- WIG-Löten
-
Löten ist ein thermisches Verfahren zum stoffschlüssigen Fügen von Werkstoffen, wobei eine flüssige Phase durch Schmelzen eines Lotes (Schmelzlöten) oder durch Diffusion an den Grenzflächen (Diffusionslöten) entsteht. Die Liquidustemperatur der Grundwerkstoffe wird nicht erreicht. Im Gegensatz dazu wird diese Temperatur beim Schweißen überschritten.
Inhaltsverzeichnis
Definition
 Manuelles Weichlöten mittels elektrischem Lötkolben
Manuelles Weichlöten mittels elektrischem LötkolbenBeim Löten benetzt ein geschmolzener Zusatzwerkstoff, der eine Liquidustemperatur besitzt, welche geringer als die Solidustemperatur des bzw. der Grundwerkstoffe ist, die Oberfläche der Bauteile und dringt in den Lötspalt ein. Beim Erstarren wird eine stoffschlüssige Verbindung hergestellt.
Verbindungen
Verbindungsmaterialien
Als Verbindungsmaterial dient meist eine leicht schmelzbare Metalllegierung, das Lot. Mit dessen Hilfe wird eine metallische Verbindung von zwei metallischen Bauteilen erzeugt.
Keramik- und Glasbauteile können mit Glaslot oder – wenn sie vorher metallisiert wurden – mit Metalllot und Metallteilen verbunden werden.
Verbindungstechniken
Das Löten steht neben anderen Verbindungstechniken, z. B. dem Schweißen, dem Kleben oder formschlüssigen Verbindungen wie Nieten, Bördeln, Aufschrumpfen oder Einpressverbindungen. Löten gehört zu den wichtigen elektrischen Verbindungstechniken.
Ein Kennzeichen einer Lötverbindung ist die Intermetallische Verbindung. In dieser dünnen Schicht bilden der Grundwerkstoff und das Lot eine Legierung und gehen eine feste Verbindung ein.
Nachteilig wirkt sich das Vorhandensein unterschiedlicher Metalle und Legierungen an Lötverbindungen aus. Bei Anwesenheit eines Elektrolyten (z. B. Feuchtigkeit) entstehen galvanische Elemente wie ein Lokalelement, die zu verstärkter Korrosion führen können.
Geschichte des Lötens
Löten ist eine sehr alte Technik, die nachweislich schon um 5000 v. Chr. und vermutlich auch schon davor bekannt war. Die damals bekannten Metalle Gold, Silber und Kupfer wurden zu Kult- oder Schmuckgegenständen verarbeitet, wobei das Löten als Verbindungstechnik zum Einsatz kam. Beim sogenannten Reaktionslöten (oder auch Diffusionslöten) werden Kupfersalze in der CO-Atmosphäre des Holzkohlefeuers reduziert, und die Kupferanteile ergeben bei der chemischen Reaktion mit Gold oder Silber eine lötfähige Legierung. Das entstehende Eutektikum hat einen niedrigeren Schmelzpunkt als die reinen Metalle Gold, Silber und Kupfer. Gegenüber den Schmelztemperaturen von Gold (1063 °C), Silber (961 °C) und Kupfer (ca. 1100 °C) hat eine Legierung 66,5 % Gold/(Rest-)Kupfer einen Schmelzpunkt von 889 °C. Als Basis für das Kupfersalz kam z. B. Kupferkarbonat in Form von pulverisiertem Malachit, sowie Beimischungen von Alaun und Soda/Natron-Bindemittelgemischen als "Kleber" zum Einsatz. Abbildungen in altägyptischen Gräbern zeigen Goldarbeiter mit Blasrohr vor einem Holzkohlefeuer. Erst später kam die heute bekanntere Technik zum Einsatz, eine bereits vorhandene Legierung als Lotzugabe einzusetzen. Beispiele für diese Lötkunst sind u. a. die ägyptische Goldmaske des Tutanchamuns, ein goldener Dolch der Sumerer, gefunden in Ur in Chaldäa am Ufer des Euphrat (2600 v. Chr.), oder eine goldene Halskette der Etrusker (6 Jh. v. Chr.).
