- Schneckenpresse
-
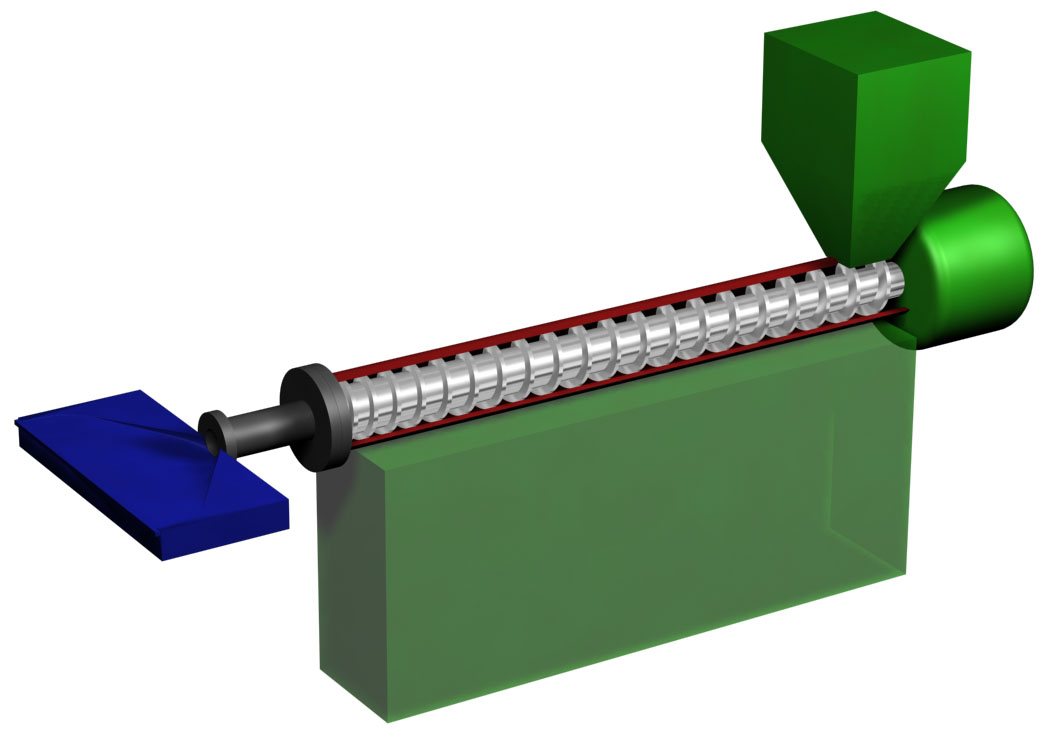
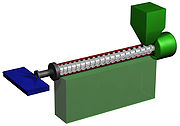 Einschneckenextruder
EinschneckenextruderExtruder sind Fördergeräte, die nach dem Funktionsprinzip des Schneckenförderers feste bis dickflüssige Massen unter hohem Druck und hoher Temperatur gleichmäßig aus einer formgebenden Öffnung herauspressen. Dieses Verfahren wird als Extrusion bezeichnet.
Grundsätzlich können Extruder in zwei Prozessprinzipien unterteilt werden: Verarbeitungs- und Aufbereitungsextruder. Verarbeitungsextruder dienen hauptsächlich der Formgebung (In der Regel Einwellenextruder), während Aufbereitungsextruder der chemischen und/oder physikalischen Modifizierung (reagieren, mischen, entgasen, etc.) von Stoffen dienen (gleichlaufender dichtkämmender Doppelwellenextruder, Busskneter, etc.).
Es gibt Extruder mit einer, zwei oder mehreren Schneckenwellen. Bei den Extrudern mit zwei Schnecken unterscheidet man den gleichläufigen und den gegenläufigen Doppelschneckenextruder. Beim gleichläufigen Doppelschneckenextruder rotieren die Schnecken in gleicher Drehrichtung, beim gegenläufigen in entgegengesetzter Drehrichtung. Die Förderung und der Druckaufbau werden beim Einschnecken- und gleichläufigen Doppelschneckenextruder durch die Friktion der mit der Schnecke rotierenden Masse an der stehenden Gehäusewand (Zylinder) bewirkt - man spricht in diesem Zusammenhang von Friktionsförderung. Die so in der Rotation zurückbleibende Masse wird von den wendelförmigen Schneckengängen zur Auslassdüse geschoben. Beim gegenläufigen Doppelschneckenextruder überwiegt das Prinzip der Zwangsförderung.
Der Extruder wurde schon vor 1900 für die Kautschukindustrie eingesetzt. Nach einiger Zeit entdeckte auch die Lebensmittelindustrie vielseitige Verwendungsmöglichkeiten. Durch den großen Boom der Kunststoffindustrie Mitte des letzten Jahrhunderts hat sich der Extruder zudem als wichtiges verfahrenstechnisches Element in der kontinuierlichen Produktion von thermoplastischen Kunststoffartikeln etabliert.
