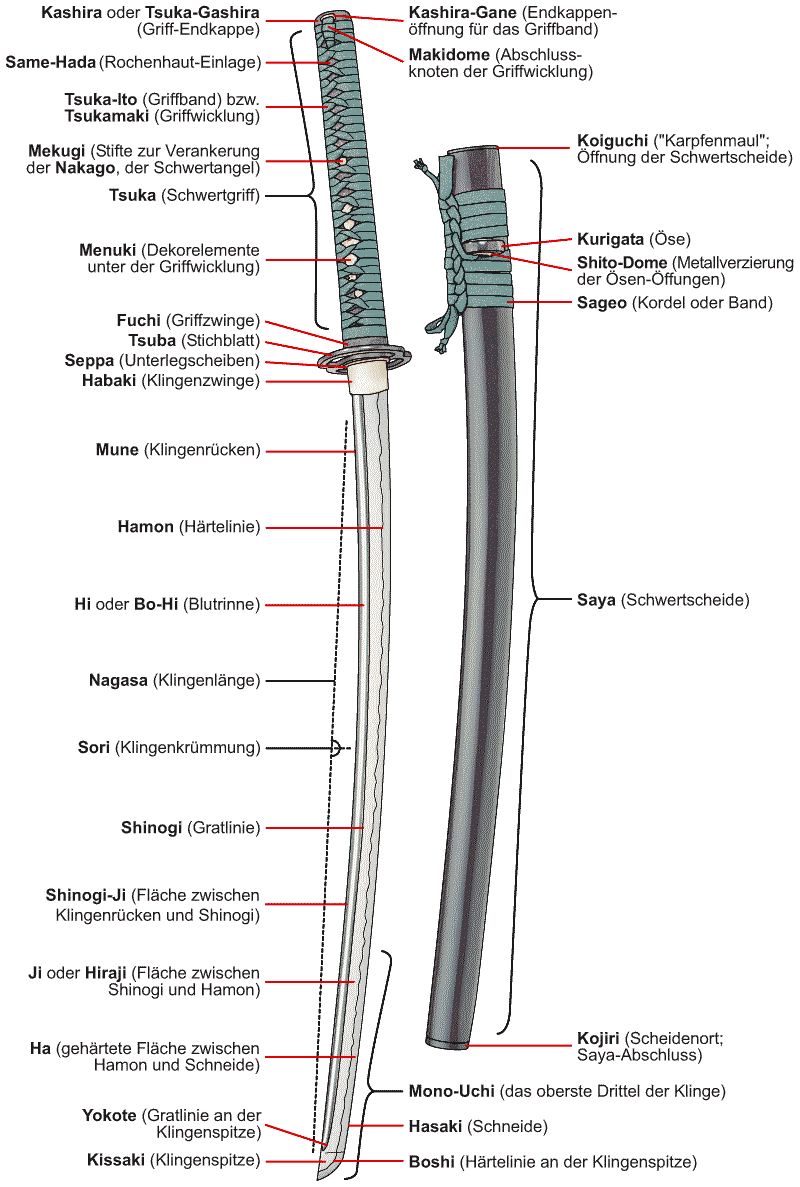
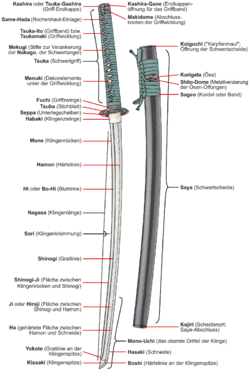 Bestandteile eines Katana und der Koshirae-Montur
Bestandteile eines Katana und der Koshirae-MonturDas Katana [ka.ta.na] ist das japanische Langschwert (Daitō). Im heute üblichen Japanischen wird der Begriff auch als allgemeine Bezeichnung für Schwert verwendet.
Das Wort Katana ist die Kun-Lesung des Kanji 刀, die On-Lesung lautet tō. Es bezeichnet eine bestimmte geschwungene Schwertform mit einfacher Schneide. Die Klingenform ähnelt der eines Säbels, jedoch ist das Griffstück (Angel) nicht gegen die Klingenseite gebogen, wie so oft beim klassischen Säbel. Der größte Unterschied besteht aber in der Handhabung. Während das Katana sowohl ein- als auch zweihändig geführt wird, typischerweise eher das Letztere, ist der durchschnittliche Säbel als Einhandwaffe konzipiert, was in eine entsprechend andere Fechtweise mündet.
Inhaltsverzeichnis
Geschichte der Entwicklung
Das Katana ging im 15. Jahrhundert aus dem Tachi 太刀 (langes Schwert) hervor und wurde ab Ende des 14. Jahrhunderts (frühe Muromachi-Zeit) traditionell von japanischen Samurai verwendet, vor allem in Kombination (Daishō 大小, groß-klein) mit dem kurzen Wakizashi 脇指 (shōtō 小刀, kleines Schwert). Unverwechselbar macht eine echte japanische Klinge die durch spezielle Schmiede- bzw. Härtetechniken erzeugte Härtezone (Hamon 刃文) und (im Koshirae 拵え) der üblicherweise mit Rochenhaut (samegawa 鮫皮) überzogene und zumeist kunstvoll mit Seidenband umwickelte Griff (Tsuka 柄). Es wurden jedoch teilweise auch Griffwicklungen aus Leder verwendet. Geschnitzte Hartholz- oder Elfenbeingriffe gab es nur für Dekorations- oder Präsentationsschwerter. Eine Katana-Klinge besteht in der Regel aus mindestens zwei verschiedenen Stahlsorten, einer duktilen für den Kern und einer harten für die Schneide. Beide Komponenten wurden zunächst einzeln durch mehrfaches Falten und Verschweißen „raffiniert”, bevor sie zu einer Klinge ausgeschmiedet wurden.