Einteilung der Lötverfahren
 Einteilung der Lötverfahren nach Energieträger
Einteilung der Lötverfahren nach EnergieträgerEntscheidend für die Einteilung ist die Liquidustemperatur des Lotes:
- bis 450 °C: Weichlöten
- ab 450 °C: Hartlöten
- über 900 °C: Hochtemperaturlöten (im Vakuum oder unter Schutzgas; siehe DIN 8505 Teil 2)
Die Anwendung entscheidet über das verwendete Verfahren.
Hartlötverbindungen weisen im Allgemeinen eine geringere Festigkeit auf als Schweißverbindungen, aber fast immer eine höhere als Weichlötverbindungen.
Lote
Als Material zum Erzeugen einer Lötverbindung werden Lote verwendet. Metalllote sind meist Legierungen, die als Lötdraht oder Lotpaste vorliegen. Sie enthalten oft bereits ein Flussmittel. Nach der Lötung verbleibt oft ein Rückstand des Flussmittels auf der Lötstelle.
Vakuumverbindungen (Hochvakuumanlagen oder Elektronenröhren) oder solche mit hohen Reinheitsansprüchen (z. B. Montage von Halbleiterlasern) müssen ohne Flussmittel erfolgen, erfordern daher reine Oberflächen der Fügepartner und müssen unter Schutzgas oder Vakuum ausgeführt werden.
Metallisierte Keramikteile sowie thermisch hoch beanspruchte Edelstähle werden häufig mit Silberlot gelötet.
Glaslot zum Löten von Keramik und Glas wird pastös verarbeitet, es besteht aus Pulver eines besonders niedrig schmelzenden Glases und organischen Zusatzstoffen, die die pastöse Konsistenz einstellen. Die organischen Stoffe verdampfen bzw. pyrolysieren und verbrennen beim Löten vollständig.
Für Wärmetauscher in der Automobilindustrie werden meistens Al-Si-Lote verwendet. Es gibt mehrere Formen von Al-Si-Loten: Plattieren Lot-Ring, usw..
Flussmittel
Damit der oben beschriebene Diffusionsprozess stattfinden kann, müssen alle Metalloberflächen blank und somit frei von Oxiden und Verschmutzungen sein.
Fast ausnahmslos wird unter Lufteinwirkung gelötet. Schon während der Erwärmung der Lötstelle begünstigt der Sauerstoffanteil der Luft eine Oxidation der Oberflächen, die eine zuverlässige und damit erfolgreiche Lötung gefährdet.
Daher wird in solchen Fällen vor dem Lötvorgang ein Flussmittel aufgetragen. Das Flussmittel reduziert (entoxidiert) die Oberfläche beim Löten und soll die erneute Oxidbildung vor und während des Lötvorgangs verhindern, die sonst die Fließ- und Benetzungseigenschaften stark reduzieren würden, und weiterhin um Einschlüsse von Fremdstoffen zu verringern. Ein weiterer Effekt ist das Verringern der Oberflächenspannung des flüssigen Lotes.
Die Art der Flussmittel ist vom Anwendungsgebiet abhängig. Viele Flussmittel müssen nach der Lötung beseitigt werden, da sie sonst korrosiv wirken.
In Spezialfällen oder aus Kostengründen in der Großserienfertigung wird ohne Flussmittel unter Schutzgas oder Vakuum gelötet. Das Schutzgas verhindert die Oxidation und kann auch reduzierend auf vorhandene Oxidschichten wirken.
Wärmeeinbringung
Wärme wird mittels eines Lötkolbens, einer (Gas)Flamme, Heißluft, heißen Dampf, Wärmestrahlung, Laser oder Induktion eingebracht, in manchen Fällen auch durch Ultraschall, Elektronenstrahl oder einen Lichtbogen (Lichtbogenhartlöten).
Löten in der Elektrotechnik/Elektronik
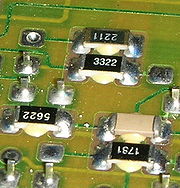
 Lotkegel, der sogenannte hydrostatische Meniskus (hellgrau) hier zwischen einem elektrischen Widerstandsbauelement und einer Leiterplatine
Lotkegel, der sogenannte hydrostatische Meniskus (hellgrau) hier zwischen einem elektrischen Widerstandsbauelement und einer LeiterplatineAm weitesten verbreitet ist das Löten in der Elektrotechnik und Elektronik. Die Lötungen werden dort fast ausschließlich mit Weichlot ausgeführt.
