- Umweltpapier
-
 Stapel von Blattpapier
Stapel von BlattpapierPapier (von französ.: papier, aus griechisch πάπυρος pápyros, „Papyrusstaude“) ist ein Material, das vorwiegend zum Beschreiben und Bedrucken verwendet wird und größtenteils aus pflanzlichen Fasern besteht. Weitere wichtige Einsatzgebiete sind Verpackungen (Pappe, Karton), Hygienepapiere wie Toilettenpapier und Spezialpapiere wie Tapeten. Heute wird Papier in der Regel aus Zellstoff oder Holzstoff aus Holzschliff hergestellt. Wiederverwertetes Papier in Form von Altpapier stellt mittlerweile eine wichtige Rohstoffquelle in Europa dar.
Normalerweise wird Papier als dünnes Substrat verwendet; es kann aber auch zu massiven Objekten wie Pappmaché geformt werden. In Japan und China wird Papier in der Inneneinrichtung vielfältiger verwendet, beispielsweise die japanischen Shoji, mit durchscheinendem Washi-Papier bespannte Raumteiler.
Inhaltsverzeichnis
- 1 Geschichte
- 2 Herstellung und Vermarktung
- 3 Sorten
- 4 Eigenschaften
- 5 Verwendung
- 6 Umweltaspekte
- 7 Schädlinge und Konservierung
- 8 Literatur
- 9 Weblinks
- 10 Einzelnachweise
Geschichte
Frühere Schriftträger
Höhlenzeichnungen sind die ältesten Dokumente, die der Mensch mit Pigmentfarbe auf einen Untergrund gezeichnet hat. Die Sumerer, die Träger der ältesten bekannten Hochkultur, schrieben seit etwa 3200 v. Chr. mit Keilschrift auf weiche Tontafeln, die zum Teil bis heute überliefert sind, weil sie durch Zufälle gebrannt wurden. Auch aus Ägypten sind Schriftträger aus anorganischen Materialien bekannt, beispielsweise die Prunkpalette des Königs Narmer (3100 v. Chr.) aus Speckstein.
 Antiker ägyptischer Papyrus
Antiker ägyptischer PapyrusPapyrus besteht aus den flach geschlagenen, über Kreuz gelegten und gepressten Stängeln der am gesamten unteren Nil in ruhigen Uferzonen wachsenden Schilfpflanzen (Echter Papyrus). Geschrieben wurde darauf mit schwarzer und roter Farbe. Die schwarze Tusche bestand aus Ruß und einer Lösung von Gummi arabicum, die rote Farbe wurde auf Ocker-Basis hergestellt. Das Schreibgerät war ein Pinsel aus Binsen. Zwar gab es Papyrus im antiken Griechenland, jedoch war eine Verbreitung über Griechenland hinaus kaum bekannt. Im 3. Jahrhundert ersetzten die Griechen den Pinsel durch eine gespaltene Rohrfeder. Von dem griechischen Wort pápyros leitet sich das Wort Papier ab.
Im Römischen Reich wurde sowohl Papyrus benutzt als auch Wachstafeln. In die Letzteren wurde der Text mittels angespitzter Griffel geritzt. Nach dem Auslesen wurde das Wachs mit einem Schaber geglättet und die Tafel konnte erneut beschrieben werden. Öffentliche Verlautbarungen wurden meist als dauerhafte Inschrift an Tempeln oder Verwaltungsgebäuden angebracht. In Indien wurden Blätter von Palmengewächsen und in China Tafeln aus Knochen, Muscheln, Elfenbein benutzt. Später bestanden Schrifttafeln auch aus Bronze, Eisen, Gold, Silber, Zinn, Jade, Steinplatten und Ton oder auch aus organischem Material, wie Holz, Bambusstreifen und Seide. Pflanzenblätter und Tierhäute wurden noch nicht als Schriftträger benutzt. Orakelknochen wurden mit Griffeln geritzt oder mit Tinte mit Lampenruß oder Zinnober als Pigment beschriftet. Im mittelalterlichen Europa wurde dann vermehrt Pergament aus Tierhäuten benutzt. Die Tierhäute werden mit Pottasche oder Kalk gebeizt, gründlich gereinigt und aufgespannt getrocknet, es folgte das Schaben und die Oberflächenbearbeitung.
Erfindung des Papiers
Die Erfindung des Papiers wird Tsai-Lun zugeschrieben, obwohl es Funde aus China gibt, die auf etwa 200 v. Chr. datiert wurden. Tsai-Lun war um 105 n. Chr. (Belegdatum der ersten Erwähnung der chinesischen Papierherstellungsmethode) chinesischer Ackerbauminister und beschrieb erstmalig das heute bekannte Verfahren, Papier herzustellen.[1] Zu seiner Zeit gab es einen papierartigen Beschreibstoff, welcher aus Seidenabfällen hergestellt wurde (Chi). Diesem mischten die frühen Papiermacher noch alte Lumpen und Fischnetze bei und ergänzten es mit Bast des Maulbeerbaumes.[2] Die chinesische Erfindung bestand vor allem in der neuartigen Zubereitung: Die gesäuberten Fasern und Fasernreste wurden zerstampft, gekocht und gewässert. Anschließend wurden einzelne Lagen mit einem Sieb abgeschöpft, getrocknet, gepresst und geglättet. Beim Schöpfen entstand an dem Papier eine „Schönseite“ die oberhalb des Siebes lag, und eine „Siebseite“, die an dem Sieb lag. Der entstehende Brei aus Pflanzenfasern lagerte sich als Vlies ab und bildete ein relativ homogenes Papierblatt.
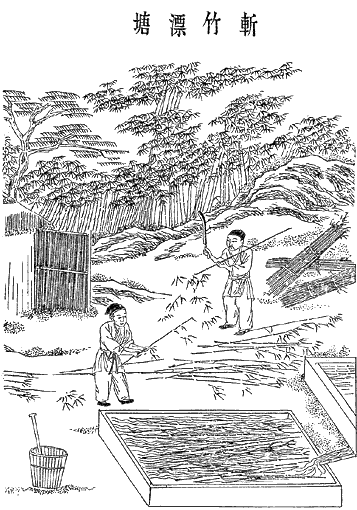
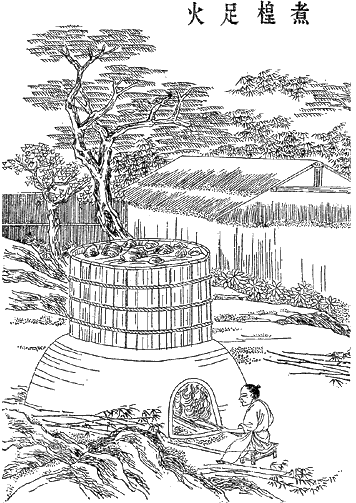
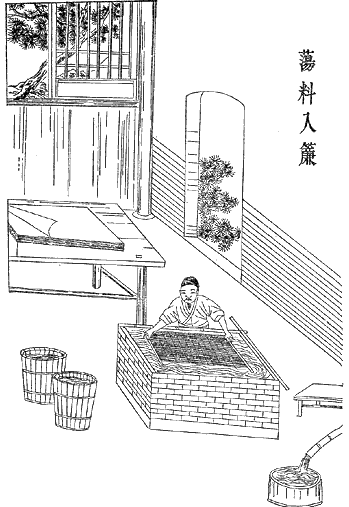
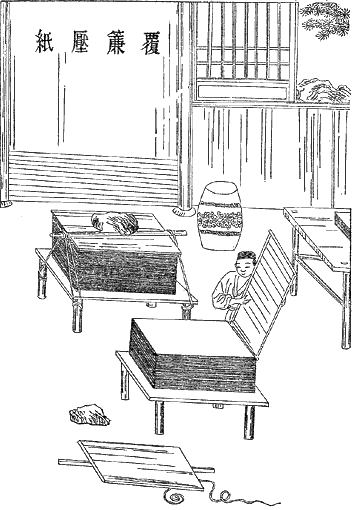
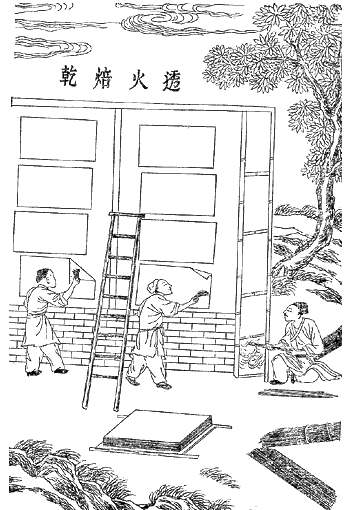
Papierherstellung auf einer chinesischen Federzeichnung 
Ernte des Rohmaterials

Kochen der Fasern

Schöpfen des Papieres

Auspressen des Wasser

Trocknung an der Sonne
Da Bast ein Material ist, das im Vergleich zu dem heute verwendeten Holz längere Fasern und dadurch eine hohe zeitliche Haltbarkeit hat, war das Papier von Ts’ai Lun nicht nur zum Schreiben verwendbar, sondern auch für Raumdekorationen etwa in Form von Tapeten sowie Kleidungsstücken. Die Verwendung von Maulbeerbast lag nahe, da der Seidenspinner sich von den Blättern des Maulbeerbaums ernährt und somit dieses Material ein Kuppelprodukt aus der Seidenproduktion war. Wie alt die Verwendung von Bast ist, belegt die Gletschermumie Ötzi (circa 3.300 v. Chr), die Kleidungsstücke aus Lindenbast trägt.
Amerika
In der neuen Welt wurde ein papierähnlicher Beschreibstoff im 5. Jh. n.Chr. von den Maya hergestellt.[3] Allerdings ist dieses Material, der Herstellungsart nach, eher dem Papyrus verwandt, denn es wird aus kreuzweise verpressten Baststrängen, nicht aber aus aufgeschlossenen Einzelfasern erzeugt. Auch der für die Papierdefinition essenziell wichtige Entwässerungsvorgang erfolgt weder auf einem Sieb noch durch mechanischen Wasserentzug. Insofern wäre es falsch, von einer Erfindung des Papieres in Amerika zu sprechen. Die tatsächliche und unabhängige Urherstellung von Papier lässt sich nur für Europa und Asien nachweisen.
Asien und Ozeanien
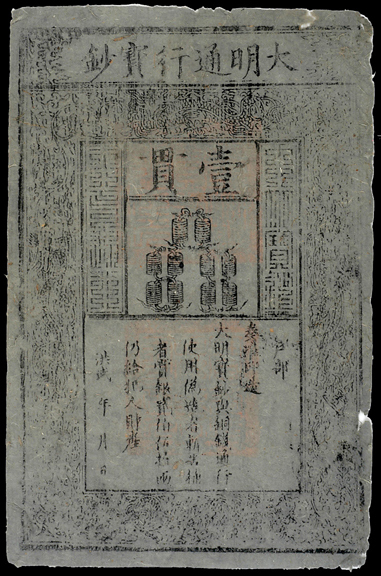
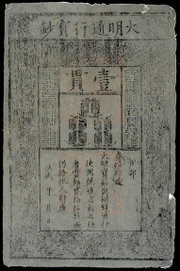 Papiergeld der Hongwu-Ära
Papiergeld der Hongwu-ÄraBereits im 2. Jahrhundert gab es in China Papiertaschentücher. Im 5. Jahrhundert stellte man Toilettenpapier aus billigstem Reisstrohpapier her. Alleine in Peking wurden jährlich 10 Millionen Päckchen mit 1000 bis 10.000 Blatt produziert. Die Abfälle an Stroh und Kalk bildeten bald große Hügel, Elefanten-Gebirge genannt. Für Zwecke des chinesischen Kaiserhofes stellte die kaiserliche Werkstatt 720.000 Blatt Toilettenpapier her. Für die kaiserliche Familie waren es noch einmal 15.000 Blatt hellgelbes, weiches und parfümiertes Papier. Bekannt ist, dass um das Jahr 300 die Thais die Technik des schwimmenden Siebs zur Papierherstellung verwendeten und um das Jahr 600 die Technik des Schöpfsiebs in Korea und um 625 in Japan verwendet wurden. Die Amtsrobe der japanischen Shintō-Priester, die auf die Adelstracht der Heian-Zeit zurückgeht, besteht aus weißem Papier (Washi), das vorwiegend aus Maulbeerbaum-Bast besteht.