Das Katana im engeren Sinne ist ein zum Rücken hin gebogenes anderthalbhändiges Schwert mit einer Klinge von über zwei Shaku 尺 Länge (das sind circa 60,6 cm) und einem Griff von unterschiedlicher Länge. Es wiegt ungefähr 750-1000 Gramm. Eine Klinge mit weniger als zwei Shaku ist ein einhändiges Wakizashi (oder Shōtō = Kurzschwert) und eine mit weniger als ein Shaku ein Kampfmesser (Tantō, Aikuchi, Hamidashi). Die Scheiden aller drei Schwertarten werden Saya 鞘 genannt und bestehen aus lackiertem Holz. Nur die massenhaft gefertigten Militärschwerter des 20. Jahrhunderts wurden mit Blechscheiden ausgeliefert, die allerdings ein Holzfutter hatten.
Das Tragen der Waffe
 Katana (oben) und Wakizashi (unten) im Größenvergleich
Katana (oben) und Wakizashi (unten) im GrößenvergleichKatana und Wakizashi wurden stets gemeinsam mit der Schneide nach oben durch den Obi (Gürtel) gesteckt getragen, in einem Winkel, der dem Gegner die Länge der Klinge verschleiert. Dies ist eine „zivile“ Trageart, die sich durchsetzte, als nach Ende der innerjapanischen Kriege im frühen 17. Jahrhundert das Tragen einer Rüstung nicht mehr zum Alltag des Samurai gehörte. Beim Betreten eines Hauses wurde das Katana aus dem Obi gelöst und, wenn Feindseligkeiten zu befürchten waren, einsatzbereit in der linken oder als Vertrauensbeweis in der rechten Hand mit dem Griff nach hinten getragen. Beim Sitzen lag das Katana in Reichweite auf dem Boden, während das Wakizashi oft an der Hüfte verweilte. Auf der Straße führte man die Schwerter in einer passenden Montur (Koshirae), zu der eine lackierte Schwertscheide (saya) zählte. Im eigenen Haus bewahrte man die Klinge, wenn sie nicht unmittelbar gebraucht wurde, in der Shirasaya auf, die durch eine besonders enge Passung und das unbehandelte Magnolienholz den Stahl vor Korrosion schützte. Heutzutage werden vielfach auch so genannte Shirasaya-Katana angeboten, deren komplette Montur aus unbehandeltem Holz besteht. Diese unauffällige Montur ohne Tsuba oder sonstiges Dekor fand gegen Ende des 19. Jahrhunderts nach dem kaiserlichen Verbot von Schwertwaffen häufig Verwendung, da die Shirasaya-Montur einem Bokutō, also einem Holzschwert, ähnelte. In späteren Zeiten (bis ins 20. Jahrhundert) gab es versteckte Klingen ähnlich den Stockdegen des Westens; dabei wurde oft eine (Kurz-)Schwertklinge in einer Montierung verborgen, die wie ein Wanderstock aus Bambus oder wie ein aus einem Ast geschnittener Stock aussah.
Zur Rüstung gehörte bis in die frühe Muromachi-Zeit (ab spätes 14. Jahrhundert) das Tachi. Ab diesem Zeitpunkt wurden die mit der Schneide nach unten an einem Wehrgehänge getragenen Tachi zunehmend durch Katana ersetzt. Diese hatten zur Sicherung ein textiles (Seiden-)Band (Sageo), mit dem die Saya am Obi fixiert werden konnte. Zum Tachi trug man üblicherweise ein typisches Kampfmesser (Tantō), das Katana wurde durch das Wakizashi ergänzt.
Die Herstellung
Der Stahl

 Darstellungen des Schmiedevorgangs aus der Edo-Zeit
Darstellungen des Schmiedevorgangs aus der Edo-ZeitTraditionell bestehen japanische Schwertklingen aus Raffinierstahl. Sie werden auf nahezu einzigartige Weise in einem ausgefeilten Prozess gefertigt. Der Grund für diese Fertigungsmethode liegt in dem verwendeten Eisensand, der unter hohen Temperaturen von Unreinheiten befreit wurde, um reineres Eisen zu erzeugen. Der Stahl wurde in einer Tatara (einem rechteckigen Rennofen) aus einheimischem Eisensand gewonnen. Er war zunächst noch inhomogen und hatte einen ungleichmäßigen Kohlenstoffanteil von etwa 0,6–1,5 % (Tamahagane; Juwelenstahl). Für die Klinge benötigt man aber Stahl mit gleichmäßigem Kohlenstoffgehalt von etwa 0,6–0,7 %. Um alle Unreinheiten zu beseitigen und den Kohlenstoff-Anteil der Klinge zu steuern und gleichmäßig zu verteilen, wurde eine spezielle Falttechnik entwickelt, welche sehr effektiv wenngleich arbeitsintensiv war. Eine Besonderheit der Eisensande ist ihre Schwefel- und Phosphorarmut. Diese Elemente sind im Stahl unerwünscht, da sie zu Seigerungen (erhebliche Störungen im Stahlgefüge) führen. Daher wird auch beim Schmieden eine schwefelarme Holzkohle verwendet.
Zunächst wird der Stahl aus kleineren Bruchstücken zu einem Barren geschmiedet, der dann wiederholt erhitzt, abwechselnd quer und längs gefaltet und wieder ausgeschmiedet wird.
Beim Schmieden tritt ein deutlicher Materialverlust durch Verzunderung des Stahls ein, gleichzeitig reduziert sich ebenfalls durch Oxidation der Kohlenstoffgehalt. Um den Verlust auszugleichen und den Kohlenstoffgehalt zu steuern, werden im Laufe des Schmiedens Stahlbarren unterschiedlicher Kohlenstoffgehalte miteinander verbunden. Durch weiteres Falten und Ausschmieden ergeben sich so die zahlreichen hauchdünnen „Lagen“ des Stahls, die sich durch spezielle Schleif- und Poliertechniken auf der Klingenoberfläche sichtbar machen lassen (Hada).