Als Flussmittel werden in der Elektronik normalerweise nur sogenannte säurefreie Flussmittel verwendet, beispielsweise Kolophonium. Dabei bezieht sich der Begriff säurefrei auf die abgekühlte Lötstelle. Während der Lötung spielen die Zersetzungstemperaturen der aktiven Bestandteile eine entscheidende Rolle für die erforderliche und zulässige Temperatur. Auch nicht-saure Flussmittel können durchaus korrosiv wirken.
Bei großflächigen Lötungen werden die zu lötenden Gegenstände vorher typischerweise an der Fügefläche mit Weichlot verzinnt, um Wärmebelastungen der umgebenden Bauteile gering zu halten. Gleichzeitig begünstigt diese Vorarbeit die Benetzung.
In der Elektrotechnik wird heute im großtechnischen Stil vor allem das Schwallbad-Löten, das Reflow-Löten und das Löten mit Heißluft eingesetzt. Trotz zahlreicher anderer Verbindungstechniken (Crimpen, Wire Wrap, Schraubklemmen, Schneidklemmentechnik, Klemmen) erfreut sich das Löten einer weiterhin recht hohen Verbreitung. Die Dimensionen gehen dabei von einigen Zentimetern bis hinunter zu wenigen zehntel Millimetern (bei SMD-Bauteilen wie Widerständen oder Halbleitern).
Lötverfahren
- Lötkolbenlöten
- Tauchlöten
- Wellenlöten/Schwalllöten
- Reflow-Löten
- Lichtlöten
- Induktives Löten
- Widerstandslöten
- Kaltlöten
- Vakuumlöten
- Heißluftlöten
- Laserlöten
- Elektrolöten
- Löten mit offener Gasflamme
- Induktionslöten
- Diffusionslöten
- Einsatz von Lötfolie
Qualität von Lötungen
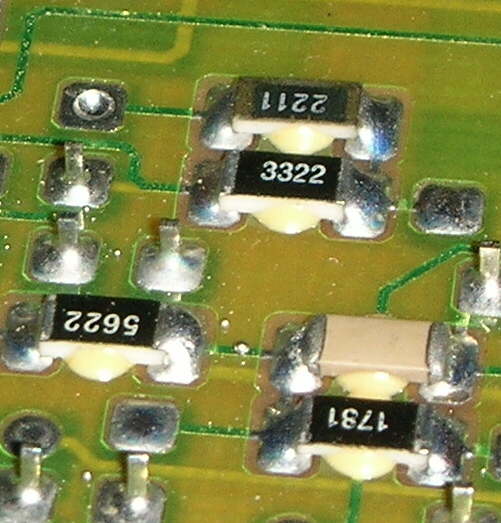
 Montage durch Schwallöten, zu erkennen sind Reste von Lötzinn auf dem Lötstopplack. Die Qualität der eigentlichen Lötstellen ist unterschiedlich.
Montage durch Schwallöten, zu erkennen sind Reste von Lötzinn auf dem Lötstopplack. Die Qualität der eigentlichen Lötstellen ist unterschiedlich.Die Benetzung ist ein wichtiges Kriterium für die erfolgreiche Lötung. Es sollte nur so viel Lot an der Lötstelle verwendet werden, dass die Kontur der Bauteileanschlüsse im Lot sichtbar bleibt. Der Winkel zwischen einem Tropfen des flüssigen Lotes und dem Grundwerkstoff wird Benetzungswinkel genannt. Ein Benetzungswinkel von 0–30° wird als „vollständig bis ausreichend benetzt“, von 30–90° als „teilweise benetzt“ und über 90° als "nicht benetzt" eingestuft. Grundsätzlich sollte der Benetzungswinkel also kleiner als 30° sein.
Ein weiteres Qualitätsmerkmal ist die Sauberkeit der Lötstellen, so sollten zum Beispiel keine Lotreste außerhalb der Lötstellen zu finden sein. Die Lötstellen sollten sauber und gleichmäßig sein, das gilt auch für die Durchkontaktierungen.