Kaiser Gaozong (650 bis 683, Tang-Dynastie) ließ erstmals Papiergeld ausgeben. Auslöser war ein Mangel an Kupfer für die Münzprägung. Seit dem 10. Jahrhundert hatten sich Banknoten in der Song-Dynastie durchgesetzt. Ab etwa 1300 waren sie in Japan, Persien und Indien im Umlauf und ab 1396 in Vietnam unter Kaiser Tran Thuan Tong (1388–1398).
Im Jahr 1298 berichtete Marco Polo über die starke Verbreitung des Papiergeldes in China, wo es zu dieser Zeit eine Inflation gab, die den Wert auf etwa 1 % des ursprünglichen Wertes fallen ließ. Im Jahre 1425 wurde das Papiergeld allerdings wieder abgeschafft, um die Inflation zu beenden. Um das in Umlaufbringen von Falschgeld zu erschweren, wurde Papiergeld zeitweise aus einem Spezialpapier gefertigt, welches Zusätze an Seidenfasern, Insektiziden und Farbstoffen enthielt.
Arabische Welt
Wann genau das erste Papier in der arabischen Welt produziert wurde, ist umstritten. So wird als Datum 750 oder 751 genannt, als vermutlich bei einem Grenzstreit gefangengenommene Chinesen die Technik der Papierherstellung nach Samarkand gebracht haben sollen. Andererseits gibt es Erkenntnisse, die zu der Annahme führen, dass in Samarkand bereits 100 Jahre früher Papier bekannt war und auch hergestellt wurde. Als Papierrohstoff wurden Flachs und Hanf (Hanfpapier) benutzt. Bald hatten die Araber eine blühende Papierindustrie aufgebaut. In Bagdad wurde um 795 eine Papiermühle errichtet, 870 erschien dort das erste Papierbuch. Papiergeschäfte waren wissenschaftliche und literarische Zentren, die von Lehrern und Schriftstellern betrieben wurden. Das Haus der Weisheit entstand nicht zufällig zu dieser Zeit in Bagdad. In den Kanzleien des Kalifen Harun ar-Raschid wurde auf Papier geschrieben. Es folgten Papierwerkstätten in Damaskus, Kairo, in nordafrikanischen Provinzen bis in den Westen. Die Araber entwickelten die Herstellungstechnik weiter. Das Schöpfsieb aus Metalldraht ermöglichte es nun, Wasserzeichen zu verwenden. Durch Verwendung von Stärke konnte die Leimung (dünner Überzug, um Papier glatter und weniger saugfähig zu machen; die Tinte oder Tusche verläuft weniger stark) deutlich verbessert werden. Genormte Flächenmaße wurden eingeführt. 500 Bogen waren ein Bündel (rizma), worauf der heute noch in der Papierwirtschaft übliche Begriff Ries zurückgeht. Vom 8. bis zum 13. Jahrhundert dauerte die hohe Blütezeit des islamischen Reiches. Als Kulturzentrum zog Bagdad Künstler, Philosophen und Wissenschaftler, insbesondere Christen und Juden aus Syrien an.
Europa
Über den Kulturkontakt zwischen dem christlichen Abendland und dem arabischen Orient sowie dem islamischen Spanien gelangte das Schreibmaterial seit dem 12. Jahrhundert nach Europa. In San Felipe (Xativa) bei Valencia gab es nach einem Reisebericht von Al-Idrisi bereits in der Mitte des 12. Jahrhunderts eine blühende Papierwirtschaft, die auch in die Nachbarländer hochwertige Produkte exportierte. Auch nach der Vertreibung der Araber aus Spanien blieb das Gebiet um Valencia bedeutend für die Papierwirtschaft, da hier viel Flachs (Leinen) angebaut wurde, welcher ein hervorragender Rohstoff für die Papierherstellung ist.
Mit der Ausbreitung der Schriftlichkeit in immer weitere Bereiche der Kultur (Wirtschaft, Recht, Verwaltung und Weitere) trat das Papier gegenüber Pergament seit dem 14. Jahrhundert seinen Siegeszug an. Ab der Mitte des 15. Jahrhunderts begann mit dem Buchdruck auf dem billigeren Papier das Pergament als Beschreibstoff in den Hintergrund zu treten. Allerdings dauerte es bis ins 17. Jahrhundert, bis es vom Papier weitgehend verdrängt wurde. In der Folge spielte Pergament nur noch als Luxusschreibmaterial eine Rolle.
Anfänge der Papierherstellung in europäischen und asiatischen Ländern
1100 Spanien: San Felipe bei Valencia 1109 Siziliens ältestes auf Papier geschriebenes Dokument 1225 Frankreichs ältestes Papierdokument 1228 Kaiser Friedrich II. sendet von Barletta die älteste auf deutschsprachigem Boden noch vorhandene Urkunde auf Papier an das Nonnenkloster Göss in Österreich. Das Mandat befindet sich heute im Haus-, Hof- und Staatsarchiv in Wien. vor 1231 Papiermühle in Amalfi (unsicher) 1231 Für Urkunden verbietet Kaiser Friedrich II. die Verwendung von Papier im Königreich Sizilien 1236 Laut den Statuten Paduas sind Urkunden auf Papier ohne Rechtskraft 1246 Das in Lyon geschriebene Registerbuch des Passauer Domdekans Albert Behaim auf italienischem Papier ist die älteste in Deutschland erhaltene Papierhandschrift 1268 In Italien wird Papier hergestellt (Papiermühle in Fabriano bei Ancona) 1282 Erfindung des Wasserzeichens in Bologna 1283 Papiermühle in Treviso 1293 Papiermühle in Bologna 1389 Deutschlands erste Papiermühle, die Gleismühl wurde von Ulman Stromer in Nürnberg gegründet (siehe unten). 1393 Weitere Papiermühlen in Deutschland folgten: 1393 Ravensburg, 1398 Chemnitz, 1407 Augsburg, 1415 Straßburg, 1420 Lübeck, 1460 Wartenfels, 1468 Kempten, 1478 Memmingen. Bis Ende des 16. Jahrhunderts gab es etwa 190 Papiermühlen in Deutschland. 1411 Marly FR in der Schweiz 1469 St. Pölten in Österreich 1494 Stevenage in England 1573 Klippan in Schweden 1576 Moskau in Russland 1586 Dordrecht in Holland Die erste deutsche Papiermühle entstand 1389/1390 bei Nürnberg. Gegründet wurde die Gleismühl vom Ratsherrn und Exportkaufmann Ulman Stromer. Stromer unternahm Geschäftsreisen, unter anderem auch in die Lombardei, und kam dort mit der Papierherstellung in Berührung. Stromer ließ Mitarbeiter und Erben einen Eid ablegen, die Kunst der Papierherstellung geheim zu halten. Die Gleismühl bestand aus zwei mit Wasserkraft angetriebenen Werkseinheiten. Die kleinere Mühle wies zwei Wasserräder auf, die größere verfügte über drei. Insgesamt wurden 18 Stampfen angetrieben.
1389 bis 1394 leitete Stromer selbst die Papiermühle und verpachtete sie dann gegen eine Pacht von „30 Ries gross Papier“ an Jörg Tirman, seinen Mitarbeiter. Die Schedelsche Weltchronik von 1493 zeigt sie als früheste Darstellung einer Papiermühle auf der Darstellung der Stadt Nürnberg. Die Gleismühle brannte später ab.
Herstellung und Vermarktung
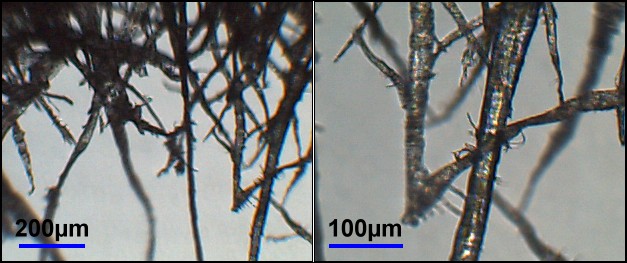
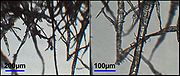 Cellulosefasern in Papier.
Cellulosefasern in Papier.Unabhängig von der Faserart kann Papier in Handarbeit oder maschinell hergestellt werden.
Papier besteht hauptsächlich aus Cellulosefasern, die wenige Millimeter bis zu einigen Zentimetern lang sind. Die Cellulose wird zunächst weitgehend freigelegt, also von Hemicellulosen, Harzen und anderen Pflanzenbestandteilen getrennt. Der so gewonnene Zellstoff wird mit viel Wasser versetzt und zerfasert. Diesen dünnen Brei nennt der Papiermacher „Stoff“ oder „Zeug“. Wenn dieser in einer dünnen Schicht auf ein feines Sieb gegeben wird, hat er einen Wassergehalt von über 99 % (Papiermaschinenauflauf) beziehungsweise etwa 97 % bei der Handschöpferei. Ein Großteil des Wassers tropft ab. Das Sieb muss bewegt werden, so dass sich die Fasern möglichst dicht über- und aneinander legen und ein Vlies, das Papierblatt, bilden. Wenn das Papier getrocknet ist, kann die Oberfläche mit Hilfe von Stärke, modifizierter Cellulose (beispielsweise Carboxymethylcellulose) oder Polyvinylalkohol geschlossen werden. Dieser Vorgang wird als Leimung bezeichnet, obwohl der Begriff Imprägnierung der richtige wäre. Leimung erfolgt heute auch mit Harzseifen und/oder Alkylketendimeren innerhalb des Stoffes (Masseleimung in der Papiermaschine oder Bütte).
Wird auf dem Handschöpf- oder Rundsieb ein Muster aus Draht angebracht, lagern sich an dieser Stelle weniger Fasern ab, und das Muster ist beim fertigen Papier zumindest im Gegenlicht als Wasserzeichen zu erkennen. Wasserzeichen werden heute auch auf der Papiermaschine als Egoutteurwasserzeichen gefertigt (siehe dazu auch ausführlicher Artikel Wasserzeichen).
Geschichte der Papierherstellung
In Japan verfeinerte man die Technik und setzte dem Faserbrei Pflanzenschleim der Wurzel des Abelmoschus manihot zu. Die Fasern waren nun gleichmäßiger verteilt, es traten keine Klümpchen mehr auf. Dieses Papier bezeichnet man als Japanpapier.
Zunächst wurde Papier mit dem schwimmenden Sieb geschöpft. Das Bodengitter des Siebes war fest mit dem Rahmen verbunden. Jedes geschöpfte Blatt musste im Sieb trocknen und konnte erst dann herausgenommen werden. Entsprechend viele Siebe waren nötig. Diese Technik gelangte um das Jahr 300 zu den Thai.
Um das Jahr 600 gelangte die weiter entwickelte Technik des Schöpfens mit dem Schöpfsieb nach Korea und später nach Japan. Bei dem Schöpfsieb kann der Rahmen vom Sieb gelöst werden. Das frisch geschöpfte Blatt kann feucht entnommen und zum Trocknen ausgelegt werden. Diese Technik wird heute noch bei handgeschöpftem Papier verwendet. Daraus ergibt sich, dass das Schöpfsieb in der Zeit zwischen 300 und 600 erfunden wurde.
Der Prozess der Papierherstellung besteht aus rund 60 Arbeitsschritten.
Die benötigten Zellstofffasern wurden bis in die zweite Hälfte des 19. Jahrhunderts aus abgenutzten Leinentextilien (Lumpen, Hadern (von althochdeutsch hadara, „Schafspelz“)) gewonnen. Lumpensammler und -händler versorgten die Papiermühlen mit dem Rohstoff. Lumpen waren zeitweise so begehrt und rar, dass für sie ein Exportverbot bestand, welches auch mit Waffengewalt durchgesetzt wurde. In den Papiermühlen wurden die Hadern in Fetzen geschnitten, manchmal gewaschen, einem Faulungsprozess unterzogen und schließlich in einem Stampfwerk zerfasert. Das Stampfwerk wurde mit Wasserkraft angetrieben.