Dieses Schmiedeverfahren dient ausschließlich dem Reinigen und Homogenisieren des Stahls und dem Steuern des Kohlenstoffgehalts. Die Ansicht, dass ein gutes Katana aus möglichst vielen Lagen geschmiedet sein müsse, beruht auf einem Missverständnis. Je nach der Qualität des Tamahagane und nach gewünschtem Kohlenstoffgehalt wird der Barren insgesamt etwa 10 bis 20 Mal umgeschmiedet. Bei zehnmaliger einfacher Faltung ergeben sich bereits 1024 Lagen, wird der Stahl 20 Mal umgeschmiedet, entstehen mehr als eine Million Lagen. Der Schmied (z. B. Kanenobu) setzte diesen Prozess nur so lange fort, bis er einen völlig gleichmäßigen Barren mit den gewünschten Eigenschaften erhielt. Unnötiges Weiterschmieden machte den Stahl nur weicher und hätte zu weiterem Verlust an Material durch Abbrand geführt.
 Ein Gunto-Katana aus dem Zweiten Weltkrieg
Ein Gunto-Katana aus dem Zweiten WeltkriegBei maschinell gefertigten Katana aus dem Zweiten Weltkrieg (sog. Gunto) bestand der Stahl typischerweise aus 95,22 bis 98,12 % Eisen und wies einen Kohlenstoffanteil von über 1,0 % auf. Dadurch war der Stahl sehr hart. Zusätzlich beinhaltete er eine variable Menge an Silizium, die der Klinge eine höhere Flexibilität und Widerstandsfähigkeit verlieh. In geringen Mengen waren auch je nach Herkunft des Rohstoffs Kupfer, Mangan, Wolfram, Molybdän und (unbeabsichtigte) Spuren von Titan im Klingenmaterial vorhanden.
Nicht jeder Stahl eignet sich für Schwerter. Ein geschmiedetes Original besteht im Gegensatz zu billigen Kopien nicht aus rostfreiem 440-A-Stahl. Hierbei handelt es sich um einen speziell entwickelten Messerstahl, welcher als Walzstahl mit einer Rockwellhärte von bis zu 56 HRC zur Herstellung von Schwertklingen nicht geeignet ist. Zudem verfügt ein Original nicht über einen „Wellenschliff“, eine Gravur oder eine Ätzung, welche einen Hamon nachahmen soll. Eine echte Härtezone ist nur durch eine spezielle Behandlung des Stahls zu erreichen (siehe: Martensit). Zudem wird durch das Schmieden der Stahl in seiner Gitterstruktur ausgerichtet. Die Härtung des Schneidenbereichs auf bis zu 62 HRC macht bei der gleichzeitig gegebenen Elastizität die besondere Qualität der japanischen Klingen aus. Die hohe Härte von 60–62 HRC sorgt für ein langes Halten der Schärfe (Schnitthaltigkeit). Der Grund für die überlegene Schneidleistung im Druckschnitt (Gegensatz ist der Zugschnitt mit Hin- und Zurückbewegen der Klinge wie bei Sägen), der auch beim Rasieren wichtig ist und streng linear im rechten Winkel zur Schneide verläuft, ist jedoch das feine Eisencarbid, das eine sehr dünne Schneidkante ohne Ausbrüche durch das schärfende Schleifen bewirkt. Dieses feine Eisencarbid findet man vorwiegend bei rostenden Stählen, rostfreie High-Tech-Stähle können die feine, mikroskopisch schartenfreie Schneidkante nicht erreichen, sie sind jedoch durch die mikroskopisch feinen Scharten und Ausbrüche, die wie eine Mikrosäge funktionieren, beim Zugschnitt hervorragend. Im frühen Mittelalter wurden schon bei den Wikingern die Klingenstähle auf kunstvolle Weise gefaltet; es gab sehr attraktive damaszierte Klingen, die es in dieser Form in Japan nie gab. Auch die Franken stellten guten Stahl her, und die daraus hergestellten Klingen konnten auf die Faltung des Stahls und die damit erzielte Homogenisierung verzichten. Die japanischen Stahlprodukte waren vom Herstellungsverfahren und den erzielten Eigenschaften sowie im Hinblick auf die Oberflächenbearbeitung nicht mit europäischen Klingen vergleichbar, weil sie einer völlig anderen Kriegstechnik dienten und weil sich die Rüstungen in Japan völlig anders als europäische entwickelten.
Die Konstruktion
 Die Spitze der Klinge eines Katanas
Die Spitze der Klinge eines KatanasDer Schwertschmied steht von jeher vor der Aufgabe, eine Waffe zu schaffen, die sowohl scharf als auch widerstandsfähig ist – das Schwert darf nicht schnell stumpf werden, Rost ansetzen oder zerbrechen. Je nach Kohlenstoffgehalt des Stahls und Härteverfahren kann er eine Klinge produzieren, die reich an Martensit und damit sehr hart und schnitthaltig, aber auch spröde und zerbrechlich ist. Im Gegensatz dazu stumpft die Klinge bei der Verwendung eines duktileren Stahls schneller ab.
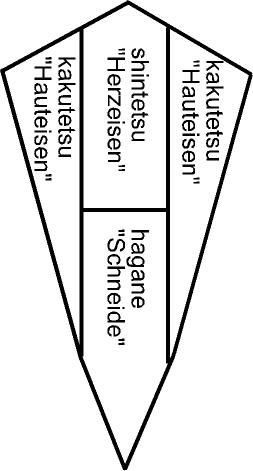
Dieser Zielkonflikt wird beim Katana durch eine Sandwichkonstruktion gelöst. Die vorherrschende Technik bettet einen Kern aus duktilem, etwas weicherem, kohlenstoffärmerem Stahl in einen Mantel aus härterem, kohlenstoffreichem Stahl ein: der Schmied faltet einen langen, schmalen Barren aus „Hartstahl“ der Länge nach U-förmig und schweißt einen passenden Barren „Weichstahl“ ein. Dieser kombinierte Barren wird so zur Rohklinge ausgeschmiedet, dass die geschlossene Seite des „U“ zur Schneide der Klinge wird. Der kombinierte Barren wird dabei nicht mehr gefaltet.
Andere Konstruktionen können zum Beispiel umgekehrt den harten Klingenstahl in ein „U“ aus Weichstahl einbetten, oder der Schmied kombiniert harten Klingenstahl und weichen Rückenstahl mit zwei Seitenlagen aus mittelhartem Stahl. Es gibt eine Vielzahl aufwändigerer Techniken, die aber nicht unbedingt bessere Klingen ergeben, sondern oft vielmehr von schwächeren Schmieden eingeführt wurden, um die Schwierigkeiten des diffizilen Härteprozesses zu umgehen.