Kalte Lötstelle
Ein besonders beim Löten im Elektronikbereich gefürchtetes Phänomen sind die sogenannten Kalten Lötstellen. Bei einer Kalten Lötstelle besteht keine stoffschlüssige Verbindung zwischen Lot und Fügepartner.
Kalte Lötstellen sind oft schwer zu erkennen. Im Gegensatz zu korrekten Lötstellen sehen sie eventuell matt aus (bleihaltige Lote erstarren hochglänzend, bleifreie Lote sind generell matt) oder weisen eine leicht klumpige Oberfläche auf. Weiterhin ist der fehlende Meniskus einer guten Benetzung ein Indiz für eine mangelhafte Lötstelle. Die mechanischen und elektrischen Eigenschaften einer kalten Lötstelle sind mangelhaft. Kalte Lötstellen sind typische Ursachen für Zuverlässigkeitsprobleme in elektronischen Baugruppen.
Kalte Lötstellen können viele verschiedene Ursachen haben:
- Bei Handlötung wurde ein Lot mit weiter Temperaturspanne zwischen der Liquidus- und Solidustemperatur verwendet. Innerhalb dieser Temperaturspanne ist das Lot breiig, schon leichte Erschütterungen begünstigen das Entstehen einer kalten Lötstelle.
- Für Handlötungen empfiehlt sich daher ein Lot, bei der beide Temperaturen zusammenfallen, wie z. B. L-Sn63PbAg mit 178 °C Solidus- und Liquidustemperatur.
- Die Löttemperatur war zu gering – die Lötstelle war zu kalt – wohl der Namensgeber. Es erfolgte keine oder keine vollständige Benetzung.
- Die Löttemperatur war zu hoch. Das Flussmittel hat sich zu schnell zersetzt, bzw. verdampft bevor eine deoxidierende Wirkung einsetzt. Die hohe Temperatur führt zu einer schnellen Oxidation der zu verbindenden Bereiche.
- Beim Abkühlen einer Lötverbindung wurde nicht sichergestellt, dass der gesamte Lötbereich zwischen der Liquidus- und Solidustemperatur erschütterungsfrei bleibt.
- Die zu benetzenden Oberflächen sind wegen Oxidation oder Überlagerung (Durchwachsen der Intermetallischen Phase) nicht mehr benetzbar, so dass das Lot eher formschlüssig eine Art "Verklammerung" darstellt.
Kalte Lötstellen verursachen oft nicht sofort eine elektrische Unterbrechung. Eine kalte Lötstelle hält jedoch nur geringen mechanischen Belastungen stand. Aufgrund dessen können auch kleine Vibrationen oder Erschütterung der Lötstelle als auch Dehnungsbewegungen bei sich erwärmenden Bauteilen zu Funktionsstörungen beitragen. Vibrationen treten zum Beispiel an Leiterbahnen auf: Am Anfang ist die Leiterbahn bzw. der Anschlussdraht noch „fest“ in der kalten Lötstelle eingeschlossen, doch schon bald können die Vibrationen des Leiterdrahtes ein Spiel innerhalb der Lötstelle „hineinschlagen“, der Draht kann sich dann innerhalb der Lötstelle bewegen. Nun kann der innerhalb der Kontaktstelle eine Relativbewegung eintreten, kleine Kontaktunterbrechungen treten auf, es können bei höheren elektrischen Strömen auch Lichtbögen entstehen.
In elektronischen Geräten und Baugruppen führen Kontaktunterbrechungen und -unsicherheiten zu Funktionsstörungen. Die möglicherweise entstehenden Lichtbögen können Verbrennungen innerhalb der Lötstelle erzeugen. Diese Stellen sind dann von einer Ruß- oder Oxidschicht überzogen. Dadurch verschlechtert sich der elektrische Kontakt noch weiter.
Das Auffinden kalter Lötstellen ist oft schwierig, da sie bei mechanischer Bewegung eventuell zunächst wieder für einige Zeit einen Kontakt herstellen. Die Lokalisation kann durch gezielte Erschütterungen oder Kältespray erleichtert werden.
Eventuell müssen mehrere unzuverlässig erscheinende Lötstellen „auf Verdacht“ nachgelötet werden. Kalte Lötstellen verbinden sich nicht mit dem Lötauge.