Die Rohstoffaufbereitung erfolgte noch im 17. Jahrhundert in handwerklich organisierten Betrieben sowie teilweise in größeren Manufakturen mit einem höheren Grad der Arbeitsteilung. Im frühen 18. Jahrhundert wurden halbmechanische Lumpenschneider eingeführt, die zunächst nach dem Fallbeilprinzip sowie später nach dem Scherenprinzip arbeiteten. In der ersten Hälfte des 19. Jahrhunderts ging man dazu über, die Hadern statt des Faulens und Reinigens mit Chlor zu bleichen. Der Verlust an Fasern war so geringer, es konnten außerdem auch farbige Stoffe zu weißem Papier verarbeitet werden. Die typische Archivordnung in farbigen Aktendeckeln stammt beispielsweise noch aus der Zeit, als echt gefärbte blaue und rote Lumpen nur zu rosa oder hellblauem Papier verarbeitet werden konnten. Erst im 19. Jh. kommen andersfarbige Aktendeckel (etwa gelb) hinzu.
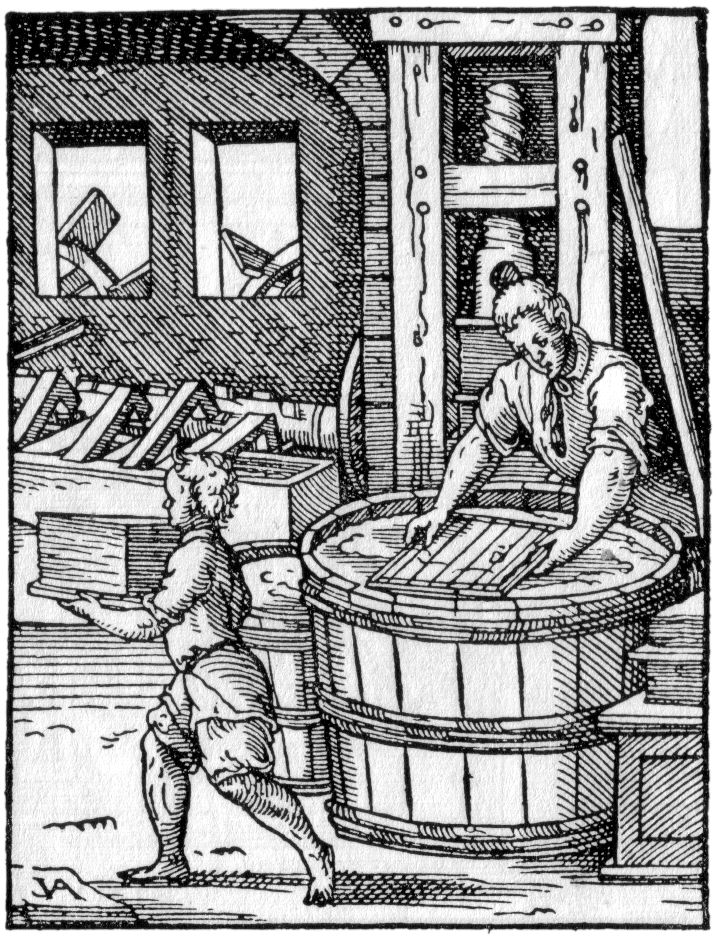
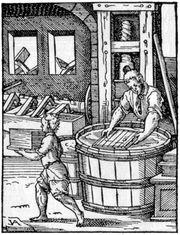 Der Papyrer aus Jost Ammans Ständebuch, 1568
Der Papyrer aus Jost Ammans Ständebuch, 1568Aus dem dünnen Papierbrei (Stoff) in der Bütte (= Bottich, daher der Name des Büttenpapiers) schöpfte der Papiermacher das Blatt mit Hilfe eines sehr feinmaschigen, flachen, rechteckigen Schöpfsiebes aus Kupfer von Hand. Das Schöpfsieb zeichnet sich durch einen abnehmbaren Rand, den Deckel aus. Die Größe des Papierbogens wurde von der Größe des Siebes bestimmt. Nun drückte der Gautscher den frischen Bogen vom Sieb auf ein Filz ab, während der Schöpfer den nächsten Bogen schöpfte. Nach dem Gautschen wurden die Bögen in großen trockenen Räumen, vornehmlich auf Speichern und Dachböden, zum Trocknen aufgehängt. Anschließend wurde das Papier nochmals gepresst, geglättet, sortiert und verpackt (eine Pauscht entspricht 181 Bogen Papier). Handelte es sich um Schreibpapier, wurde es geleimt. Dazu wurde es in Leim getaucht, gepresst und getrocknet. Der Leim hindert die Tinte am Verlaufen. Bei Handarbeit, die heute in der Regel nur bei Fasern – und somit Papier – hoher Qualität angewendet wird, nehmen die Fasern keine bevorzugte Richtung ein (Isotropie)
Der moderne technische Durchbruch begann sich mit der Erfindung des Holländers um 1670 abzuzeichnen. Es handelt sich um eine Maschine, die den Faserbrei (Pulpe) nicht mehr durch reine Schlageinwirkung aufschließt, sondern durch eine kombinierte Schneid- und Schlageinwirkung. Der Holländer bot aufgrund der hohen Rotationsgeschwindigkeit einen schnelleren Faserdurchgang als das Stampfwerk. Somit stieg die Produktivität der Faseraufbereitung. Üblicherweise wurden Holländer anfangs dort eingesetzt, wo nur geringe Wasserkraft zur Verfügung stand (geringe Antriebsmomente aber hohe Drehzahlen möglich) und/oder eine Feinzeugaufbereitung einem großen Stampfwerk nachgeschaltet werden sollte. Das Zeitverhältnis für 1 kg Ganzstoff liegt bei etwa 12:1 (Stampfzeit/Holländerzeit) wobei die schonende Stampfung eindeutig den besseren Halbstoff ergibt. Der Holländer wurde in deutschen Papiermühlen ab etwa 1710 umfassend eingesetzt. Durch den höheren, möglichen Eintrag im Holländer (circa 15 kg Stoff im Gegensatz zu 2–5 kg im Stampfwerk) und die geringere, erforderliche Mannkapazität verbreitete sich das Gerät schnell. Auch ist der Holländer wartungsärmer als ein Stampfwerk, was sich bei den Reinvestitionskosten erheblich bemerkbar machte. Später wurden dann direkt aus dem Holländerprozeß die ersten Stetigmahlerkonstruktionen (Jordan-Mühle, Scheibenrefiner) entwickelt.
Papiermacher
Ein Papiermacher ist ein Handwerker, der Papier herstellt, in der Regel in einer Papiermühle mit entsprechenden Produktionseinrichtungen (heute industrielle Papierfabrik). Seit dem Jahr 2005 ist der Beruf nur noch unter der neuen Bezeichnung Papiertechnologe zu erlernen.
In der größten Zahl der Fälle hat jeder leitende Papiermüller ein Wasserzeichen verwendet, das allein für seine Wirkungszeit typisch war. Da die Papiermacher ein Sonderberuf mit einer ausgeprägten Berufstradition innerhalb bestimmter Familien waren, ergänzen sich genealogische und Wasserzeichenforschung gegenseitig. Aus diesem Grunde ist das Deutsche Buch- und Schriftmuseum in der Deutschen Bücherei in Leipzig zugleich Standort einer Papiermacherkartei (siehe Verkartung), in der die Daten von über 8.000 Papiermachern, Papiermühlenbesitzern, Lumpensammlern und Papierhändlern samt ihren Familien erfasst worden sind, und einer Kartei der Papiermühlen mit den Papiermachern, die jemals auf ihnen erwähnt worden sind.
Industrialisierung
 René Antoine Ferchault de Réaumur.
René Antoine Ferchault de Réaumur.Der Mangel an Lumpen (Hadern), die für die Papierherstellung notwendig waren, wurde zum Engpass der Papierherstellung. Deshalb suchte man bereits um 1700 nach Alternativen für die Hadern. Der französische Physiker René Antoine Ferchault de Réaumur schrieb 1719 der französischen Akademie der Wissenschaften in Paris:
- „Die amerikanischen Wespen bilden ein sehr feines Papier, ähnlich dem unsrigen. Sie lehren uns, dass es möglich ist, Papier aus Pflanzenfasern herzustellen, ohne Hadern oder Leinen zu brauchen; sie scheinen uns geradezu aufzufordern zu versuchen, ebenfalls ein feines und gutes Papier aus gewissen Hölzern herzustellen. Wenn wir Holzarten ähnlich denen besäßen, welche die amerikanischen Wespen zu ihrer Papierherstellung benutzen, so könnten wir das weißeste Papier herstellen.“
Jacob Christian Schäffer führte umfassende Experimente durch, um Papier aus Pflanzenfasern oder Holz zu gewinnen; in sechs Bänden beschrieb er zwischen 1765 und 1771 seine Versuche und Muster, ohne alle Lumpen oder doch mit einem geringen Zusatze derselben, Papier zu machen. Seine Verfahren zur Papierherstellung aus Pappelwolle, Moos, Flechten, Hopfen, Weinreben, Disteln, Feldmelde, Beifuß, Mais, Brennnesseln, Aloe, Stroh, Rohrkolben, Blaukohlstrunken, Graswolle, Maiblümchen, Seidenpflanzen, Ginster, Hanfschäben, Kartoffelpflanzen, Torf, Waldreben, Tannenzapfen, Weiden- und Espenholz sowie Sägespänen und Dachschindeln ergaben aber kein qualitativ gutes Papier und wurden deshalb von den Papiermüllern nicht verwendet.
1798 erhielt der Franzose Louis-Nicolas Robert ein Patent auf eine Längssiebmaschine, die eine maschinelle Fabrikation des Papiers ermöglichte. Bei dieser Papierschüttelmaschine wurde das Schöpfen des Papierbreis durch dessen Aufgießen auf ein rotierendes Metallsieb ersetzt.
Friedrich Gottlob Keller erfand Anfang Dezember 1843 das Verfahren zur Herstellung von Papier aus Holzschliff, wobei er auf einem Schleifstein Holz in Faserquerrichtung mit Wasser zu Holzschliff verarbeitete, das zur Herstellung von qualitativ gutem Papier geeignet war. Er verfeinerte das Verfahren bis zum Sommer 1846 durch die Konstruktion von drei Holzschleifermaschinen. Am 11. Oktober 1845 ließ er eine Reihe von Exemplaren der Nummer 41 des Intelligenz- und Wochenblattes für Frankenberg mit Sachsenburg und Umgebung auf seinem Holzschliffpapier drucken.
 Holzschleifer Schema
Holzschleifer SchemaDie industrielle Auswertung seiner Erfindung blieb Friedrich Gottlob Keller versagt, da ihm die Geldmittel zur technischen Erprobung und die Patentierung des Verfahrens vom Sächsischen Ministerium des Inneren verweigert wurden. So übertrug er am 20. Juni 1846 die Rechte zur Nutzung des Verfahrens gegen ein geringes Entgelt an den vermögenden Papierfabrikanten Heinrich Voelter, der das Kellersche Holzschliffverfahren weiterentwickelte, in die Praxis einführte und durch die Entwicklung von Hilfsmaschinen zur großtechnischen Nutzung gebracht hat.