Sehr kurze Klingen wurden auch manchmal aus einem einzigen Stahl (Monomaterial) gefertigt.
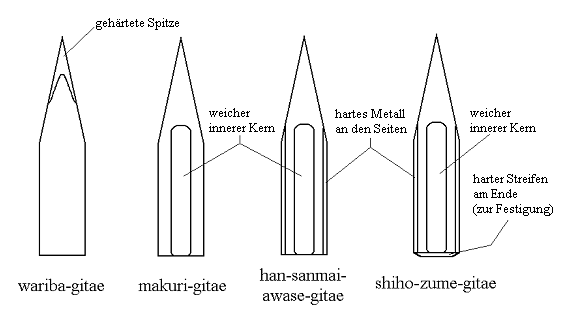
Größere Klingen machen eine aufwendigere Konstruktion notwendig.
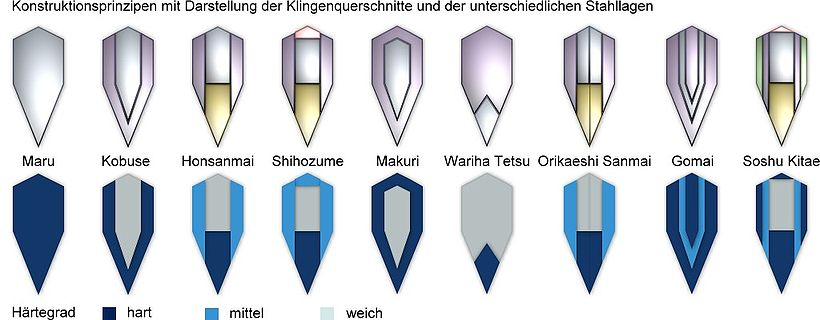 Klingenkonstruktionen und Härtegrade im Querschnitt
Klingenkonstruktionen und Härtegrade im Querschnitt- Maru Die billigste aller Konstruktionen, die gelegentlich für Tantō oder Ko-Wakizashi verwendet wird; diese einfachen Klingen wurden nicht differentiell gehärtet. Die Klinge besteht aus einer einzigen Stahlart.
- Kobuse Eine einfachere Klingenkonstruktion, die auf Grund der preiswerteren Fertigung häufig in größeren militärischen Konflikten mit großem Materialbedarf bis hin zum Zweiten Weltkrieg verwendet wurde.
- Honsanmai Honsanmai ist die gebräuchlichste Konstruktion für Klingen. Die Seitenflächen der Klinge werden durch das Hauteisen geschützt. Die Klinge ist robust und hat den Vorteil, dass der Klingenrücken (mit dem auch pariert werden konnte) nicht gehärtet ist. Dadurch konnte ein Bruch der Klinge vermieden werden. Manche alten Klingen zeigen noch heute diese Spuren eines Kampfes.
- Shihozume Eine Konstruktion, die der Honsanmai ähnelt, nur dass hier der Klingenrücken durch einen harten Eisenstrang geschützt wird.
- Makuri Eine einfachere Konstruktion, bei der ein Weicheisenkern komplett von einem harten Stahlkörper umgeben wird.
- Wariha Tetsu Einfache Konstruktion, die aber sehr flexibel ist.
- Orikaeshi Sanmai Eine leicht modifizierte Form der Honsanmai-Konstruktion.
- Gomai Eine etwas ungewöhnliche Variante mit einem Harteisenkern, dem sich eine Weicheisenschicht anschließt. Zum Schluss wird die Konstruktion von einer Hartstahlschicht umgeben.
- Soshu Kitae Eine der aufwendigsten Konstruktionen mit sieben Stahllagen. Diese Konstruktion wurde vom Schmied Masamune verwendet und gilt als meisterhafte Arbeit.
Das Härten
Ähnlich wie westliche Schwertschmiede des Mittelalters, die differentielle Härtung verwendeten, härten japanische Schmiede die Klinge nicht gleichmäßig, sondern differenziert. Die Klinge wird häufig nahezu gerade geschmiedet und erhält durch das Härten die typische Krümmung, wobei die Klingenschneide etwa eine Härte von 60 Rockwell, der Klingenrücken aber nur eine Härte von etwa 40 Rockwell aufweist. Die Härtung beruht dabei auf der Änderung der Gitterstruktur des Stahls, Austenit wird durch die Abschreckung, die durch das Temperaturgefälle des Härtebads (traditionell im Wasserbad) entsteht, in Martensit umgewandelt, das ein höheres Volumen besitzt. So dehnt sich die Klinge an der Schneide aus und krümmt sich. Die gekrümmte Klinge hat den Vorteil, dass sie besser schneidet und den Hieb effektiver macht, weshalb sie sich im Laufe der Zeit durchgesetzt hat.
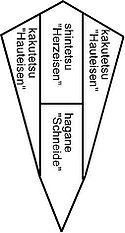 Querschnitt durch die Klinge eines Katana.
Querschnitt durch die Klinge eines Katana.Vor dem Härten wird die Klinge mit einer Mischung von Tonschlamm, Holzkohlenpulver und anderen Zutaten überzogen. Diese Schicht ist an der Schneide viel dünner als an der restlichen Klinge. Für das Härten erhitzt der Schmied die Schneide auch stärker als den Schwertrücken, wobei wesentlich ist, dass trotz dieses Hitzegefälles (zum Beispiel 750–850 °C) im Querschnitt die Schneide und der Rücken der Klinge der Länge nach gleichmäßig erhitzt werden. Beim Abschrecken in warmem Wasser kühlt die heißere Schneide (Ha) schneller ab und bildet einen höheren Anteil von hartem Martensit als die restliche Klinge. Die Abgrenzung dieser schmalen Zone ist nach dem Härten und Polieren der Klinge gut erkennbar (Hamon). Es ist keine definierte Linie, sondern eine mehr oder minder breite Zone.
