- Schamott
-
Als Schamotte werden im allgemeinen Sprachgebrauch häufig alle feuerfesten Steine und Ausmauerungen bezeichnet. Tatsächlich gibt es aber viele verschiedene feuerfeste Baustoffe, die jeweils für unterschiedliche Einsatzzwecke verwendet werden. In der Fachsprache wird mit Schamotte (auch Schamott) nur das in diesem Artikel beschriebene, gesteinsähnliche, künstlich hergestellte, feuerfeste Material mit 10 bis 45 % Aluminiumoxid-Anteil bezeichnet. Das Wort Scharmotte ist angeblich im 18. Jahrhundert durch italienische Porzellanarbeiter in Thüringen gebildet worden (sciarmotti, scarmotti) mit Anlehnung an „Schärm“ oder „Scharm“, die thüringische Aussprache für „Scherben“.[1]
Es werden unterschieden:
- saure Schamotte: Al2O3-Gehalt zwischen 10 und 30 %
- Normalschamotte: Al2O3-Gehalt zwischen 30 und 45 %
Inhaltsverzeichnis
Lage im Zweistoffsystem SiO2-Al2O3
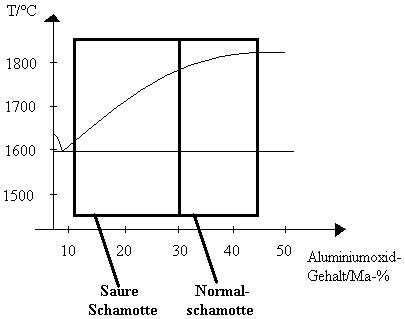
In diesem Ausschnitt aus dem Zweistoffsystem ist zu erkennen, dass der Schmelzpunkt der Verbindungen stetig steigt. Mit dem Ansteigen des Schmelzpunktes bei steigendem Al2O3-Gehalt ändern sich auch andere Eigenschaften der fertigen Steine:
- die Festigkeit nimmt zu
- das Porenvolumen sinkt
- die Temperaturwechselbeständigkeit steigt
Hierbei ist zu bemerken, dass bei 30 MA-% Al2O3 ein Maximum an Schmelzphase liegt und somit auch andere Eigenschaften als erwartet vorliegen. Es tritt also ein Abfall der guten Eigenschaften ein. Ab 30 Ma-% steigen die guten Eigenschaften wieder an.
Mineralphasen
- Mullit 25-50 %
- Glas 25-50 %
- Quarz bzw. Cristobalit bis 30 %
Ziel ist es, den Anteil an Mullit zu maximieren. Aufgrund fehlender Al2O3-Gehalte ist es schwer, dies zu erreichen. Daraus resultieren bei minderwertigen Qualitäten sehr hohe Anteile an SiO2 (saure Schamotte). Ein qualitativ hochwertiger Schamottestein (höhere Anwendungstemperatur) zeichnet sich durch einen möglichst hohen Al2O3-Anteil aus, um möglichst viel Mullit 3 Al2O3*2 SiO2 zu bilden.
Rohstoffe
Rohstoff für das Endprodukt sind Schamotte und Ton, wobei der Rohton sowohl zur Bindung der Schamottekörnung als auch zur Ergänzung des Gefüges eingesetzt wird.
Herstellung von Schamottekörnung:
- Rohton wird plastisch aufbereitet
- grob zerkleinert
- getrocknet
- gebrannt (bis maximale Mullitbildung erreicht)
- zerkleinert(gebrochen und/oder gemahlen)
- fraktioniert in Grob-, Mittel- und Feinkorn.
Zu verwendender Ton
- Hierbei ist darauf zu achten, dass der eingesetzte Ton möglichst rein ist, also keine Verunreinigungen enthält (bei schlechteren Qualitäten kann ein relativ großer Quarzanteil im Rohstoff enthalten sein (saure Schamotte)).
- Ebenso ist es von Vorteil, einen möglichst hohen Kaolinitanteil im Ton zu haben, da dieser keine Alkalien mitbringt.