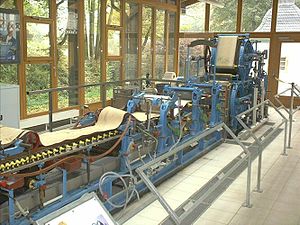
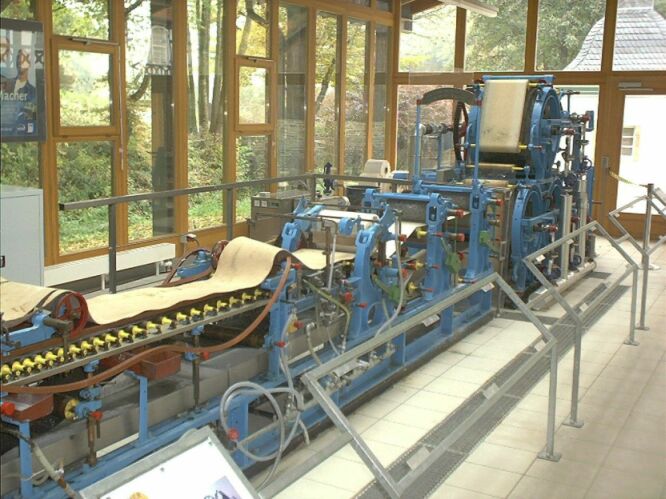
 Holzschleifer im Industriemuseum „Alte Dombach“ in Bergisch Gladbach
Holzschleifer im Industriemuseum „Alte Dombach“ in Bergisch GladbachSeit etwa 1850 wurde der Holzschleifer eingesetzt, mit der die Papierherstellung aus dem preiswerten Rohstoff Holz im industriellen Maßstab möglich wurde; um 1879 arbeiteten allein in Deutschland rund 340 solcher Holzschleifereien.
Die Holzschliffpapiere erwiesen sich aufgrund der im Schliff inkrustierten Lignin- und Sulfonsäurereste als problematisch. Durch die beständige Lufteinwirkung bilden sich organische, chemisch sehr aktive, Komplexe im Papier, die das Papier braun und brüchig werden lassen. Hauptursache für das Vergilben und Degradieren des Holzschliffpapieres ist dabei das Lignin. Häufig wird das Holzschliffpapier mit sogenanntem säurehaltigen Papier gleichgesetzt - was aber fachlich falsch ist. Das säurehaltige Papier ist eine Folge der instabilen Leimung, Holzschliff hingegen vergilbt auch ohne jede chemische Behandlung und verliert seine Falzfähigkeit. Leider wurden billiger Holzschliff und die nahezu zeitgleich erfundene Leimung mit verseiften Harzen oft kombiniert, so dass insbesondere Bücher des späten 19. und frühen 20. Jahrhunderts unter beiden Ursachen leiden. Die Restaurierung ist kompliziert und bei hohen Zerfallsraten der Zellulose nur noch durch Spaltung und Laminierung möglich.
So hat das Holzschliffpapier nicht nur einen Nutzen für die kostengünstige Herstellung von Papier gebracht, sondern auch einen großen Schaden für die schriftliche Überlieferung des 19. und 20. Jahrhunderts.
Industrielle Herstellung
Rohstoffe
Die für das Papier notwendigen Ausgangsstoffe kann man in vier Gruppen einteilen:
- Faserstoffe (Holzschliff, Halbzellstoffe, Zellstoffe, andere Fasern)
- Leimung und Imprägnierung (tierische Leime, Harze, Paraffine, Wachse)
- Füllstoffe (Kaolin, Talkum, Gips, Bariumsulfat, Kreide, Titanweiß)
- Hilfsstoffe (Wasser, Farbstoffe, Entschäumer, Dispergiermittel, Retentionsmittel, Flockungsmittel, Netzmittel)
Die Faserstoffe unterteilen sich prinzipiell in zwei Gruppen.
- Primärfaserstoffe, Rohstoffe, die erstmals in der Produktion eingesetzt werden, und
- Sekundärfaserstoffe, Recyclingstoffe, die nach dem Gebrauch noch einmal dem Produktionsprozess zugeführt werden.
Die Cellulose ist die eigentliche, qualitativ hochwertige Fasersubstanz eines jeden Papieres. Die Cellulose ist ein Polysaccharid der Kohlenhydrate mit der angenäherten chemischen Formel (C6H10O5)n und die häufigste organische Verbindung der Welt, aus der fast alle Zellwände von Pflanzen und Hölzern bestehen.
Cellulose kann aus Holz, Einjahrespflanzen (beispielsweise Stroh), Hadern, Kunststoff-Fasern und heute etwa zur Hälfte Altpapier gewonnen werden. Cellulose besteht aus sehr vielen, kettenförmig miteinander verknüpften Glukoseresten. Die einzelnen Cellulosemoleküle sind also kettenförmige Makromoleküle, deren kleinste Glieder Glukoseeinheiten sind. Das Glukosemolekül (C6H12O6), das Monomer der Cellulose, bildet mit einem weiteren Glukosemolekül durch Lösung eines Wassermoleküls eine Cellobiose. Das Aneinanderreihen solcher Cellobiosen zu einer Kette bildet ein Zellstoffmolekül (es entsteht ein Polymer).
Die Kettenmoleküle bilden miteinander Mizellen, das sind Molekülbündel, aus denen sich die Fibrillen aufbauen. Erst eine größere Anzahl Fibrillen bilden die sichtbare Cellulosefaser. Die Molekülbündel bestehen aus kristallinen Bereichen (regelmäßige Molekül-Führung) und amorphen Bereichen (unregelmäßige Molekülführung). Die kristallinen Bereiche sind für die Festigkeit und Steifheit, die amorphen Bereiche für die Flexibilität und Elastizität des Papiers verantwortlich. Die Länge der Kette, also die Anzahl der Monomere, variiert je nach Papierrohstoff und ist für die Qualität und Alterungsbeständigkeit von großer Bedeutung.
Das unaufbereitete Fasermaterial zur Papierherstellung nennt der Papiermacher Halbstoff.
Zu 95 % wird Papier heute aus Holz (in Form von Holzstoff, Halbzellstoff oder Zellstoff) hergestellt. Faserbildung und Härte des Holzes spielen bei der Auswahl als Papierrohstoff eine Rolle, nicht jedes Holz ist für jede Papierart gleich gut geeignet. Häufig werden Nadelhölzer wie Fichte, Tanne, Kiefer und Lärche verwendet. Aufgrund der längernen Fasern gegenüber Laubhölzern verfilzen diese Fasern leichter und es ergibt sich eine höhere Festigkeit des Papiers. Aber auch Laubhölzer wie Buche, Pappel, Birke und Eukalyptus werden gemischt mit Nadelholz-Zellstoff eingesetzt. Die Verwendung sehr kurzfaseriger Harthölzer ist auf hoch ausgerüstete Spezialpapiere beschränkt.
Die Verfügbarkeit und die regionalen Gegebenheiten bestimmen hauptsächlich, welche Holzart als Primärrohstoff eingesetzt wird. Allerdings muss auch beachtet werden, dass die Eigenschaften des gewinnbaren Zellstoffes mit der gewünschten Papierbeschaffenheit korrelieren. Schnellwüchsige Hölzer, wie Pappeln kommen dem großen Bedarf entgegen, eignen sich jedoch nur für Voluminöse, weiche und weniger reißfeste Papiere. Zellstoffe aus Laubhölzern haben kürzere und dünnere Fasern als jene aus Nadelhölzern. Entsprechend den späteren Anforderungen an das Papier werden unterschiedliche Mischungen von diesen Kurzfaser- und Langfaserzellstoffen beziehungsweise Hart- und Weichfaserstoffen eingesetzt. Die Steuerung der Eigenschaften kann geringfügig über den Aufschlußprozeß und die spätere Mahlung variiert werden. So kann ein Fichtenstoff sowohl mit Natronlauge hart erkocht werden als auch langfaserig und weicher im Sulfatverfahren. Zellstoffe aus Einjahrespflanzen zeigen größtenteils Eigenschaften wie die typischen Nadelholzzellstoffe und werden deshalb auch als Surrogate für diese eingesetzt (etwa Esparto statt Fichte). Alle cellulosehaltigen Stoffe sind grundsätzlich zur Papierherstellung geeignet. Zunehmend ist die Bedeutung von Altpapier als Rohstoff. Stroh und Papierabfälle werden bis zu 100 % für weniger wertvolle Papiersorten eingesetzt. Bei Feinpapieren gewinnt moderner Deinkingstoff immer höhere Einsatzanteile. LWC-Papiere enthalten teilweise bis zu 70 % AP-Stoff ohne nennenswerte Einbuße in der Gebrauchsfähigkeit. Der früher wichtigste Rohstoff, die Hadern (Lumpen), finden heute nur noch in geringen Mengen Verwendung.
Einen Anteil von etwa 65 % hat der Sekundärrohstoff Altpapier an den heute in Deutschland eingesetzten Rohstoffen für Papier, Pappe und Kartonagen. Da Altpapier bereits einmal zu Papier verarbeitet wurde, enthält es viele Zusatzstoffe und wurde bereits gemahlen. Die Fasern werden durch die erneute Verarbeitung zu Papier weiter geschädigt, der Anteil der Zusatzstoffe im Verhältnis zu den Faserstoffen nimmt weiter zu. Klassischerweise wird Altpapier nur 5- bis 6-mal recycled.
In Europa und Amerika werden vor allem Weizen und Roggen zur Strohfasergewinnung genutzt, aber auch Grassorten aus Nordafrika (Alfa- und Espartogras) können verwendet werden. In Japan verwendet man auch heute noch Reisstroh, in Indien den schnell wachsenden Bambus.
Für besonders wertvolle (Banknoten, Wertpapiere, dauerhafte und stark beanspruchte Papiere) werden auch heute noch in geringem Umfang Hadern verwendet.
Aufbereitung von Halbstoff
Mechanische Aufbereitung
- Weißer Holzstoff entsteht aus geschliffenen Holzstämmen. Dazu werden geschälte Holzabschnitte mit viel Wasser in Pressenschleifern oder Stetigschleifern zerrieben. (vergleiche auch Holzschleifer) Im gleichen Betrieb wird die stark verdünnte Fasermasse zu Papier verarbeitet oder zum Versand in Pappenform gebracht. Dies geschieht mit Entwässerungsmaschinen.
- Brauner Holzstoff entsteht, wenn Stammabschnitte in großen Kesseln erst gedämpft und dann geschliffen werden.
- Thermomechanischer Holzstoff entsteht aus gehäckselten Holzabfällen und Hackschnitzeln aus Sägereien. Diese werden im TMP-Verfahren (Thermomechanisches-Refiner-Verfahren) bei 130 °C gedämpft. Die Lignin-Verbindungen zwischen den Fasern lockern sich dadurch. Anschließend werden die Holzstücke in Refinern (Druckmahlmaschinen mit geriffelten Mahlscheiben) und Zusatz von Wasser gemahlen. Thermomechanischer Holzstoff hat im Vergleich zum Holzschliff eine gröbere Faserstruktur. Werden außerdem Chemikalien zugesetzt, handelt es sich um das chemo-thermomechanische Verfahren (CTMP). Durch rein mechanische Verfahren gewonnener Holzstoff besteht nicht aus den eigentlichen Fasern, sondern aus zerriebenen und abgeschliffenen Faserverbindungen, diese werden verholzte Fasern genannt. Um die elementaren Fasern zu gewinnen ist eine chemische Aufbereitung des Holzes notwendig.