Einige Schmiede gestalten die Härtezone der Schneide lebhafter, indem sie den Tonüberzug vor dem Trocknen wellig, unregelmäßig oder mit schmalen Querlinien gestalten. Die dadurch erzeugten Formen des Hamon können ein Hinweis auf die Schmiedeschule sein, sind in aller Regel aber kein Kennzeichen einer bestimmten Qualität. Es gibt sehr hochwertige Klingen mit millimeterschmalem, geradem Hamon, und es gibt Formen mit sehr großen Wellen, die als wenig dezent angesehen werden (und umgekehrt). Ein Hamon mit vielen, sehr engen "Wellen" kann schmale elastischere Zonen (Ashi, „Füße“) in der Schneide produzieren, die verhindern können, dass ein Riss in der Schneide weiterläuft. Eine Klinge mit einem Querriss ist allerdings generell unbrauchbar für den Einsatz.
Durch Variieren der Dauer und der Temperatur beim Erhitzen vor dem Abschrecken kann der Schmied weitere Effekte auf der Oberfläche des Schwerts erzielen (zum Beispiel Nie und Nioi – nebelwolkenähnliche Martensitformationen mit unterschiedlichen Partikelgrößen).
Dem Härtevorgang (Austenitisieren und Abschrecken) folgt ein Anlassen, bei dem die gehärtete Klinge ins Feuer gehalten wird. Durch das nochmalige Erwärmen bis etwa 200°C wird das Härtungsgefüge (der Martensit) entspannt, und erhält so eine einzigartige Kombination von Härte und Zähigkeit.
Das Vergüten (Härten und Anlassen) ist ein diffiziler Schritt in der Herstellung des Katana, der auch einem erfahrenen Schmied misslingen kann. In diesem Fall kann die Klinge erneut gehärtet und angelassen werden. Dies kann nur wenige Male wiederholt werden, und sind auch diese Rettungsversuche misslungen, so wird die Klinge verworfen und muss wieder eingeschmolzen werden.
Die Verbindung von harter Schneide mit elastischem Klingenkern verleiht der Klinge der Katanas eine enorme Zähigkeit bei nachhaltig großer Schärfe.
Das Polieren
Nachdem der Schmied seine Arbeit beendet hat, wozu auch eine erste Oberflächenbearbeitung mit dem Sen, einer Art Metallziehklinge, gehört, übergibt er das Schwert einem Polierer, Togishi genannt. Dessen Aufgabe ist es, in einem langwierigen (etwa 120 Stunden für ein Katana) Prozess die Klinge zuerst mit groben, später immer feineren Steinen zu schleifen und zu polieren. Der Togishi schärft dabei nicht nur die Klinge, sondern lässt die oberflächlichen Stahlstrukturen mit unterschiedlichen Techniken zur Geltung kommen, also den Hamon und das Hada, die „Haut“, die einen Einblick in die Schmiedetechnik gibt. Auch kleine Fehler können manchmal dabei kaschiert werden.
Mehr als der waffentechnische Aspekt der japanischen Klingen werden heute die hohe Qualität des Stahls und die ästhetischen Eigenschaften geschätzt und bewundert, die allerdings nur durch eine handwerklich gute Politur zu Tage treten. Dazu gehört, dass die Form und Geometrie der Klinge, wie sie der Schmied anlegte, genau erhalten bleiben. Deshalb umfasst das Handwerk des Polierers eine sehr genaue Kenntnis der Schmiedestile der einzelnen Schmiede und Schmiedeschulen vergangener Jahrhunderte.
Unkundige Hände können eine Klinge durch falsches Schleifen/Polieren unrettbar verderben.
Die Form
Die unterschiedlich ausgeprägte Krümmung (sori) des Katanas ist beabsichtigt; sie entstand in einem über tausend Jahre langen Entwicklungsprozess (natürlich auch parallel zu den Rüstungen der Samurai) und variierte ständig, bis sie schlussendlich eine perfekte Verlängerung des leicht gebeugten Arms darstellte. Sie resultiert auch teilweise aus der angewandten Wärmebehandlung: Beim differenzierten Härten dehnt sich der Schneideteil des Schwerts stärker aus als der Rücken.
Innerhalb des Grundmusters des Katana sind viele Abwandlungen möglich, die teils von den Vorlieben des Schmieds und seiner Kunden, teils auch von der Tradition der jeweiligen Schwertschule abhängt. Die Geometrie der Klinge war auch vom Einsatzzweck bestimmt: Für den Kampf gegen gepanzerte Gegner war sie im Querschnitt keilförmiger und damit unempfindlicher, zum Gebrauch gegen ungepanzerte Gegner dünner und damit eher zum schneidenden Hieb geeignet.
Der Schmied kann das Ausmaß und das Zentrum der Krümmung schon beim Ausschmieden der Rohklinge vorgeben und auch nach dem Härten noch nacharbeiten. Ebenso kann die Klinge eine gleichmäßige oder sich verjüngende Breite erhalten, eine lange oder kurze Spitze (Kissaki). Der Schmied kann dem Klingenheft (Angel/NAKAGO) eine bestimmte Form geben, den Klingenrücken rund oder eckig gestalten, die Form der Härtelinie (Hamon) bestimmen sowie die Struktur und Optik des Stahls beeinflussen. In die ungehärteten Bereiche der Klinge können auch Rillen und Gravuren eingeschnitten werden.
All diese Faktoren werden von Kennern und Sammlern auch nach ästhetischen Kriterien bewertet.