Schamotte ist im Prinzip nichts anderes als gebrannter Ton / Kaolin. Ein Schamottestein aus reinem Ton hätte eine enorme Brennschwindung. Durch das Vorbrennen wird ein Großteil der Schwindung vorweggenommen, so dass der Stein weniger rissanfällig wird.
Man spricht von Schamotte, solange nur Ton im Versatz verwendet wurde.
Zusätze von Periklas (MgO) bewirken eine Cordierit-Bildung, welche die Temperaturwechselbeständigkeit (TWB) auf Grund des kleineren WAK stärkt, aber die Temperaturbeständigkeit leicht senkt.
Formgebung
Die Aufbereitung erfolgt klassisch keramisch durch Herstellung von Gießschlicker, plastischer Masse oder Pressgranulat. Dabei ist das eingesetzte Verhältnis von Schamotte zu Ton jeweils unterschiedlich, da mit steigendem Wassergehalt mehr Plastizität bzw. Dispergierbarkeit notwendig ist, um die erwünschte Komplexität der Form erreichen zu können. Schamotte besitzt diese Eigenschaften auf Grund des Vorbrandes nicht mehr. Die Formgebung selbst findet statt mittels Schlickerguss, Extrusion mittels Strangpresse, Trockenpressen. Dabei ist zu bemerken, dass die Eigenschaften der Steine mit fallendem Wassergehalt in der Formgebung besser werden.
Mit fallendem Wassergehalt in der Aufbereitung ändern sich folgende Eigenschaften:
- Rohdichte nimmt zu
- Porosität nimmt ab (Optimum bei ca. 20 %)
- KDF (Kaltdruckfestigkeit) nimmt zu
- T05(DE/Druckerweichen) nimmt zu (höhere Anwendungstemperatur)
- TWB (Temperaturwechselbeständigkeit) nimmt zu
- Maßhaltigkeit nimmt zu
- Brenn- und Trockenschwindung nehmen ab
Daher ist ein trockengepresster Stein in Hinsicht auf die feuerfesten Eigenschaften den plastisch geformten oder schlickergegossenen Steinen überlegen. Man weicht auf andere Herstellungsverfahren aus, wenn die zu erzeugende Form nicht mehr durch Trockenpressen zu erreichen ist.
Sintern von Schamotten
Angestrebt wird eine maximale Mullitbildung unter der Annahme, dass das gesamte Aluminiumoxid im Rohstoff an der Mullitbildung teilnimmt. Dies geschieht bei Temperaturen zwischen 1000°C und 1400°C. Zuerst bildet sich Schuppenmullit, aus dem sich bei höheren Temperaturen Nadelmullit bildet. Durch die nadelige Form des Nadelmullit verstricken sich die einzelnen Mullitkristalle in einander und erwirken die starke Verfestigung im Stein.
Es ist abzuwägen zwischen:
- langer Brennzeit, maximale Mullitbildung, Erreichen einer maximalen Hitzebeständigkeit
- kurzer Brennzeit, Einsparung von Energiekosten
- bei hohen Quarzgehalten vorsichtiges Aufheizen wegen Modifikationswechseln
Eigenschaften
- spezifische Wärmekapazität 1,00 kJ/(kg K).
- sehr preiswert gegenüber anderen feuerfesten Steinen, daher Einsatz immer wenn chemisch bzw. thermisch möglich
Anwendungstemperaturen:
- reduzierende Atmosphäre: schlechte CO-Beständigkeit unter 800°C, da Boudouard-Gleichgewicht unterhalb 800°C zur Bildung elementaren Kohlenstoffes neigt!
 Dieser Kohlenstoff setzt sich in den Poren der Steine ab, und führt zur Zermürbung des Gefüges. Die Aktivierungsenergie für diese Reaktion ist normalerweise unter 800°C nicht ausreichend. Freies Eisenoxid oder Eisen wirkt katalytisch, daher ist der Eisengehalt niedrig zu halten.