Chemische Aufbereitung
 Früher für die Papierherstellung verwendeter Säureturm in Crossen (Zwickau)
Früher für die Papierherstellung verwendeter Säureturm in Crossen (Zwickau)Holzschnitzel werden in einem Kochprozess chemisch behandelt. Die Fasern werden durch zwölf- bis fünfzehnstündiges Kochen von den Inkrusten, den unerwünschten Holzbestandteilen, Begleitstoffen von Cellulose getrennt. Chemisch betrachtet besteht Holz aus:
- 40 % bis 50 % Cellulose
- 10 % bis 15 % Hemicellulose
- 20 % bis 30 % Lignin
- 6 % bis 12 % sonstigen organischen Stoffen
- 0,3 % bis 0,8 % anorganischen Stoffen
Es gibt Natron-, Sulfit- und Sulfatverfahren, die nach den eingesetzten Kochchemikalien unterschieden werden. Das Organocell-Verfahren ist eine neue Entwicklung. Vor allem enthaltenes Restlignin färbt den Zellstoff nach dem Kochen gelblich bis braun, er muss also gereinigt und gebleicht werden. Restlignin und andere unerwünschte Stoffe werden beim Bleichen herausgelöst, chemische Aufhellung beseitigt Verfärbungen. Der gebleichte Zellstoff (Cellulose) wird entwässert. Er wird nun entweder direkt zu Papier verarbeitet oder zu Rollen aufgewickelt. Die Ausbeute ist bei der Zellstoffherstellung geringer als bei der Holzstoffherstellung. Zellstofffasern aber haben den Vorteil, dass sie länger, fester und geschmeidiger sind. Aus Nadelholz gewonnene Zellstofffasern sind ca. 2,5 mm bis 4 mm lang, aus Laubholz gewonnene sind etwa 1 mm lang. Der größte Teil, ca. 85 % des benötigten Zellstoffs, vor allem Sulfatzellstoff, werden aus den skandinavischen Ländern, USA und Kanada importiert. Sulfatzellstoff ist im Vergleich zu Sulfitzellstoff langfaseriger und reißfester, somit wird er hauptsächlich für die Herstellung hochweißer Schreib- und Druckpapiere verwendet. Sulfitzellstoff findet überwiegend Verwendung bei der Herstellung weicher Hygienepapiere.
Der Faserstoff muss gebleicht werden, damit daraus weißes Papier entstehen kann. Traditionell wird der Zellstoff mit Chlor gebleicht. Das führt jedoch zu einer hohen Belastung der Abwässer mit organischen Chlorverbindungen (AOX). Modernere Verfahren ersetzten Chlor durch Chlordioxid und man erhält ECF-Zellstoffe (elementary chlorine free). Aufgrund der höheren Oxidationswirkung und der besseren Selektivität von Chlordioxid sinkt die AOX Belastung um 60–80 %. Wird vollständig auf Chlorverbindungen verzichtet und Sauerstoff, Ozon, Peroxoessigsäure und Wasserstoffperoxid verwendet, wird der Zellstoff mit TCF (totally chlorine free) bezeichnet. Papier aus ECF-Zellstoffen wird als chlorarm bezeichnet, (es sind noch Chlorverbindungen vorhanden). Chlorarme Druckpapiere sind in hochweißer Qualität schon ab einer Flächenmasse von 51 g/m² herstellbar, chlorfreie erst ab 80 g/m².
TCF-Zellstoff hat eine geringere Faserfestigkeit als chlorgebleichter oder ECF. Da er jedoch umweltverträglicher ist, setzt er sich zunehmend durch. Vorwiegend aus Holzstoff hergestelltes Papier nennt man holzhaltig, im Handel mittelfein, da Lignin, Harze, Fette und Gerbstoffe im Faserbrei verbleiben, sind sie von geringerer Qualität als holzfreie Papiere.
Organocell-Verfahren
Das Organocell-Verfahren dient der schwefelfreien und damit umweltfreundlicheren Zellstoffproduktion. In mehreren Kochstufen werden die Holzschnitzel in einem Methanol-Wasser-Gemisch unter Zusatz von Natronlauge bei Temperaturen von bis zu 190 °C unter Druck aufgeschlossen. Dabei lösen sich Lignin und Hemicellulose. Es folgen verschiedene Waschstufen, in denen der Zellstoff von der Kochflüssigkeit befreit wird sowie Bleichen und Entwässern.
Der Zellstoff wird in drei Stufen gebleicht:
- im alkalischen Milieu mit Sauerstoff unter Verwendung von Wasserstoffperoxid
- mit Wasserstoffperoxid oder Chlordioxid
- mit Wasserstoffperoxid
Methanol und Natronlauge, die Kochchemikalien werden in einem Recyclingverfahren, welches parallel zur Zellstoffproduktion abläuft zurückgewonnen. Es werden schwefelfreies Lignin und schwefelfreie Hemicellulose gewonnen, die von der chemischen Industrie verwendet werden können.
Strohzellstoff
Durch Zerkleinern und Kochen in Natronlauge wird aus Stroh der Halbstoff Strohzellstoff oder, bei anderer Aufbereitung, gelber Strohstoff.
Kugelkocher und Pulper
 Schema eines Kugelkochers
Schema eines Kugelkochers Kugelkocher im Industriemuseum „Alte Dombach“ in Bergisch Gladbach
Kugelkocher im Industriemuseum „Alte Dombach“ in Bergisch GladbachIm Kugelkocher werden Hadern gekocht. Dazu werden sie zunächst sortiert, im Haderndrescher gereinigt. Mit Kalklauge und Soda werden die Hadern unter Dampfdruck von 3 bar bis 5 bar im Kugelkocher gekocht. Dabei werden Farbstoffe zerstört, Fett verseift und Schmutz gelöst. Während des mehrstündigen Kochens lockert sich das Gewebe der Hadern und sie lassen sich anschließend leicht zu Halbstoff zerfasern.
Der Pulper (Stoffauflöser) ist eine Bütte mit rotierendem Propeller. In ihm wird nach Güteklassen sortiertes, zu Ballen gepresstes Altpapier mit viel Wasser zerkleinert und mechanisch aufgelöst. So werden die Fasern des Altpapiers geschont. Ein Arbeitsgang, der früher häufig mit dem Kollergang durchgeführt wurde. Der pumpfähige Faserbrei ist noch verunreinigt. Er gelangt im Pulper in einen Zylinder und wird von einem Rotor zerfasert. Dann wird der grob gelöste Stoff durch ein Sieb gedrückt. In Folge der Zentrifugalkraft werden grobe Verunreinigungen ausgeschieden. An der Zylinderachse sammelt sich der leichte Schmutz. Weitere Fremdstoffe wie Wachse und Druckfarben werden in Spezialanlagen herausgelöst.
Entfärbung von Altpapier
Beim De-inking werden die Druckfarben mit Hilfe von Chemikalien (Seifen und Natriumsilicat) von den Fasern des Altpapiers gelöst. Durch Einblasen von Luft bildet sich an der Oberfläche des Faserbreis Schaum in welchem sich die Farbbestandteile sammeln und abgeschöpft werden können. Dieses Trennverfahren nennt man Flotation.
Aufbereitung zum Ganzstoff
Der Halbstoff wird durch Faserstoffmahlung und Mischung zum Ganzstoff verarbeitet. Die Halbstoffe werden in Refinern (Kegelstoffmühle) weiter zerfasert. Als dicker Brei fließt das Halbfertigprodukt im Refiner zwischen einer Messerwalze und seitlich befestigten Grundmessern hindurch. Die Fasern werden dabei zerschnitten (rösche Mahlung) oder zerquetscht (schmierige Mahlung), je nach Einstellung der Messer. Die Enden der gequetschten Fasern sind fibrilliert (ausgefranst), was bei der Blattbildung zu einer besseren Verbindung der Fasern führt.
- Weiche, voluminöse, saugfähige und samtige Papiersorten entstehen aus rösch gemahlenen Fasern, etwa Löschpapier.
- Schmierig gemahlene Fasern führen zu festen harten Papieren mit geringer Saugfähigkeit und wolkiger oder gleichmäßiger Transparenz z. B. transparentes Zeichenpapier aber auch Urkunden- Banknoten- und Schreibmaschinenpapier.
Außerdem können die Fasern bei der Mahlung lang oder kurz gehalten werden, wobei die langen Fasern stärker verfilzen als die kurzen. Es ergeben sich daraus vier verschiedene Möglichkeiten der Mahlung. Faserlänge und Mahlart bestimmen Faser- und Papierqualität. Übliche Kombinationen sind rösch/lang und schmierig/kurz.
Die Messer des Refiners liegen bei der Kurzfasermahlung sehr eng aneinander, Zwischenraum ist fast keiner mehr vorhanden. Das Mischen der verschiedenen Halbstoffe sowie die Zugabe von Füll-, Leim- und Farbstoffen gehört zur Herstellung des Ganzstoffes.
 Schematische Darstellung einer Langsiebpapiermaschine
Schematische Darstellung einer LangsiebpapiermaschineAuf der Papiermaschine wird die Papierbahn gebildet. Folgende Maschinenstationen sind hintereinander geschaltet:
- Stoffauflauf
- Siebpartie
- Nasspressenpartie
- Trockenpartie
- Aufrollung
Blattbildung
Die Blattbildung findet bei der industriellen Papierproduktion auf der Papiermaschine statt. Der gereinigte und entlüftete Papierbrei, welcher zu ca. 99 % aus Wasser besteht, wird im Stoffauflauf zu einem dünnen, möglichst gleichförmigen Strahl geformt. Dieser trifft bei Langsiebpapiermaschinen auf ein rotierendes, endloses Sieb (siehe dazu auch Metalltuch). Innerhalb weniger Sekunden läuft ein sehr großer Teil des Wassers ab und die Papierstruktur entsteht. Hierbei tragen unter dem Sieb angebrachte Sauger sowie Pulsationen erzeugende Foils zur Entwässerung des Faserstoffs bei. Oftmals wird auch versucht, die Temperatur der Suspension zu erhöhen (z.B. über Dampfblaskästen), was über eine niedrigere Viskosität ebenfalls die Entwässerung fördert. Soll das Papier ein Wasserzeichen enthalten, ist dieses in das Sieb eingearbeitet oder wird von oben mittels einer sogenannten Egoutteurwalze aufgebracht.
Auf Langsiebpapiermaschinen gefertigtes Papier hat wegen der einseitigen Entwässerung i.d.R. eine ausgeprägte Zweiseitigkeit. Diese drückt sich neben den unterschiedlichen Oberflächen (die Siebseite und die glatte Filz- oder Schönseite) meist auch in einer sehr ungleichmäßigen Verteilung der Füllstoffe innerhalb des Papieres aus. Dies hat neben unterschiedlicher Bedruckbarkeit oftmals auch eine Rollneigung (Curl) zur Folge. Abhilfe verschafft hier teilweise die Entwässerung über ein zweites Sieb nach oben (sogenannte Hybrid-Former), welche zudem die Gesamtentwässerungsleistung erhöht.
Langsiebpapiermaschinen geraten jedoch spätestens ab Geschwindigkeiten von ca. 1200 m/min an physikalische Grenzen, da die erzeugten Luftverwirbelungen über dem Langsieb die Formation zerstören. Moderne Papiermaschinen, insbesondere für graphische Papiere und Tissue, produzieren jedoch mit Geschwindigkeiten von bis zu 2000 m/min bei Arbeitsbreiten von mehr als 10 m. Daher sind für diese Maschinen andere Stoffauflaufkonzepte entwickelt worden, sogenannte Gap-Former. Hierbei wird der Papierbrei direkt in einen Spalt zwischen zwei rotierende Siebe gespritzt. Neben der höheren Laufgeschwindigkeit bieten Gap-Former auch eine deutlich gleichmäßigere Entwässerung und damit verminderte Zweiseitigkeit. Bei Papieren aus maschineller Produktion verlaufen fast alle Fasern parallel zur Siebrichtung (siehe auch Laufrichtung).
Am Ende des Siebes wird die weiche Papierbahn auf einen Filz übergeben und gelangt in die Pressenpartie. Traditionelle Pressenpartien bestehen aus drei bis vier aufeinanderfolgenden Pressen, in denen die Papierbahn mittels gegeneinandergepresster Walzen zwischen Filzen entwässert wird. Seit Anfang der 90er Jahre hat sich jedoch zunehmend das Konzept der Schuhpresse durchgesetzt, bei der eine Walze den Filz und das Papier in einen polymerbespannten 'Schuh' presst. Dies hat eine deutlich größere Niplänge zu Folge, womit sich eine schonendere und gleichzeitig stärkere Entwässerung erzielen lässt.
In der Trockenpartie findet schließlich die endgültige Entwässerung statt. Hier läuft die Papierbahn durch eine Anzahl dampfbeheizter Trockenzylinder und wird anschließend geglättet und aufgerollt. In einigen Fällen (hochglatte und scharf satinierte Papiere) wird vor dem endgültigen Aufrollen noch ein weiterer Glättungsschritt im Kalander vollzogen.