Fehler in der Schwertklinge (kizu)
 Fehler in der Schwertklinge
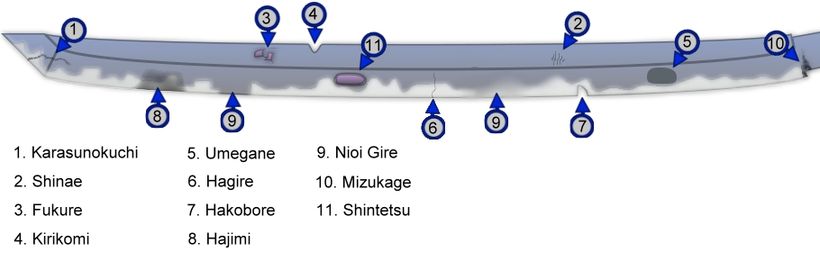
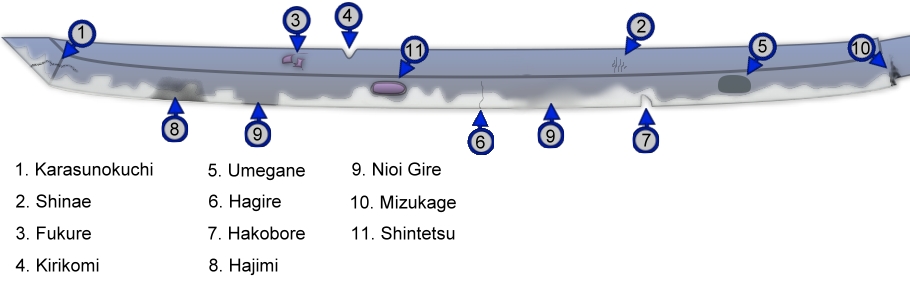
Fehler in der SchwertklingeEs gibt viele Fehler, die beim Schmieden oder durch falsche Behandlung entstehen können. Man unterscheidet zwischen fatalen Fehlern, die die Klinge unbrauchbar machen, und nicht-fatalen Fehlern, die korrigierbar sind oder nur das Erscheinungsbild des Schwerts stören.
Die Fehler sind im einzelnen:
- Karasunokuchi (からすのくち): Ein Riss in der Klingenspitze. Wenn der Riss mehr oder weniger parallel zur Schneide verläuft, trennt er somit den gehärteten vom ungehärteten Bereich. Ist dadurch die Form der Klinge stark beschädigt, so ist die Klinge verloren.
- Shinae (撓え): Minimale Biegestellen, die eine Materialermüdung durch Biegung anzeigen. Diese Stellen laufen meistens rechtwinklig zur Schneide im ungehärteten Stahl. Sie sind eher harmlos.
- Fukure (膨れ): Einschlüsse vom Falten des Stahls, meist Schweißfehler durch Zunder oder Kohle. Die Einschlüsse können bei der Politur freigelegt werden und sind optisch äußerst hässlich. Sie mindern die Schönheit und natürlich auch die Qualität der Klinge.
- Kirikomi (切り込み): Scharte im Klingenrücken, die bei einer Parade mit dem Schwert entsteht. Diese Fehler sind nicht fatal für die Klinge. Im Rahmen einer kompetenten Politur werden sie nach Möglichkeit entfernt. Bei alten, bereits dünn gewordenen Klingen belässt man sie als Zeugnis eines Kampfeinsatzes.
- Umegane (埋め金): Eine Korrekturstelle von einem Schmied, um einen Fehler auszugleichen oder zu überdecken. Umegane sind auch Stahleinlagen, um den durch häufige Polituren hervortretenden Kernstahl zu kaschieren.
- Hagire (はぎれ): Durch eine keilförmige Scharte in der Härtelinie (hamon) oder aber eine starke Biegung der Schneide kann ein Haar-Riss entstehen, der „Hagire“ genannt wird. Die Scharte ist gewöhnlich gut zu erkennen und für die Klinge nicht allzu gefährlich. Der Riss hingegen ist sehr schwer zu erkennen und zudem fatal für die Klinge.
- Hakobore (刃毀れ): Eine grobe, zylindrische Scharte, die sich nicht durch den gehärteten Stahl hindurch zieht, sehr wohl aber einen Riss verursachen kann.
- Hajimi (はじみ): Durch Nachschärfen entstandene Mattierung der Klinge. Die Klinge verliert ihren Glanz. Dies ist eine häufige Alterserscheinung, ansonsten aber harmlos.
- Nioi Gire (匂切れ): Entweder eine Härtelinie, die an ihrer Grenze zu dem ungehärteten Stahl nicht klar konturiert ist, der Stahl ist aber vollständig ausgehärtet. Ein guter Schleifer kann diesen Fehler kaschieren. Oder aber ein fataler Härtefehler: die Härtelinie ist an einer Stelle durchgehend nicht vorhanden, der Stahl ist daher an dieser Stelle auch nicht ausgehärtet und die Schneide hat keine ausreichende Härte.
- Mizukage (水影): Eine Verschattung durch erneutes Abschrecken bzw. Härten einer Klinge, meistens an der Schneidekante am Klingenanfang.
- Shintetsu (しんてつ): (übersetzt: "Herz-Eisen"). Durchpolierte Klinge; der manchmal nur wenige Zehntelmillimeter dicke Stahlmantel des Katanas ist an einer Stelle durchpoliert, und die Sandwichkonstruktion, die darunter liegt, ist zu sehen. Meistens ist das Schwert dann „ermüdet“ (siehe Tsukare).
- Tsukare (疲れ) (ohne Abbildung): Eine durch häufiges Nachschärfen entstandene dünne Klinge(nschneide). Da eine häufig benutzte Klinge oft nachgeschliffen werden musste, wurde Material abgetragen. Eine Klinge kann aber nicht nur an der Schneide geschliffen werden; damit die Gesamtform und die Proportionen erhalten bleiben, muss immer die Klinge komplett geschliffen werden. Die Übersetzung für Tsukare bedeutet: „(Material-)Ermüdung“
Die Montierung (koshirae)
 Tsuba aus der Edo-Zeit
Tsuba aus der Edo-Zeit Tsuba aus dem Guimet-Museum, Paris
Tsuba aus dem Guimet-Museum, ParisNach dem Schleifen wird für die fertige Klinge aus Magnolienholzbrettern eine Scheide (Saya) sowie ein Griff (Tsuka) gefertigt. Die Scheide kann einen achteckigen (mit eckigen oder gerundeten Kanten), ovalen oder elliptischen Querschnitt haben. Der Griff wird an der Schwertangel (Nakago) (Angel, versehen mit einem Mekugi-ana) mit einem durchgesteckten, konischen Stift aus Bambus (Mekugi) befestigt. Die Öffnung der Scheide (Koiguchi, „Karpfenmaul“) wird mit einem Abschluss aus Horn oder Knochen belegt. Die Scheide und der Schwertgriff können aber auch in ihrem Rohzustand belassen werden (Shirasaya, „weiße Scheide“), wenn sie nur zur Aufbewahrung der Klinge benutzt werden.