Lösen von elektrischen Lötverbindungen
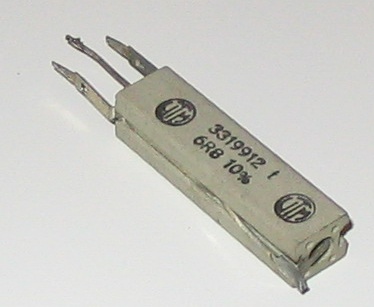
 Leistungswiderstand mit Sicherungslötung (unten rechts)
Leistungswiderstand mit Sicherungslötung (unten rechts)Durch erneutes Erhitzen und damit Verflüssigen des Lotes lassen sich elektrische Lötverbindungen voneinander lösen. Die Lötverbindung gehört trotzdem prinzipiell zu den nichtlösbaren Verbindungen, weil sich die Materialeigenschaften ändern und die Lötstelle selbst beim Entlöten zerstört wird. Meist können aber das Bauelement und das Lötauge der gedruckten Schaltung erneut benutzt werden.
Das Lösen von Lötstellen ist manchmal zur Reparatur und Bauelementaustausch notwendig. Für das Entlöten bzw. Auseinanderlöten gibt es zum Teil spezielle Werkzeuge und Hilfsmittel wie die Lotsaugpumpe oder die Entlötlitze.
Bei starker Erwärmung während des Betriebes einer Baugruppe kann es bei falscher Dimensionierung oder Überlastung auch zu einer unbeabsichtigten Lösung der Lötstelle kommen. Einige Hochlastwiderstände sind mit einer federbelasteten Lötstelle versehen. Erhitzt sich der Widerstand wegen eines Defektes in der angeschlossenen Schaltung (Kurzschluss) stark, öffnet sich die Lötstelle und unterbricht den weiteren Stromfluss.
Bleifreie Elektroniklote
Wegen des Risikos für Gesundheit und Umwelt durch das Blei in Elektronikloten musste dieses bis 1. Juli 2006 im Elektronikbereich ersetzt werden (RoHS DIR 2002/95/EG; Elektronikschrott-Richtlinie WEEE DIR 2002/96/EG). Die Verwendung von Blei und anderen Schwermetallen, wie Cadmium und Quecksilber, ist in Elektro- und Elektronikgeräten untersagt, die ab 1. Juli 2006 neu in Verkehr gebracht werden.
Als Ersatz werden zum Beispiel Legierungen der Gruppe Sn/Ag, Sn/Cu oder Sn/Ag/Cu eingesetzt. Diese haben jedoch meist einen weniger universellen Einsatzbereich und bringen z. T. technische Probleme wie Verspröden und Whiskerbildung mit sich.
Der gravierendste Nachteil dieser neuen Lote ist der um ca. 10–30 K höhere Schmelzpunkt. Gerade in der Bestückung bzw. Verlötung von Baugruppen mit vielen verschiedenen Bauelementen kann dieser erhöhte thermische Stress einige Bauelemente sehr nah an ihre Belastungsgrenze führen. Vermehrte Ausfälle als Folge dieses Fertigungsschritts sind möglich.
Andere Lote haben einen sehr niedrigen Schmelzpunkt, das birgt die Gefahr versehentlichen Schmelzens oder geringerer Lebensdauer. Ein zu niedriger Schmelzpunkt kann auch auftreten, wenn sich bei Reparaturen mit herkömmlichem Lötzinn die Zusammensetzung ändert.
Für unterschiedliche Zwecke müssen unterschiedliche Lote eingesetzt werden. Zum Teil werden diese technologisch schon gut beherrscht.
Löten von Rohren
 Weichgelötete Rohre aus Kupfer
Weichgelötete Rohre aus KupferAuch Kupfer- und Edelstahlrohre werden häufig verlötet. Für die Verbindung und Richtungsänderungen von gas- beziehungsweise flüssigkeitsführenden Leitungen stehen eine Vielzahl von Formstücken, die sogenannten Fittings, zur Verfügung.
Je nach Einsatzzweck ist Hart- oder Weichlöten vorgeschrieben, wobei definitionsgemäß unter 450 °C eine Weichlötung und ab 450 °C eine Hartlötung erfolgt, bei der auch unterschiedliche Lote und Flussmittel Verwendung finden.