Je nach Produkt wird mit Drücken von 10 bis zu 300 (700) bar und Temperaturen zwischen 60 bis 300 °C gearbeitet. Die Längenbezeichnungen der Extruder wird in 25D, 30D, 40D etc. angegeben, was heißt, dass das 25-fache (30-fache, 40-fache etc.) des Schneckendurchmessers die Länge ergibt.
Inhaltsverzeichnis
Bauformen
- Einschneckenextruder
- Doppelschneckenextruder (gleichläufig od. gegenläufig)
- Vielwellenextruder
- Kaskadenextruder
Aufbau
Ein Extruder besteht grundsätzlich aus der Schneckenwelle, auch Schnecke genannt. Sie steckt in dem so genannten Schneckenzylinder. Der Nenndurchmesser dieser Bohrung ist gleich dem Außendurchmesser der Schnecke. Vorne am Schneckenzylinder befindet sich die formgebende Auslassöffnung, meist einfach Düse genannt. Hinten befindet sich der Antrieb, in den meisten Fällen ein Elektromotor mit Getriebeeinheit (Extrudergetriebe), der für die Rotation der Schnecke sorgt.
Zu verarbeitende Materialien werden der Schnecke meist über einen Trichter von oben zugeführt. Wichtiger anlagentechnischer Punkt ist hierbei die exakte und reproduzierbare Dosierung einzelner Komponenten. Man unterscheidet hierbei in Abhängigkeit vom Regelungsmechanismus zwischen gravimetrischen und volumetrischen Dosierungen. Weitere Komponenten können über Seitenbeschickung, Nadelventile, etc. in den Schneckenzylinder eingebracht werden. In der Kunststoffverarbeitung sind dies z. B. sogenannte Masterbatches (Färbemittel), Verstärkungsfasern, Alterungsschutzmittel oder Weichmacher. Die Schnecke selbst wird im Allgemeinen in drei Zonen aufgeteilt, die unterschiedliche Aufgaben übernehmen. Im hinteren Bereich des Schneckenzylinders befindet sich die sogenannte Einzugszone. In dieser wird das zu extrudierende Material über einen Trichter eingespeist ("Fütterung"), aufgeschmolzen (bei Thermoplasten) und verdichtet. An diese schließt sich die Kompressionszone an, in der das Material durch die verringerte Gangtiefe der Schnecke weiter verdichtet und damit der für den Austrag im Werkzeug notwendige Druck aufgebaut wird. Abschließend sorgt die Austragszone für einen homogenen Materialstrom zum Werkzeug hin.
Extrudierbare Werkstoffe
- Tone und Keramische Massen
- Gummi und Kautschuk
- Thermoplastische Polymere: PVC, PE, PP, PET, PA etc.
- Thermoplastische Massen aus Lignin oder Maisstärke
- Teigförmige Lebens- und Futtermittel-Mischungen
- Aluminium
Extrusionsprodukte
Technische Artikel
-
- Kunststoff und Kunststoff-Compound-Granulate
- Pulverlack
- Rohre, Stäbe (Halbzeug)
- Profile wie Fensterrahmen, Kabelkanäle oder Dichtungen
- Ummantelungen, wie z. B. für Elektrokabel
- Schläuche
- Platten mittels Breitschlitzdüse, welche nach der Fertigung bei Bedarf durch Thermoformung umgeformt werden können.
- Folien (mittels Blaskopf oder Breitschlitzdüse und nachgeschaltetem Kalander)
- Laufflächen von Autoreifen
- Kleinere Autoteile (Innentürverkleidungen, Rückspiegelfassungen)
- Wischgummi beim Scheibenwischer
- Fahrradfelgen
- Keil- und Zahnriemen durch Zuführen von Kupferdraht durch den Extruderkopf
- Türdichtungen
- extrudierte Hartschaumplatten (XPS)
Lebensmittel
- Kaugummi und Kaubonbons
- Teigwaren (Nudeln)
- viele "Knabberprodukte":
- Kartoffelerzeugnisse
- Erdnussflips
- Reiscrispies
- Schokoflocken
- Karamell
- Brot (sog. Knusperbrot)
- manche Frühstückscerealien
- Textured Vegetable Proteine (TVP) (z. B. Texturiertes Soja, siehe auch: Fleischersatz)
Tiernahrung
- Trockene und halbtrockene Futterstücke, sog. Kibbles.