Für eine volle Montage (Koshirae) wird die Scheide staubfrei lackiert; sie kann vorher mit Rochenhaut (Same) belegt oder mit Einlegearbeiten dekoriert werden. Ihre Außenseite wird mit einem gelochten runden Knopf (Kurigata, „Kastanienform“) versehen, an dem das Schwertband (Sageo) aus Seide, Baumwolle oder Leder befestigt wird. Militärische Waffen können zudem über eine spezielle Arretierung verfügen, die das unbeabsichtigte Herausgleiten des Schwertes aus der Scheide verhindern soll.
Die vollständige Montage eines Katanas umfasst außerdem folgende Metallteile:
- das Habaki, eine Zwinge am Klingenansatz vor dem Stichblatt, mit der der straffe Sitz des Katanas in der Scheide gesichert und das Tsuba gehalten wird
- das Tsuba (Stichblatt)
- zwei Seppa (Unterlegscheiben unter und über dem Tsuba)
- das Fuchi (Zwinge zwischen Tsuba und Griff)
- das Samegawa (Griffbelag aus Rochenhaut (Same) oder anderer Fischhaut)
- das Tsuka-ito (Griffumwicklung, aus Seidenband oder seltener auch Leder, bei Deko-Schwertern auch Baumwolle. Heute vielfach auch Kunstseide)
- zwei Menuki (reliefartig gestaltete Einlagen unter der Umwicklung)
- das Kashira oder Tsuka-Gashira (Kappe am Ende des Griffs)
Die Verzierungen von Fuchi, Menuki und Kashira werden in der Regel mit gleichen Motiven oder nach gemeinsamer Thematik gestaltet.
Für eine Daisho-Kombination werden die Verzierungen des Wakizashi (Kurzschwert) auf die des Katanas abgestimmt.
Zum klassischen Wakizashi gehörten außerdem noch das Beimesser (Kogatana oder Kozuka (der Griff des Kogatana)) und die Schwertnadel (Kogai) – alternativ ein Paar metallene Essstäbchen –, die auf beiden Seiten neben der Klinge in der Saya getragen und durch passende Öffnungen im Tsuba gesteckt wurden. Die Schwertnadel diente etwa wie eine bei uns gebräuchliche Ahle dazu, die mit Seidenband verbundenen beweglichen Rüstungsteile zu reparieren oder die Wicklung des Schwertgriffs zu richten.
Schwertfechtkunst
Ein Katana wurde hauptsächlich als Hieb-, aber auch als Stichwaffe eingesetzt, die beidhändig wie auch einhändig verwendet werden kann. Die ältesten japanischen Schwertkampfsysteme führen ihren Ursprung auf das 15. bis 16. Jahrhundert zurück.
Zentrales Element der japanischen Schwertkampfkunst (Kenjutsu) und der darauf basierenden Künste (wie Iaido) ist, dass die Klingenachse nie senkrecht gegen das Ziel geschlagen wird, sondern immer in einer ziehend-schneidenden Bewegung geführt wird. Somit sind die Hiebe anders als in abendländischen Schwerttechniken eher als Schnitte zu sehen. Dem trägt auch die gebogene Form der Klinge Rechnung.
Der japanische Schwertmeister Miyamoto Musashi schrieb das Buch Gorin no Sho (Das Buch der fünf Ringe), in dem er seine Zwei-Schwert-Form (Niten -Ryu) erklärt und esoterisch begründet. Das Arbeiten mit Katana und Wakizashi ähnelt der Koordination des Escrima (modern: Arnis de mano). Das Kenjutsu, die Kunst des Schwertkampfes in der Praxis, hat sich zum heutigen gendai budo gewandelt. Die Kunst des Schwertziehens nennt sich Iaido und ist eine eher meditative Form des Kampfes, bei dem gegen einen imaginären Feind gekämpft wird. Kendo ist die Kunst des Fechtens mit einem Bambusschwert (Shinai), wobei - ähnlich wie beim europäischen Fechten - ein Kopfschutz mit schützendem Gitter für das Gesicht und eine Rüstung getragen werden. Diese Art des Schwertkampfes schlägt, abhängig vom jeweiligen Stil (Ryu), zuweilen eine wettkampf-orientierte Richtung ein.
Noch heute existieren in Japan zahlreiche traditionelle (Koryu)-Schwertschulen, die das allgemeine Schwertverbot des Kaisers Meiji überlebt haben. Zu den bekanntesten zählen Kashima Shinto Ryu, Kashima Shin Ryu und Katori Shinto Ryu.
Mythen und Missverständnisse
 Eine Szene aus dem 10. Jahrhundert: Meister Munechika schmiedet das Schwert ko-kitsune-maru („kleiner Fuchs“) und wird dabei von einem Fuchsgeist unterstützt. Holzschnitt von Ogata Gekko, 1873
Eine Szene aus dem 10. Jahrhundert: Meister Munechika schmiedet das Schwert ko-kitsune-maru („kleiner Fuchs“) und wird dabei von einem Fuchsgeist unterstützt. Holzschnitt von Ogata Gekko, 1873Japanische Schmiede genossen seit jeher eine große Wertschätzung und der japanische Kaiser Go-Toba (1180–1239) hatte sogar selbst die Schwertschmiedekunst erlernt und teilte die Schmiede des Reiches in Rangklassen ein, von denen die erste besondere Privilegien hatte. Ebenso wird von berühmten Schwertschmieden wie Masamune, Muramasa und anderen berichtet, deren Schwerter eine spirituelle Kraft besaßen, die sie anderen Schwertern überlegen machte. In späteren Zeiten – insbesondere im Tokugawa-Shogunat der Edo-Periode – wurde das Katana zur „Seele des Samurai“ verklärt. Allerdings waren zu dieser Zeit die großen kriegerischen Auseinandersetzungen in Japan bereits beendet und die Samurai mussten ihre Sonderstellung im neu entstandenen rigiden Ständestaat durch Abgrenzung von den niederen Ständen rechtfertigen.