Der Papierbrei enthält außerdem:
- Füllstoffe
- Neben den Faserstoffen werden bis zu 30 % Füllstoffe dem Ganzstoff hinzugefügt. Diese können sein:
- Durch das Ausfüllen der Zwischenräume zwischen den Fasern machen die Füllstoffe das Papier weicher und geschmeidiger und geben ihm eine glatte Oberfläche. Der Anteil der Füllstoffe am Flächengewicht drückt sich in der Aschezahl aus. Bei Spezialpapieren, die, wie im Fall des Theaterprogrammpapieres, raschelfrei sein sollen, wird ein hoher Aschegehalt mit langen Fasern kombiniert. Auch Zigarettenpapier wird stark gefüllt, damit es glimmt und nicht abbrennt.
- Die Zusammensetzung und Kristallstruktur der Füllstoffe bestimmt Transparenz und Opazität eines Papiers sowie die Farbannahme beim Druck mit wegschlagenden Farben. Für die Tintenfestigkeit hingegen ist Leim notwendig. Füllstoffe können teilweise auch die Eigenschaften der Farbstoffe mit übernehmen. Viele Pigmentfarbstoffe sind z. B. gleichzeitig auch ein effektiver Füllstoff.
- Farbstoffe
- Auch weiße Papiere enthalten manchmal Farbstoffe, die in unterschiedlichen Mengen zugesetzt werden, denn auch optische Aufheller zählen zu den Farbstoffen. Es werden für Buntfarben vor allem Teerfarbstoffe verwendet. Wichtig beim Papierfärben ist die Abstimmung des Farbsystemes auf die Fasereigenschaften und das verwendete Leimungssystem. Grundsätzlich unterscheidet man saure (substantielle, selbstaufziehende) Farbstoffe und alkalische oder saure Entwicklungs- bzw. Verlackungsfarbstoffe. Erstere sind einfach in der Anwendung, aber sie reagieren empfindlich auf pH-Wertschwankungen und mangelhafte Fixierung. Letztere neigen, der nötigen Fällungsreaktion wegen, zur Verlackung jenseits der Faser, so dass ein Großteil der Flotte unwirksamen Farbverlust aufweist. Farbstoffe reagieren vorzugsweise auf Cellulose oder Holzbestandteile, selten aber auf beides. Somit muss der Auswahl des richtigen Systemes zum zu färbenden Zellstoff besonderes Augenmerk geschenkt werden. Eine Sondergruppe stellen die natürlichen oder Pigmentfarbstoffe (Körperfarben) dar. Beide sind nur begrenzt wirksam, da sie meist durch Einlagerung im Lumen und durch Kapillarretention im Blatt gehalten werden. Intensivtönungen sind nur mit Küpenfärbung (Indigo) oder Rotpigmenten (Rotlack, Chenille) möglich.
- Leimungsstoffe
- Leim macht das Papier beschreibbar, weil es weniger saugfähig und weniger hygroskopisch und hydrophob wird. Als Leimung bezeichnet man daher in der Papiermacherei die Hydrophobierung der Faser. Die Leimstoffe sind chemisch modifizierte (verseifte) Baumharze in Kombination mit KaliAlaun bzw. Aluminiumsulfat oder Polymere auf Basis von Acrylaten oder Polyurethanen. Heute wird neben verschiedenen Harzen auch häufig ASA (Alkenyl Succinic Acid = alkyliertes Bernsteinsäureanhydrid) und alkylierte Ketendimere (AKD) zur Leimung von Papier eingesetzt. Die früher häufig verwendete, saure Leimung mit Harzsäuren und Alaun ist der Hauptgrund dafür, dass so geleimte Papiere zerstört werden, da das statt des Alaun benutzte Aluminiumsulfat durch überschüssige Restionen Schwefelsäure bilden kann, die wiederum die Cellulose zerstört. Heute wird die Leimung meist im neutralen oder schwach alkalischen pH-Bereich durchgeführt. Einige Farben verlangen aber nach wie vor eine saure Leimung, wobei die Einstufung sauer oder alkalisch sich lediglich auf den prozessbedingten pH-Wert der Bütte bezieht, nicht auf das fertige Endprodukt.
- Eine prinzipielle Unterscheidung wird bei der Leimung zwischen der sog. Masseleimung und der Oberflächenleimung getroffen. Bei der Masseleimung wird das Leimungsmittel in die Flotte zugegeben, bei der Oberflächenleimung wird das schon fertige Papier beschichtet. Verseifte Harze, Alkylketendimere und ASA sind typische Masseleimungsmittel, polymere Leimungsmittel wie Gelatine oder Stärkederivate sind eher als Oberflächenleimungsmittel im Gebrauch. Über den möglichen Einsatz als effektives Masseleimungsmittel entscheidet vor allem die Eigenretention bzw. der technisch mögliche Einsatz von Retentionschemikalien.
- Nassfestmittel
- Unbehandeltes Papier wird mechanisch unbeständig, wenn es feucht oder nass wird. Durch die Aufspaltung der Wasserstoffbrücken unter Wasserzutritt, verliert das Faservlies seinen inneren Zusammenhalt. Papier wird deshalb auch als hydroplastisch bezeichnet. Um auch im nassen Zustand eine gewisse mechanische Festigkeit zu erhalten, werden dem Papier bei der Herstellung Nassfestmittel (etwa Luresin) zugesetzt. Reißfestes Küchenkrepp dürfte das bekannteste Papier dieser Klasse sein, aber auch Kartons, Landkartenpapiere oder Papier für Geldnoten enthalten große Mengen Nassfestmittel. Nassfestmittel sind, im Verarbeitungszustand wasserlösliche, Polymere, die vorrangig aus Polyaminen und Epichlorhydrinderivaten hergestellt werden und mit den Papierfasern reagieren. Dabei bilden sich wasserunlösliche Quervernetzungen zwischen den Fasern, die den Papierfilz stabilisieren. Die hydrophobe Verkettung verhindert jedoch ein erfolgreiches Recycling, so dass der zunehmende Einsatz von Nassfestmitteln im Hygienepapierbereich weitreichende Konsequenzen für die Altpapierverwertung hat. Der Anfall von unlösbaren Stippen im normalen Löseprozeß ist beständig steigend. Werden Nassfestmittel (ähnlich wie Bitumenklebstoffe) chemisch aufgebrochen, so degradiert die Faser untypisch schnell. Die Altpapierqualität nimmt somit schneller ab als bei normalen Recyclingprozessen. Nassfestmittel dürfen nicht mit Leimungschemikalien (beispielsweise AKD) verwechselt werden, da der chemo-physikalische Wirkprozess verschieden ist. So ist etwa ein nassfestes, ungeleimtes Papier nach wie vor hoch kapillar wohingegen ein überleimtes Papier sich trotzdem nach langem Wasserzutritt zerfasern lässt.
Gestrichenes Papier
- Hauptartikel: Gestrichenes Papier
Gestrichenes Papier (auch Kunst- oder Bilderdruckpapier) ist ein Papier, bei dem die Oberfläche mit einem Bindemittelauftrag („Strich“) veredelt ist. Das Papier bekommt eine geschlossene, glatte und stabile Oberfläche, wodurch eine bessere Qualität beim Druck erreicht wird.
Normmaße für Papier
Zählmaße nach DIN 6730 Bogen 1 Stück (ein „Blatt“) = 8 Blatt im gebunden Buch = 16 Seiten Buch Schreibpapier: 24 Bogen Druckpapier: 25 Bogen (A4 Papier mit 80 g/m² DIN 6730) Ries, Rieß 20 Buch („ein Paket“) Ballen 10 Ries - Formate nach EN ISO 216, DIN 476
Die bekanntesten international genormten Papierformate sind diejenigen der A-Reihe nach DIN 476 Papierformat, die seit 2002 teilweise durch EN ISO 216 ersetzt ist. In einigen Ländern wie den Vereinigten Staaten und Kanada werden andere Formate verwendet.
Papiermarkt
Die Papierindustrie unterscheidet folgende vier Großgruppen von Papiersorten:
- Grafische Papiere,
- Papier, Karton und Pappe für Verpackungszwecke,
- Hygienepapiere,
- Papiere und Pappe für spezielle technische Verwendungszwecke.
Weltweit werden jährlich rund 381 Millionen Tonnen (2006) Papier, Karton und Pappe produziert. Der rechnerische Papierverbrauch pro Kopf lag im Jahr 2006 in den USA bei 301 kg, in der EU bei 186 kg und weltweit bei 58 kg. In Deutschland betrug der rechnerische Papierverbrauch (Produktion+Import-Export) 2007 21 Millionen Tonnen[4], also etwa 256,4 kg pro Kopf. Davon gingen 47 Prozent in grafische Papiere, 41 Prozent in Verpackungen und 5 Prozent in Hygiene-Papiere sowie 7 Prozent in Spezialpapiere.
Papierforschung
Die Papierforschung wird in Deutschland gebündelt in der PTS („Papiertechnische Stiftung, München und Heidenau“), die im Jahre 1951 gegründet wurde und von den Unternehmungen der Papierindustrie gefördert wird. Es werden Auftragsforschungen und Dienstleistungen für die Papierindustrie und deren Zulieferfirmen erbracht. Darüber hinaus betreiben verschiedene Zulieferer eigenständige Forschungsanlagen.
Die Technischen Universitäten in Darmstadt und Dresden, die Fachhochschule München sowie die Berufsakademie Karlsruhe bilden Papieringenieure aus. Forschungsschwerpunkte in Darmstadt sind Recyclingverfahren sowie Wasserkreisläufe, in Dresden wird vornehmlich zu Energieeffizienz sowie Oberflächeneigenschaften geforscht.
Der Papiermaschinenhersteller Voith Paper unterhält auf seinem Betriebsgelände in Heidenheim/Brenz ein weltweit einzigartiges Papierforschungszentrum, das Paper Technology Center (PTC). Dort werden die Forschungsbereiche „Faserstofftechnologie“ und „Prozess der Papierherstellung“ auf bisher einmalige Weise kombiniert. Im PTC ist es erstmals möglich, den kompletten Papierherstellungsprozess unter realen Bedingungen vorab zu testen und zu optimieren – vom Rohstoff über die Maschinenkonfiguration, die Automation und die Bespannungen bis hin zum Endprodukt. 140 Papiermacher, Automatisierungsexperten und Papieringenieure forschen im Paper Technology Center gemeinsam mit Papierherstellern aus aller Welt am Papier der Zukunft. Aufgrund des modularen Aufbaus dieser Anlage können unterschiedliche Produktionskonzepte erprobt und direkt miteinander verglichen werden. Im Bedarfsfall können ganze Maschinenteile mit Gewichten von bis zu 600 Tonnen en bloc ausgebaut und ausgetauscht werden. Darüber hinaus ist das Paper Technology Center mit einer Fiberdesignanlage ausgestattet, mit der der Rohstoff für die Papierherstellung gezielt an die Anforderungen des späteren Papiers angepasst werden kann.
Eine weitere Forschungsanlage betreibt der größte Hersteller für chemische Produkte zur Papierherstellung, die BASF in Ludwigshafen, teilweise in Partnerschaft mit der Omya.
Sorten
Naturpapier ist ein Oberbegriff für alle Papiere, die aus Naturfasern ohne Zusatz von synthetischen Fasern und ohne Oberflächenbehandlung maschinenglatt oder satiniert sind.
Eine weiterführende Darstellung der Sorten befindet sich im Artikel Papiersorten.
Eigenschaften
Physikalische Eigenschaften
Grundsätzlich ist bei allen Messungen zu beachten, dass Luftfeuchtigkeit und Temperatur einen sehr großen Einfluss auf die Messwerte haben. Deshalb findet die Messung immer in Klimaräumen bei einem nach ISO-Normen festgelegten Normklima (23 °C, 50 % Luftfeuchtigkeit) statt. Meist wird die Papierprobe vor der Messung 24 Stunden in dem Raum gelagert, um sie zu akklimatisieren. Da die Messungen von der flächenbezogenen Masse (g/m²) des Papiers abhängen, werden so genannte Laborblätter mit einer nach ISO-Norm festgelegten Flächenmasse verwendet.
