- Vakuumförderer
-
Vakuumförderer fördern Schüttgüter mit Unterdruck.
Inhaltsverzeichnis
Fördern von Feststoffen mit Vakuum
In der gesamten Verfahrens- und Prozesstechnik werden vielfältige Schüttgüter transportiert. Es kann sich um pulvrige Roh- und Hilfsstoffe, aber auch um die fertigen Endprodukte handeln. Bei der manuellen Handhabung werden alle Arten von Gebinden wie Fässer, Säcke oder Fiber-Drums in die Produktion gebracht und offen entleert. Die Arbeiter werden dabei körperlich belastet durch das Heben, den Staub, das Freisetzen von gesundheitsschädlichen Stoffen, Explosionsrisiko durch den Feststoff und durch das Arbeiten an offenen Prozessbehältern. Die Saugförderung unter Vakuum ermöglicht das Ansaugen, Transportieren und Entleeren von Feststoffen aller Art innerhalb eines geschlossenen Systems ohne Gefährdung der Beschaftigten.
Funktionsablauf
- Die Vakuumpumpe erzeugt im Abscheidebehälter des Vakuumförderers einen Unterdruck, so dass durch die Einsaugöffnung von einer Produktaufgabestelle Luft angesaugt und Transportgut mitgerissen wird.
- Die eingesaugte Luft passiert das in den Abscheidebehälter eingesetzte Filtersystem. Das angesaugte Material wird durch den Filter im Abscheider zurückgehalten und sammelt sich dort an. Bei Feinstaub ermöglicht ein in den Abscheider eingesetzter Zyklon-Einsatz in Kombination mit der tangentialen Einsaugung höhere Förderleistungen wegen geringerer Filterflächenbelastung.
- Nach erfolgter Befüllung des Abscheidebehälters schaltet die Vakuumpumpe ab. Der Druck im Abscheidebehälter gleicht sich innerhalb weniger Zehntelsekunden automatisch dem Umgebungsdruck an. Nun öffnet das unten im Abscheidebehälter angeordnete Entleermodul und das eingesaugte Material fällt aus dem Vakuumförderer direkt in die zu beschickende Einheit.
- Zum Entleeren wird das Filtermodul durch einen Gegenblas-Luftimpuls gereinigt. Dabei wird der ggf. anhaftende Filterkuchen entfernt. Um den Materialaustrag bei stark brückenbildendem oder klebendem Material zu verbessern können werden Kolbenvibratoren und Fluidisiereinheiten eingesetzt .
- Wenn das Entleermodul vollständige entleert ist, schließt es sich , und der Förderprozess beginnt erneut.
 Vakuumförderer mit Multijector-Vakuumpumpe
Vakuumförderer mit Multijector-Vakuumpumpe
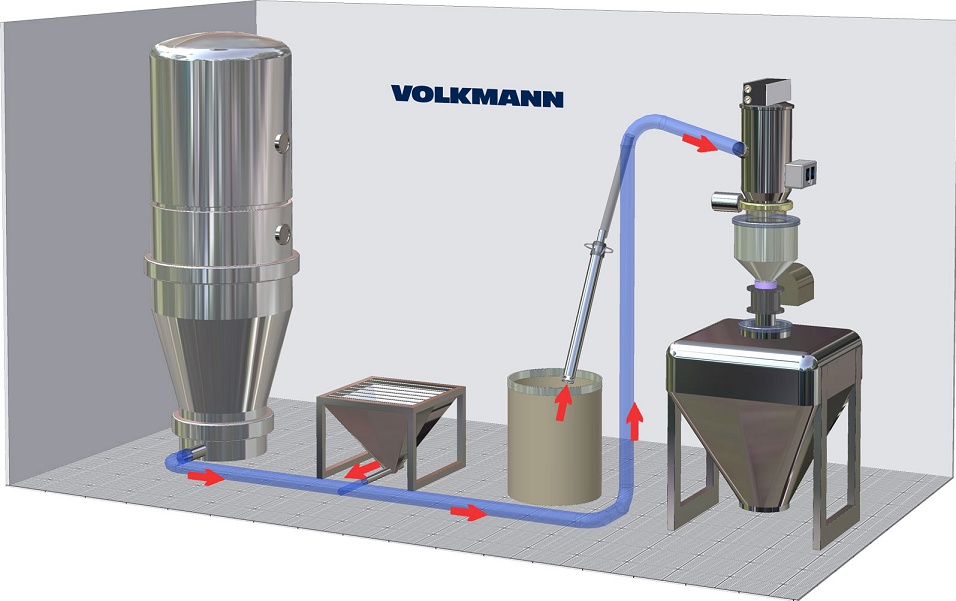
 Saugförderanlage mit Vakuumförderer
Saugförderanlage mit VakuumfördererKomponenten
Schüttgut Abscheide- & Sammelbehälter
Bei der Edelstahl-Segmentbauweise lässt sich das Fördersystem leicht zerlegen und reinigen. So können auch die hohen hygienischen Anforderungen der Lebensmittel- und Pharmaindustrie erfüllt werden.