Eines der häufigsten Missverständnis besagt, dass der Stahl einer Klinge unglaublich oft gefaltet werde, wodurch sie angeblich überlegene Kräfte und Qualität gewinnen soll. Hierbei wird aber oft die Anzahl der Faltvorgänge mit der Anzahl der Lagen verwechselt. Die Anzahl der Lagen entspricht zwei hoch der Anzahl der Faltvorgänge, ein sechs Mal gefalteter Barren hat also bereits 26 = 64 Lagen und somit besteht schon ein 20-fach gefalteter Barren aus mehr als 1 Million Lagen. Ebenso ist im Westen die irrige Vorstellung verbreitet, dass für das japanische Schwert die Kombination von Stahl und Eisen gemeinsam gefaltet und zur Klinge ausgeschmiedet werde. Dieser Faltprozess (Gärben) betrifft aber die Vorstufe, nämlich das Herstellen der Barren von Schneidenstahl und Kernstahl, die dann zur Rohklinge verschweißt werden. Dieses Missverständnis beruht möglicherweise auf einer falschen Analogie zum Damaszenerstahl, der jedoch mit einer völlig anderen Schmiedetechnik gefertigt wird.
Das mehrfache Falten und Bearbeiten dient vor allem dazu, den vom Herstellungsprozess des Stahls bedingten unterschiedlichen Kohlenstoffgehalt über die komplette Klingenlänge gleichmäßig zu verteilen. Nur so kann man sichergehen, dass die fertig geschmiedete Klinge im Härteprozess und natürlich später im Kampfeinsatz nicht springt und zu Bruch geht. Die sich daraus ergebende oberflächliche Stahlstruktur – Hada genannt – die gelegentlich der Maserung von Holz ähnelt (Mokume- und Itame-Hada), ist also eher ein Nebenprodukt. Mit der Zeit wurden aber die verschiedenen Arten des Hada nach den Schemata der Muster klassifiziert (zum Beispiel Ayasugi-Hada, Masame-Hada) und bilden ein wichtiges Merkmal bei der Beurteilung eines Schwerts.
Die Schwertpflege
Das Katana wird normalerweise in einer bestimmten Reihenfolge und mit diversen Utensilien gereinigt und gepflegt (sofern keine Scharten vorhanden sind, was den Einsatz von Schleifsteinen nötig macht).
- Mit einem wenn möglich säurefreien, speziellen Papier (Reispapier = Nuguigami) wird die Klinge von oberflächlichem Schmutz und altem Kamelien- oder Nelkenöl befreit. Nuguigami muss vor dem Verwenden intensiv „geknetet“ werden, um alle groben Partikel zu entfernen, ansonsten kann es zu extrem feinen Kratzern auf der Klinge führen – dies hängt von der Qualität des Papiers ab. Möglich sind notfalls auch chlorfreies Zellstofftoilettenpapier oder Zellstofftaschentücher ohne Parfümierung oder Wirkstoffe wie Aloe Vera.
- Die Klinge kann bei Verschmutzungen mit Kalksteinpuder (Uchiko) eingepudert werden. Dieses hat eine reinigende und leicht polierende Wirkung, ohne Kratzer zu erzeugen. Mit einem neuen Stück Reispapier (Nuguigami) und dem Puder werden Ölreste und Verunreinigungen wegpoliert.
- Die Klinge wird nach dem Säubern wieder mit speziellem Kamelien- oder Nelkenöl eingeölt. Dazu benutzt man ein frisches Stück Zellstoff oder Reispapier. Ätherisches Nelkenöl, wie man es in Europa in Apotheken kaufen kann, ist völlig ungeeignet und kann die Klinge beschädigen. Das Öl sollte sehr sparsam verwendet werden, so dass sich ein hauchdünner Ölfilm bildet. Dieser Film schützt die Klinge vor Flugrost und Luftfeuchtigkeit. 1–2 Tropfen genügen völlig. Es darf allerdings kein Öl auf der Klinge "stehen", weil sonst Holzpartikel und Staub aus der Scheide an der Klinge kleben würden. Bei Bewegungen der Klinge in der SAYA würden dann Kratzer entstehen. Diese Pflegeprozedur sollte je nach Luftfeuchtigkeit wenigstens alle drei Monate wiederholt werden.
- Die Schwerter sind vollständig zerlegbar; die Klinge wird durch einen Stift (Mekugi) aus Bambus, Horn oder auch Holz, selten aus Metall, im Griff (Tsuka) fixiert. Der Stift kann bei Bedarf herausgedrückt werden, wobei man ein kleines hammerähnliches Werkzeug (Mekuginuki) aus Messing benutzt. Bei alten Originalen sollte man die Angel nicht verändern (Rost entfernen, schleifen oder einölen), sondern einen Fachmann zu Rate ziehen, da die Angel, deren Zustand und gegebenenenfalls die Inschriften für die Einstufung (Alter/Echtheit) und Wertbeurteilung wichtig sind.
Literatur
- Leon und Hiroko Kapp, Yoshindo Yoshihara: Japanische Schwertschmiedekunst. Ordonnanz, Eschershausen 1996, ISBN 3-931-425-01-0 (Übersetzung des folgenden)
- Leon and Hiroko Kapp, Yoshindo Yoshihara: The Craft of the Japanese Sword Kodansha International, Tokyo 1987, ISBN 0-87011-798-X (englisch)
- Kanzan Sato: The Japanese Sword. A Comprehensive Guide. Kodansha International, Tokyo 1983, ISBN 4-7700-1055-9 (englisch)
- W. M. Hawley: Laminating Techniques in Japanese Swords. Hawley, Hollywood 1974
- John M. Yumoto: Das Samuraischwert. Ein Handbuch. Ordonnanz-Verlag, Freiburg 1995 (Übers. des Originals The Samurai Sword, Tuttle 1958)
Weblinks










Wikimedia Foundation.