Vornehmlich für: Hunde, Katzen, Fische
Kunststoff-Extrusion
 Extruder für Kunststoff-Fußleisten
Extruder für Kunststoff-FußleistenNeben der Lebensmittelindustrie ist die Kunststoffindustrie ein Hauptabnehmer für Extruder. Hier werden zusätzlich zum oben genannten Aufbau Heizbänder am Schneckenzylinder befestigt, die das eingefüllte Kunststoffgranulat oder -pulver aufschmelzen (plastifizieren). Extruder müssen nicht nur beheizt werden, einige verfahrenstechnische Aufgaben machen auch das Kühlen des plastifizierten Kunststoffes notwendig. Dies erfolgt entweder durch Kühlgebläse oder in den Zylinder des Extruders eingearbeitete Kühlkanäle, die mit einem Kühlmedium, z. B. unter Druck stehendem Wasser, durchströmt werden. Je nach Art des verwendeten Kunststoffes ist weitere Ausrüstung nötig, zum Beispiel zum Abpumpen von Gasen, die Blasen im Endprodukt hinterlassen würden. Das verwendete Material ist auch maßgeblich bestimmend für die Form der Schnecke. So kann die Steigung, die Anzahl der Windungen und die Breite der Schneckengänge je nach Kunststoff vollkommen unterschiedlich sein.
In der Regel sind zur Herstellung von Kunststoff-Produkten nach der Düse weitere Maschinen nötig.
Rohr- und Profilextrusion
Bei der Rohr- oder Profilextrusion muss das extrudierte Material danach in einem Kalibriertisch in Form gehalten werden, bis es abgekühlt ist. Sonst sackt es in sich zusammen und verformt sich. Herzstück des Kalibriertisches ist die Kalibrierhülse, die primär dem Formerhalt des Rohrs oder Profils dient. Sie ist direkt hinter der Düse des Extruders angebracht. Sie besteht aus einem Metallblock, der innen exakt den Querschnitt des Rohrs oder Profils aufweist. Das extrudierte Rohr oder Profil läuft also durch die Kalibrierhülse. Für den Formerhalt des Profils wird im Inneren der Hülse vor allem mit Vakuum gearbeitet. Vakuumöffnungen an unterschiedlichen Stellen in der Hülse entlang des Querschnitts saugen das Profil an die Innenwände, Wasser um- und durchspült dabei das Profil, bis es abgekühlt ist. Die Art und Form des Kalibriertisches richtet sich dabei sehr nach dem zu extrudierenden Kunststoffprodukt. Gerade bei komplizierten Profilen, wie Fensterrahmen, ist hier viel Know-how gefragt, damit das Profil nicht beim Abkühlen in sich selbst zusammensackt und verformt wird.
Ein Abzug hinter dem Kalibriertisch sorgt dabei für den Transport des Rohrs oder Profils. Dabei handelt es sich um zwei oder mehrere Raupenketten, deren Laufflächen gegeneinander gedrückt werden. Zwischen diese Laufflächen wird dann das extrudierte Rohr oder Profil gelegt und durch die Bewegung der Ketten unter Zug gesetzt. Der Abzug zieht also das extrudierte Kunststoffprodukt aus dem Extruder heraus und durch den Kalibriertisch. Die Geschwindigkeit des Abzugs bestimmt dabei zusammen mit der Geschwindigkeit des Extruders maßgeblich die Laufgeschwindigkeit des Profils oder Rohrs.
Hinter dem Abzug befindet sich meist noch eine Schneideanlage, die das bisher endlose Rohr oder Profil entsprechend ablängt. Ein Sammeltisch sammelt die abgelängten Rohre oder Profile. Der Bediener der Maschine kann die fertigen Rohre oder Profile hier bündeln und abpacken.
Die Kombination von Extruder, Kalibriertisch, Abzug, Schneideanlage und Sammeltisch wird "Extrusionslinie" bezeichnet, weil die einzelnen Maschinen dem Fertigungsablauf entsprechend in einer Achse hintereinanderstehen.
Blasfolienextrusion
Extruder sind auch Bestandteil einer Blasfolienanlage. Hier wird das plastifizierte Material nicht in die Form eines Profils gebracht, sondern zu einer hauchdünnen Folienblase aufgeblasen. Hierfür wird die Schmelze in vertikale Richtung umgelenkt und durch Wendelverteilerwerkzeuge auf die Form eines Schlauchs gebracht. Durch ringförmige Anordnung von bis zu neun Extrudern und Zusammenführung der einzelnen Schmelzströme im Wendelverteilerwerkzeug können auf diese Art und Weise mehrschichtige Folien produziert werden. Um den austretenden Schmelzeschlauch auf die heute üblichen Dicken von mehreren hunderstel Millimeter zu bringen, werden die Schläuche anschließend verstreckt. Dies geschieht durch zentrisches Einblasen von Luft, die den Schlauch nicht nur mechanisch verstreckt sondern auch abkühlt und damit in seiner Form fixiert. Der Folienschlauch wird durch einen Korb kalibriert, umgelegt und aufgewickelt.
Siehe auch
Wikimedia Foundation.