Dieser Kohlenstoff setzt sich in den Poren der Steine ab, und führt zur Zermürbung des Gefüges. Die Aktivierungsenergie für diese Reaktion ist normalerweise unter 800°C nicht ausreichend. Freies Eisenoxid oder Eisen wirkt katalytisch, daher ist der Eisengehalt niedrig zu halten. - keine besonderen feuerfesten oder chemischen Eigenschaften, welche erwähnt werden müssten, Einsatz bei niedrigen Belastungen
Anwendung
 Schamotte in einer Nachtspeicherheizung
Schamotte in einer NachtspeicherheizungAlltagsanwendungen
- Kachelöfen
- Kamine
- Pizzasteine
- Wärmespeichermasse in Elektrogebäudeheizungen
- zur eindeutigen Kennzeichnung der Asche eines Verstorbenen bei einer Feuerbestattung werden Schamottesteine mit eingravierter Nummer verwendet.
Technische Anwendungen
- Hintermauerungen von hochwertigeren Steinen
- Innenbeschichtung von Behältern, in denen Flüssigeisen transportiert wird
- Innenbeschichtung von Öfen, in welchen Eisen geschmolzen wird
Einteilung der Schamottesteine
Bezeichnung Al2O3 Segerkegelnummer max. Anwendungstemperatur A0 >42 % 34 1400°C AIS 40-42 % 33-34 1350-1400°C AI 37-40 % 33 1300-1350°C AII 33-37 % 32 1250-1300°C AIII 30-33 % 30 1200-1250°C Bezeichnung SiO2 Segerkegelnummer max. Anwendungstemperatur BI ca. 78 % 32-33 BII ca. 72 % 30-31 BIII ca. 67 % 28-29 Einteilung aus dem Jahr 1962 (veraltet aber noch gebräuchlich)
Hier wird die chemische Zusammensetzungs als Klassifizierungsmerkmal verwendet, ungeachtet der Eigenschaftmerkmale, welche unabhängig von der chemischen Zusammensetzung sein können.
Stahl-Eisen-Werkstoffblatt 917
Sorte Al2O3-Gehalt Fe2O3-Gehalt Rohdichte Offene Porosität KDF DFB a [%] [%] [g cm-3] Standardabw. [%] Standardabw. N mm-2 Standardabw. xmin [°C] Standardabw. A40t >40 <2,5 >2,15 0,05 <20 2 >30 15 20 >1450 40 A40h >40 <2,5 >2,10 0,05 <21 2 >25 15 15 >1420 40 A40p >40 <2,5 >1,90 0,06 <26 2 >15 10 10 >1380 40 A35t 35-40 <2,5 >2,10 0,05 <19 2 >30 15 20 >1400 40 A35h 35-40 <2,5 >2,05 0,05 <20 2 >25 15 15 >1380 40 A35p 35-40 <2,5 >1,90 0,06 <25 2 >15 10 10 >1350 40 A30t 30-35 <3 >2,05 0,05 <19 2 >30 15 20 >1370 40 A30h 30-35 <3 >2,05 0,05 <20 2 >25 15 15 >1350 40 A30p 30-35 <3 >1,90 0,06 <24 2 >15 10 10 >1320 40 A25t <30 <3 >2,05 0,05 <18 2 >35 15 25 >1340 40 A25h <30 <3 >2,05 0,05 <19 2 >30 15 20 >1320 40 A25p <30 <3 >1,90 0,06 <22 2 >20 10 15 >1300 40 Hier ist der Al2O3-Gehalt nur noch als Richtwert zu betrachten, vorrangig ist die Einhaltung der minimalen/maximalen Eigenschaftswerte, um einen Stein möglichst gut (und damit Gewinn maximierend) zu klassifizieren.
Literatur
- Paul Werner: Die Feuerfeste Industrie. (= Hartlebens Chemisch-technische Bibliothek, Band 334). 1. (letzte) Auflage. A. Hartleben’s Verlag, Wien 1911
- Gerald Routschka (Hrsg.):Feuerfeste Werkstoffe, Artikel Klaus Santowski. VULKAN-VERLAG ESSEN
- Stahl-Eisen-Werkstoffblatt 917
Einzelnachweise

Wikimedia Foundation.