Die tatsächliche Dichte von normalem Schreibpapier wird zumeist in der Größenordnung zwischen 700 und 1200 kg/m³ angegeben. Empirische Messungen an Fotokopierpapier in Büroqualität (80 g/m²) haben bei Normalbedingungen einen Wert von etwa 800 kg/m³ ergeben. Damit ist ein Blatt knapp ein zehntel Millimeter dick.
Wärmeleiteigenschaften: siehe Temperaturleitfähigkeit.
Lichtundurchlässigkeit: siehe Opazität.
Zugfestigkeit
Die Zugfestigkeit ist einer der zentralen physikalischen Werte bei der Papierherstellung, bei Kraftpapier ist sie sogar der wichtigste Wert. Die Maßeinheit der Zugfestigkeit ist N·m/g. Da die Zugfestigkeit vorwiegend von der Flächenmasse abhängt, wird tatsächlich der Zugfestigkeitsindex mit der Maßeinheit: kN/m verglichen.
Zur Bestimmung dieses Wertes wird eine Zerreißprobe gemacht. Dazu werden Papierstreifen einer genormten Länge und Breite mechanisch eingespannt, der so genannte Reißapparat zieht die Probe auseinander und zeichnet die benötigte Kraft auf. Die im Moment des Zerreißens benötigte Kraft ist die Zugfestigkeit. Um einen Durchschnittswert zu erhalten, werden meist 10 Streifen zerrissen, wovon 5 längs der Laufrichtung und 5 quer zur Laufrichtung der Papiermaschine genommen werden. Als Nebenprodukt dieser Messung werden noch die Bruchdehnung und die Zugbrucharbeit ermittelt. Die Bruchdehnung wird in Prozent angegeben und gibt an, um wie viel Prozent der Papierstreifen sich im Moment des Bruchs verlängert. Die Zugbrucharbeit wird in J/m² angegeben und ist die aufgewendete Zugkraft pro Papierfläche.
Spezifischer Weiterreißwiderstand
Die Maßeinheit des spezifischen Weiterreißwiderstandes ist mN·m²/g. Diese Maßeinheit gibt an, wie leicht ein Papier, das bereits eingerissen ist, weiterreißt. Dazu wird das Papier mit einem Schnitt versehen und in das Reißfestigkeitsprüfgerät (nach Elmendorf) eingespannt. Durch einen Knopfdruck wird ein blockiertes Pendel ausgelöst, welches die Probe im Zuge der Pendelbewegung zerreißt und dabei die Kraft misst.
Berstwiderstand
Der Berstwiderstand gibt die benötigte Kraft an, um ein Papier zum Bersten zu bringen. Die Maßeinheit des Berstwiderstandes lautet kPa. Dazu wird das Normblatt in den Prüfapparat eingespannt und eine Membran mit genormter Fläche drückt mit ansteigender Kraft gegen das Papier. Die Kraft die beim Durchstoßen des Papiers aufgewendet wird, ist der Berstwiderstand.
Porosität
Die Porosität gibt an, wie viel Luft ein Papier durchlässt. Die Maßeinheit der Porosität lautet Gurley. Dazu wird das Normblatt in den Prüfapparat eingespannt und der Prüfapparat drückt 100 ml Luft mit 1,23 kPa durch eine Prüffläche von 6,42 cm² und misst die dafür benötigte Zeit. Eine Zeitdauer von einer Sekunde entspricht dabei einem Gurley.
Spaltwiderstand
Der Spaltwiderstand gibt die aufzubringende Kraft an, welche benötigt wird, die Papierbahn in der Masse zu spalten. Dies wird gewöhnlich bei mehrlagigen Papieren angewandt, wo mehrere Papierbahnen nass (25–35 %) vergautscht wurden, so beispielsweise bei Faltschachtelkarton (FSK) oder besonders voluminöse Papiere (Rohdichte <1,5) wie Bierdeckeln.
Laufrichtung
 Langsiebpapiermaschine für den Laborbetrieb, aufgestellt von der Papierfabrik Stora Kabel im Hagener Freilichtmuseum
Langsiebpapiermaschine für den Laborbetrieb, aufgestellt von der Papierfabrik Stora Kabel im Hagener FreilichtmuseumWährend bei der Papierherstellung von Hand die Fasern gleichmäßig in allen Richtungen liegen, tritt bei der maschinellen Papierherstellung, die auf einem Endlossieb erfolgt, eine (teilweise) Ausrichtung der Fasern längs des Bandes auf. Man spricht von der Laufrichtung des Papiers und unterscheidet zwischen der Maschinenrichtung (in Laufrichtung) und der Querrichtung (quer zur Laufrichtung). Man spricht dabei auch von Schmalbahn (Long Grain) und Breitbahn (Short Grain) Angabe in Katalogen und auf Riesetiketten: Das Maß quer zur Laufrichtung wird unterstrichen oder fett ausgezeichnet oder zuerst genannt. Üblich sind auch die Abkürzungen SB (Schmalbahn)und BB (Breitbahn) oder ein Pfeil, der die Laufrichtung markiert.
In Abhängigkeit von der vorherrschenden Faserrichtung beeinflussen Feuchtigkeit, Temperatur und Alterung das Papier. Bei einer ungleichmäßigen Ausrichtung ändert somit jede Karte im Laufe der Zeit und mit dem Wechsel der Witterung bzw. des Raumklimas ihren genauen Maßstab unterschiedlich in den beiden Richtungen. Nur durch spezielle beziehungsweise geschichtete Papiersorten kann dieser Effekt bei maschinell produzierten Papieren verringert werden.
Bei der Herstellung von Büchern (und anderen gebundenen Gegenständen) ist darauf zu achten, dass die Laufrichtung aller Seiten (und des Buchdeckels) parallel zum Buchrücken verläuft, da Papier sich immer quer zur Laufrichtung ausdehnt. Andernfalls bricht das Buch leicht an der Bindung auseinander bzw. lässt sich schlecht durchblättern.
Durch das Aufeinanderkleben mehrerer Papierschichten abwechselnder Laufrichtung erhält man sehr starres Papier (vergleichbar zum Sperrholz), wie beispielsweise der mindestens dreilagige Bristolkarton.
Alterungsbeständigkeit
Die Anforderungen bezüglich der Alterungsbeständigkeit von Büchern sind in den so genannten Frankfurter Forderungen der Deutschen Bibliothek und der Gesellschaft für das Buch, sowie in der US-Norm ANSI/NISO Z 39.48–1992 und ISO-Norm 9706 fixiert.[5]
Weißgrad
Der Weißgrad ist ein technischer Kennwert für die Reflexionsfähigkeit des Papieres für weißes Licht. Er wird idealerweise mit einem Spektralphotometer gemessen. Aus der spektralen Verteilung wird der Zahlenwert nach verschiedenen Formeln berechnet. Für Papier wird meist der Weißgrad nach Berger genutzt. Bei einem normalen Kopierpapier ohne UV-sensible Aufheller liegt der Weißgrad nach Berger etwa bei 160. Durch optische Aufheller und Farbstoffe werden die Messergebnisse beeinflusst. Darum wird der Weißgrad üblicherweise unter Normlicht bestimmt. Hierbei ist der Anteil an kurzwelliger UV-Strahlung gegenüber Tageslicht geringer. Handelsübliche weiße Papiere sind meist aufgehellt. Unter Normlicht gemessene neutralweiße Papiere sehen so unter Glühlampenlicht gelblicher, im sonnigen Tageslicht oder unter Leuchtstofflampen dagegen bläulich-weiß aus.
Der Weißgrad gibt lediglich den Unbuntanteil einer gemessenen Fläche bezogen auf eine ideal weiße oder ideal schwarze Fläche an. Bei zwei Papieren, die messtechnisch den gleichen Weißgrad besitzen kann ein sichtbarer Farbstich bestehen, der den subjektiven Weißeindruck verfälscht. Menschen empfinden leicht gelbliches oder rötliches Papier als weniger weiß, also grauer gegenüber einem leicht bläulichen oder grünlichen des gleichen Weißgrades.
Der Weißgrad wird als Standardprüfung in der Papierproduktion verwendet. Um unerwünschte Farbstiche zu vermeiden ist vom Anwender neben dem Weißgrad auch der Farbstich des Papieres zu beachten. Den Effekt der „Weißgraderhöhung“ durch optische Verschiebung nutzt man unter beim sogenannten Bläuen des Papieres aus. Dabei wird durch Zugabe blauer Pigmente ein Gelbstich verringert. Beim sogenannten Drücken wird ein zu weißes Papier durch Zugabe roter oder brauner Pigmente gebrochen. In beiden Fällen nimmt der technische Weißgrad leicht ab, der subjektive Weißeindruck jedoch wird beim Bläuen erhöht und beim Drücken verringert.
Verwendung
Beschriftung
Beim Beschriften wird ein Farbstoff (beispielsweise Tinte, Toner und Druckfarbe) mit einem Gerät auf Papier aufgetragen. Dies kann von Hand mit einer Schreibmaschine, einem Füllfederhalter, einem Bleistift, einem Buntstift, einem Filzstift oder einem Federkiel geschehen. Seit der Erfindung des Buchdrucks gibt es Maschinen, die einen Text seitenweise auf Papier übertragen können. Dies ist mit einer Druckmaschine millionenfach oder mit einem Laserdrucker für nur wenige Seiten möglich. Während anfänglich noch der zur Verfügung stehende Rohstoff die Eigenschaften des Papiers bestimmte, kann heute Papier den Anforderungen angepasst werden. Gestrichenes Bilderdruckpapier zum Kunstdruck, zum Zeitungsdruck ein billiges, reißfestes Papier und als Kopierpapier holzfreies, ungestrichenes Papier.
 Banknoten und Luxuspapiere: kolorierter Stahlstich (um 1850), Grußkarten (1866), Ansichtskarte mit Lithografie (1902), bedruckte Pappkärtchen für Fotos (um 1900).
Banknoten und Luxuspapiere: kolorierter Stahlstich (um 1850), Grußkarten (1866), Ansichtskarte mit Lithografie (1902), bedruckte Pappkärtchen für Fotos (um 1900).Bildende Kunst
Pappmaché ist ein Gemisch aus Papier, Bindemittel und Kreide oder Ton, das im 18. Jahrhundert als Ersatz für Stuck in der Innenausstattung verwendet wurde. So gab es eine Manufaktur, in der aus alten Akten für das Schloss Ludwigslust Deckenverzierungen, Büsten, etc. und sogar Statuen, die wenige Monate im Freien aufgestellt werden konnten, hergestellt wurden. Heute findet man Papier im Modellbau, in der japanischen Papierfaltkunst Origami und bei Collagen und Assemblagen. Aquarellpapier für Aquarelle hat eine Flächenmasse von bis zu 850 g/m². Fotopapier muss speziell beschichtet werden, damit es als Träger für die Fotoemulsion oder zum Einsatz für Tintenstrahldrucker geeignet ist.
Luxuspapiere
Dies ist die Bezeichnung für veredelte, geschmückte und verzierte, oft aufwendig bearbeitete Papiererzeugnisse die von etwa 1820/60 bis 1920/30 hergestellt wurden, als es eine eigene Luxuspapierindustrie gab. Zur Veredlung wurde eine Reihe von Bearbeitungsverfahren eingesetzt, wie Kolorierung als Hand- und Schablonenkolorierung, Farbendruck als Chromolithografie, Gold- und Silberdruck, Prägen (Gaufrieren) und Stanzen, das Aufbringen von Fremdmaterialien, wie Glimmer, Seide sowie das Anbringen von Laschen, Klappen und Mechanismen bei Spielzeugen. Unter Luxuspapiere fallen Andachts- und Fleißbildchen, viele Ansichts- (Leporello), Gelegenheits- (Glückwunsch-, Weihnachts- und Neujahrskarten) und Bildpostkarten (Motivkarten), verzierte Briefbogen, Etiketten, allerlei Papierspielzeug (Papiertheater), Reklamemarken und Sammelbilder und vieles mehr. Heute sind solche Luxuspapiere Sammelobjekte.