Darüber hinaus können einzelne Edelstahlmodule individuell gemäß der konkreten Aufgabenstellung optimiert werden. So können beispielsweise die Einsaugsegmente in radialer oder tangentialer Ausführung entscheidend für eine erfolgreiche Förderung sein. Der gewählte Werkstoff bringt die nötige Festigkeit (bis zu 91 % Vakuum ist möglich), bei geringer Wandstärke und niedrigem Gewicht. In der Regel befindet sich der Schüttgut-Sammelbehälter direkt über dem zu befüllenden Anlagenteil
Vakuumpumpen
Mit Druckluft betriebene Vakuumpumpen sind wartungsfrei, kompakt, haben ein geringes Gewicht und sind einfach zu steuern und regeln. Die effiziente Umsetzung über das mehrstufige Venturi-Prinzip gewährleistet den wirtschaftlichen Einsatz der Druckluftenergie.
Die Vakuumerzeuger besitzen keine rotierenden Teile, brauchen keine Schmierung und Wartung und entwickeln im Betrieb auch keine Wärme. Es lassen sich die vielfältigsten Schüttgüter saugen, da diese Pumpen zum einen hohe Saugluftmengen (Flugförderung), zum anderen ein hohes Vakuum von bis zu 91 % (Pfropfenförderung) produzieren können. Sie werden pneumatisch gesteuert, so dass Saugförderer problemlos in Ex-Bereichen eingesetzt werden können.
Druckluftbetriebene Vakuumpumpen bauen das Vakuum schlagartig auf und ab. Diese Arbeitsweise harmoniert mit der diskontinuierlichen Förderung, da der Abscheidebehälter zyklisch befüllt und entleert wird. Während der Entleerzeiten ist der Energiebedarf gleich null. Über den Betriebsdruck und Druckluftvolumenstrom lässt sich die Förderleistung anwendungsspezifisch und energiesparend regulieren. Durch Schalldämpfer und Abluftadapter ergibt sich ein geräuscharmer Betrieb.
Die physikalische Einsatzgrenze ist durch das Funktionsprinzip vorgegeben. Vom Atmosphärendruck (ca. 1013 mbar) steht demnach ca. 910 mbar als maximaler Unterdruck zur Verfügung. Eine geschlossene Wassersäule lässt sich somit auf 9 m Höhe saugen. Bei der Förderung eines Produkt-Luftgemisches (Flugförderung) wird die maximal erreichbare Förderhöhe weiter gesteigert.
Realisierbare Förderleistungen sind extrem Produkt abhängig. Schüttdichte, anhaftender oder brückenbildender Charakter, Partikelgröße, Oberflächengeometrie, Feuchtigkeitsgehalt, Art der Produktaufgabestelle, Falschluftzufuhr und natürlich Förderstrecke und Förderhöhe sind entscheidende Parameter der jeweiligen Aufgabenstellung. Diese führen durchaus zu Differenzen in der Förderleistung von bis zu 1.000 kg/h, bei baugleichem Vakuumfördersystem. Für die Vakuumförderung liegt die Mehrzahl der Förderaufgaben im Bereich von 10 bis 6.000 kg/h, Förderstrecken bis 80 m und Förderhöhen bis 30 m, oft auch deutlich darunter. Die vielseitige Verwendbarkeit erlaubt zum einen das vollautomatische Absaugen aus Aufgabetrichtern und zum anderen beispielsweise die manuelle Sackentleerung.
Filtersysteme
In jedem Vakuumfördersystem muss das angesaugte Produkt- Luftgemisch wieder separiert werden. Die Geschwindigkeit des geförderten Gutes reduziert sich beträchtlich wegen der Querschnittserweiterung im Abscheidebehälter. Ein großer Anteil scheidet sich folglich im unteren Segment des Behälters ab.
Beim tangentialen Einsaugsegment unterstützt der innen liegende Zyklon den Abscheideprozess. Ein gewisser Staubanteil gelangt zur unterhalb der Vakuumpumpe liegenden Filtereinheit. Die diskontinuierliche Förderung ermöglicht eine effiziente Filterreinigung durch den Gegenblas-Luftimpuls während der Entleerzeit. Bei Feinstaub werden Oberflächenfilter verwendet, für andere Anwendungen gibt es Filter aus Kunststoff, die bei häufigem Produktwechsel nass gereinigt werden können, beispielsweise mit einem Dampfstrahlgerät oder im Ultraschallbad. Bei optimaler Auslegung sind, je nach Anwendungsfall, Filterstandzeiten von 5 bis 10 Jahren zu erreichen. Reicht bei besonders anhaftenden Fördergütern die normale Filterreinigung nicht aus, können Filtereinheit und Abscheidebehälter in Vibrationen versetzt werden.

Wikimedia Foundation.