Trinkwasserleitungen aus Kupfer müssen bis DN 25 (CU 28·1,5) weichgelötet werden, ab DN 32 (CU 35·1,5) ist Hartlöten erlaubt (DN = Durchmesser nominal). Eine Weichlötung ist bis CU 108 zulässig.
Gas-, Ölversorgungs-, sowie Heizungsleitungen mit Vorlauftemperaturen von über 110 °C müssen immer hartgelötet werden.
Leitungen für Kältemittel, z. B. bei der Installation von Direktverdampfer-Wärmepumpen, müssen unter Stickstoff hartgelötet werden, um eine Zunderbildung im Inneren des Rohres zu verhindern.
Lichtbogenlöten
Das Lichtbogenlöten wird üblicherweise an oberflächenveredelten Feinblechen aus Stahl eingesetzt. Durch die niedrige Schmelztemperatur des Lotes (910–1040 °C) wird eine geringe Schädigung der Beschichtung, sowie eine geringe thermische Belastung der Bauteile erreicht. Die verwendeten Zusatzwerkstoffe sind weitgehend unempfindlich gegen Korrosion. Beim Lichtbogenlöten kommt es zu keiner wesentlichen Aufschmelzung des Grundwerkstoffes und es sind üblicherweise keine Flußmittel erforderlich. Neuerdings wird das Lichtbogenhartlöten (LBHL) in der Solarindustrie für die automatisierte Lötung von Cu-Verteilern und Abgängen eingesetzt. Vorteil ist der geringe Verzug, der geringe Energieaufwand sowie der geringe Lotverbrauch.
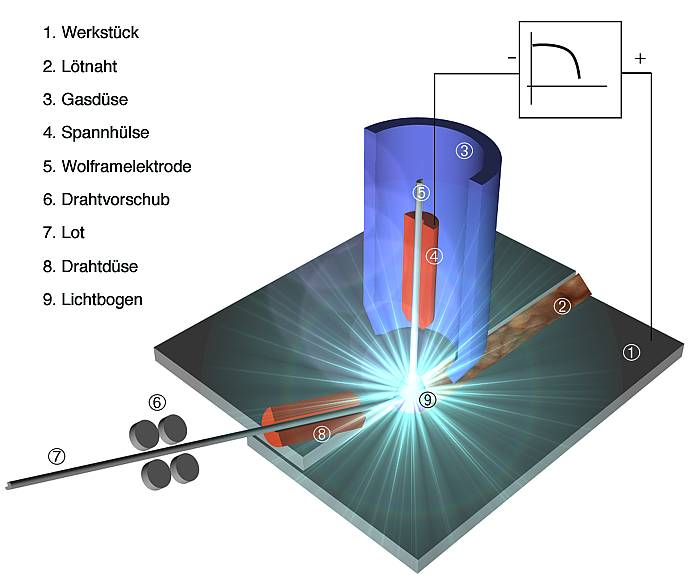
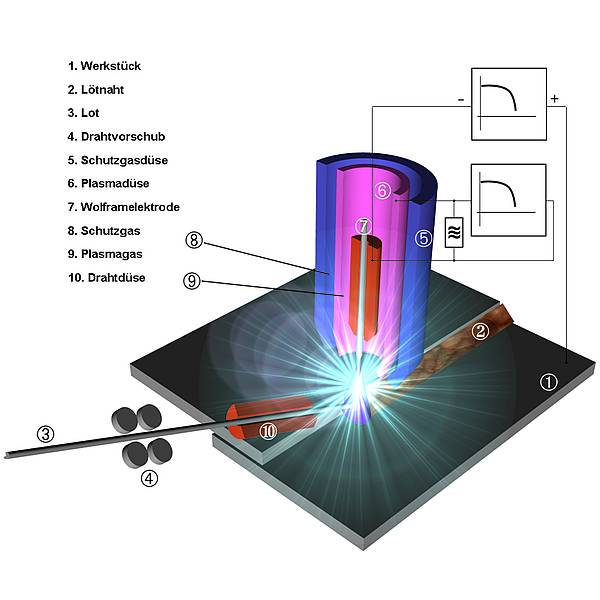
Es werden drei Prozess unterschieden: das Metallschutzgas- (MSG-), das Wolframinertgas- (WIG-) und Plasmalöten. Das MSG-Löten unterscheidet sich vom MIG- oder MAG-Schweißen durch den Einsatz von Drahtelektroden auf Kupferbasis als Zusatz. Es kann in der Kurz- und Impulslichtbogentechnik in allen Positionen eingesetzt werden. Beim WIG-Löten wird stabförmiges (manuell) oder drahtförmiges (mechanisiert) Lot in den Lichtbogen geführt. Wannenlage und Fallnaht sind vorzuziehen. Das Plasmalöten ist dem WIG-Löten ähnlich. Der Lichtbogen wird durch eine Plasmadüse zusätzlich eingeschnürt und erhält dadurch eine höhere Energiedichte. Damit sind schmalere Nähte und eine höhere Lötgeschwindigkeit möglich. Beim Plasmaheißdrahtverfahren wird zusätzliche Energie durch eine Widerstandserwärmung des Zusatzes erzielt. Es ist eine weitere Steigerung der Lötgeschwindigkeit möglich.