Technische und Spezialpapiere
Pappe hat eine Flächenmasse von mindestens 300 g/m² und ca 1,5 mm Dicke. Dünneres Material, ab 130 g/m², heißt Karton und wird vorwiegend als Kartonage verwendet. Mit einer Kunststoffbeschichtung und eventuell einer Aluminiumfolie als Zwischenlage kann sie als Getränkekarton sogar Flüssigkeiten verpacken. Die am meisten verbreitete Pappe ist die Wellpappe, die in den vielfältigsten Sorten vorkommt. Pappe und Kartons werden vorwiegend aus Recyclingpapier produziert, da es hierbei nicht so sehr auf die Farbe des Materials ankommt. Inzwischen kann jedoch Recyclingpapier mit einer sehr hohen Qualität produziert werden und unterscheidet sich im Weißegrad nur noch sehr schwach von Papier aus neuen Fasern. Das Papier mit der größten, relativen Zugfestigkeit wird Kraftpapier genannt. Es besteht zu beinahe 100 % aus langfaserigen Zellstofffasern von Nadelhölzern. Es wird z. B. für Papiersäcke verwendet. Es gibt Kabelisolierpapiere, Medizinische Papiere, Klebezettel, Zigarettenpapier und Thermopapiere. Papiere finden sich ebenfalls in Metallpapierkondensatoren und Elektrolytkondensatoren, wo sie als Isolator oder Träger des flüssigen Elektrolyts dienen. Eine neue Erfindung stellt das sog. I-PAPER dar (Intelligent Paper). Es besteht aus mehreren Papierlagen und einer magnetischen Speicherschicht. Dadurch wird es möglich, ähnlich wie bei Disketten oder Festplatten, Daten ins Papier zu speichern und wieder auszulesen. Der sog. Medienbruch wird aufgehoben und eine automatische Verbindung zwischen elektronischer Datenverarbeitung und Papier hergestellt. Die Erfindung wurde im Jahr 2000 von Wolfgang Bossert zum Patent angemeldet.
Fliegen mit Papier
Es gibt Flugdrachen aus Papier in China, seitdem es dieses Material gibt. Die 1783 erbaute Montgolfière, der Gebrüder Montgolfier, war ein Heißluftballon aus Leinwand, der mit einer dünnen Papierschicht luftdicht verkleidet war. Im Zweiten Weltkrieg produzierte Japan ca. 10.000 Ballons aus Papier, die mit Lack gasdicht gemacht wurden und Brand- und Sprengsätze (5 bis 15 Kilogramm) über den Pazifik nach Amerika transportierten.
Im Flugzeugmodellbau wird Papier als Bespannung (Spannpapier) von Tragflächen in Holm-Rippen-Bauweise und für Flugzeugrümpfe verwendet. Dazu wird es aufgeklebt, mit Spannlack getränkt und überlackiert sobald durch Trocknen die nötige Oberflächenspannung erreicht ist.
Des Weiteren wird Papier zum Basteln von Papierfliegern benutzt. Dazu wird das Papier in eine einem Flugzeug ähnelnde Form gefaltet.
Garne, Textilien
Papier kann zu Textilien verarbeitet werden, einerseits direkt aus Papier, andrerseits in Streifen geschnitten, versponnen und zu Textilen verwebt, s. Papiertextilien.
Umweltaspekte
Bei der Papierproduktion ist vor allem der Verbrauch an Holz, Wasser und Energie Gegenstand der umweltpolitischen Diskussion. Rund 20 % des weltweit eingeschlagenen Holzes werden zu Papier verarbeitet. Vornehmlich wird allerdings so genanntes „Durchforstungsholz“, Sturmholz, oder Sägerestholz verwendet. Kontroverse Themen finden sich vor allem beim Thema nachhaltige Forstwirtschaft, der Forstzertifizierung[6] und der Nutzung von Urwald.
Der hohe Wasserverbrauch war bereits vor 1900 problematisch, was die mehrfache Nutzung des Wassers bedingte um den Verbrauch zu reduzieren. In den ersten Papiermühlen benötigte man 1.200 Liter pro Kilogramm Papier, um 1900 waren es 100 bis 800 Liter, heute sind es noch 7 Liter. Eine völliges Schließen des Kreislaufs ist im Regelfall nicht möglich. Auf Grund der Wasserhärte kommt es zu Verstopfungen von Maschinenteilen, wenn sich Calciumcarbonat anreichert. Nur in Einzelfällen, falls nur Altpapier eingesetzt wird, ist der komplette Abwasserrücklauf derzeit möglich.
Der Wasserverbrauch bedingt das Abwasser. Mit der Industrialisierung Ende des 19. Jahrhunderts und der steigenden Nachfrage nach Zellstoff und Chlorbleiche stieg die Menge der Abwässer und damit der darin enthaltenen Schadstoffe. Die Hemicellulosen und das Lignin (über 50 % des Holzes) wurden anfangs fast unbehandelt in die Gewässer entsorgt. Aufgrund der Umwelt- und Gesundheitsschäden und des Verlustes der Kochchemikalien mit der Ablauge wurden zunächst die Laugen zur Energieerzeugung eingesetzt. Moderne Zellstofffabriken arbeiten energieautark, die Kochchemikalien werden aus dem Abgas und der Asche zurückgewonnen.
Die deutschen Umweltvorschriften gehören zu den strengsten weltweit. Abwässer aus Zellstofffabriken dürfen eine Belastung bis 25 Kilogramm CSB (chemischer Sauerstoffbedarf) pro Tonne Zellstoff aufweisen, bei der Papierherstellung sind zwei bis fünf Kilogramm CSB pro Tonne Papier zulässig.[7]
Die meisten Papierfabriken betreiben eigene Kläranlagen, die das eingesetzte Wasser in bis zu drei Stufen (mechanisch, biologisch, chemisch) reinigen und erst anschließend in den Vorfluter einleiten. Andere Papierfabriken sind Indirekteinleiter, d.h. ihr Abwasser wird gemeinsam mit kommunalem Abwasser gereinigt.
Der Energieverbrauch zur Herstellung liegt bei etwa 2,3 kWh pro Kilogramm Papier[8].
Schädlinge und Konservierung
Ein bedeutsamer tierischer Schädling ist das Silberfischchen, wobei es das Papier entweder oberflächlich frisst oder gar Löcher verursacht. Natürliche Gegenspieler sind der Bücherskorpion und die Speispinnen. Ein weiterer tierischer Schädling sind die Bücherläuse, die sich parthenogenetisch fortpflanzen und somit schnell massenhaft feucht gewordene Papiere befallen können. Unter den Pilzen ist der Schimmelpilz von großer Bedeutung, der beispielsweise in Folge von Wasserschäden auftreten kann. Ein wichtiger Schritt bei der Konservierung von nass gewordenem Papier ist die umgehende Gefriertrocknung.
Zur Konservierung von Papierprodukten wurden schon automatisierte Anlagen gebaut, um so „saures“ Papier zu neutralisieren und eine alkalische Reserve einzubringen und so dem Säurefraß entgegen zu wirken.
Literatur
Bücher
- „Papier 2007“, Ein Leistungsbericht. Statistisches Jahrbuch des Verbandes Deutscher Papierfabriken, VDP, Bonn 2007
- Wilhelm Sandermann: Papier, eine Kulturgeschichte, 3. Auflage. Springer Verlag, Berlin Heidelberg 1997 (zuerst 1988), ISBN 3-540-55313-4
- Passion Papier, Hrsg. Verband Deutscher Papierfabriken, Bonn 2007
- Sabine Schachtner: Größer, schneller, mehr. Zur Geschichte der industriellen Papierproduktion und ihrer Entwicklung in Bergisch Gladbach, Rheinland-Verlag, Köln 1996, ISBN 3-7927-1561-9
- Uwe Baufeldt, Hans Rösner, Jürgen Scheuermann und Hans Walk: Informationen übertragen und drucken, Lehr- und Arbeitsbuch für das Berufsfeld Drucktechnik, 14. Auflage. Verlag Beruf + Schule, Itzehoe 2000, ISBN 3-88013-606-8
- Lothar Göttsching (Hrsg.): Papier in unserer Welt, Econ Verlag, Düsseldorf-Wien-New York 1990, ISBN 3-430-13252-5
- Wolfgang Walenski: Das PapierBuch, Verlag Beruf + Schule, Itzehoe 1999, ISBN 3-88013-584-3
- Christa Pieske: Das ABC des Luxuspapiers. Herstellung, Verarbeitung und Gebrauch 1860 bis 1930, Dietrich Reimer Verlag, Berlin 1964, ISBN 3-496-01023-1
- Elke Gottschalk: Papierantiquitäten. Luxuspapiere von 1820 bis 1920, Verlag Battenberg, Augsburg 1996, ISBN 3-89441-216-X
- Josep Asunción: Das Papierhandwerk, Verlag Paul Haupt, 2003
- Paul Ludger Göbel: Papier als Werkstoff in der Bildenden Kunst. Eine Bestandsaufnahme der Moderne und die gestalterischen Möglichkeiten für den Kunstunterricht. Dissertation, Universität Potsdam 2007 (Volltext)
Aufsätze
- Günter Bayerl: Vorindustrielles Gewerbe und Umweltbelastung – das Beispiel der Handpapiermacherei, Technikgeschichte – Beiträge über d. geschichtl. Entwicklung d. Technik und d. Industrie sowie deren naturwiss. Voraussetzungen, Verein Deutscher Ingenieure, VDI-Verl., Düsseldorf 48.1981, S. 206–238. ISSN 0082-2361
- Victor Thiel: Papiererzeugung und Papierhandel vornehmlich in den deutschen Landen von den ältesten Zeiten bis zum Beginn des 19. Jahrhunderts Ein Entwurf, in: Archivalische Zeitschrift, Dritte Folge, Böhlau, Köln 8=41.1932, S. 106–151.
- Andreas Pingel Keuth: Papierherstellung, in: Chemie in unserer Zeit, Wiley-VCH, Weinheim 39.2005,6, S. 403–409. ISSN 0009-2851
- Klaus Roth: Papierkonservierung – Chemie kontra Papierzerfall, in: Chemie in unserer Zeit, Wiley-VCH, Weinheim 40.2006,1, S. 54–62. ISSN 0009-2851
Weblinks
- Kleine Papiergeschichte – vom Papyrus zum Papier des 20.Jahrhunderts
- Papier & Das Ressourcenproblem Holz
- Homepage des Verbandes Deutscher Papierfabriken
- Homepage der Vereinigung der österreichischen Papierindustrie
- Homepage der Confederation of European Paper Industries
- Papiermaschine systematischer Aufbau
Einzelnachweise
- ↑ Dieter Pothmann: Impressionen von der IPH-China-Expedition.
- ↑ Dagmar Lorenz: SWR2 Papier und Schriftkultur. Vierte Folge der Reihe: Chinoiserien.
- ↑ The Construction of the Codex In Classic- and Postclassic-Period Maya Civilization Maya Codex and Paper Making
- ↑ Verband Deutscher Papierfabriken: Papier-Kompass 2008
- ↑ A. Haberditzl: Woran erkenne ich alterungsbeständiges Papier? Eine Replik, in: Der Archivar, Jahrgang 58, Heft 4 (November 2005), S. 327.
- ↑ WWF Deutschland: Zertifiziertem Papier gehört die Zukunft, Broschüre, Mai 2008
- ↑ BMU: Abwasserverordung, Anhänge 19 und 28
- ↑ http://www.wiwo.de/unternehmer-maerkte/hohe-energiekosten-bremsen-papierindustrie-133856




{kind=link}
Wikimedia Foundation.