Schematische Darstellung MSG-Löten (Quelle: Robert Lahnsteiner, MIG WELD)
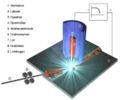
Schematische Darstellung WIG-Löten (Quelle: Robert Lahnsteiner, MIG WELD)

Schematische Darstellung Plasmalöten (Quelle: Robert Lahnsteiner, MIG WELD)
Übliche Zusätze zum Lichtbogenlöten (Auszug aus Tabelle 5 von DVS 0938-1) Bezeichnung, Werkstoffnummer: SG-CuSi3 SG-CuAl8 Schmelzbereich in °C: 910…1025 1030…1040 Streckgrenze Rp 0,2 in N/mm²: >120 180 Zugfestigkeit Rm in N/mm²: 340…460 380…450 Als Grundwerkstoffe können unbeschichtete und metallisch überzogene Stahlfeinblechen bis zu einer Blechdicke von 3 mm eingesetzt werden. Die Beschichtungsdicken sollen 15 μm nicht wesentlich übersteigen. Die dabei verwendeten Lotwerkstoffe werden meist in Drahtform mit einem Durchmesser von 0,8 bis 1,2 mm zugesetzt. Die Drahtelektroden sind auf Spulen mit 15 kg Gewicht oder in Fässern mit 200 kg Inhalt erhältlich.
Um den Arbeitsschutz zu gewährleisten, sind geeignete Arbeitsplatzabsaugungen erforderlich und gegebenenfalls Schutzgasbrenner mit integrierter Absaugung zu verwenden. Es gilt die Unfallverhütungsvorschrift BGV D1. Des Weiteren werden bei Lichtbogenlöten das Schutzgas Argon bzw. Argon mit Beimengungen von Kohlendioxid (wie Tycon 18) oder Sauerstoff eingesetzt, um eine Oxidation der Materialien während des Schweißens zu verhindern.
Die Lichtbogenlötprozesse erlauben das Verbinden von Blechen und Bauteilen mittels Kehl-, Bördel- und I-Naht (vgl. Schweißen). Das Löten an verformten, unter Zugspannung stehenden Konturen ist wegen der Gefahr der Lötrissigkeit zu vermeiden.
MIG-Löten im Kfz-Gewerbe
Das MIG-Löten im Kfz-Gewerbe basiert im Wesentlichen auf der Erkenntnis, dass beim MIG/MAG-Schweißen sehr hohe Temperaturen benötigt werden, die zu einer Gefügeveränderung des Grundwerkstoffes führen können. Damit kann das mechanische Verhalten des in der Wärmeeinflusszone befindlichen Karosseriemetalls bei einem Unfall negativ beeinträchtigt werden. Zur Lösung dieses Problems wird bei einigen Fahrzeugherstellern das MIG-Löten zwingend vorgeschrieben. Hierbei wird z. B. mit einer geringen elektrischen Spannung durch das Karosseriemetall die Lötstelle mit dem Lot (hier eine Kupfer-Silizium-Legierung) erwärmt und nur das Lot zum Schmelzen gebracht. Karosserieteile können auch mit Laserstrahlung verlötet werden. Durch die geringere Arbeitstemperatur weit unterhalb von 1000 °C wird eine Gefügeveränderung des Karosseriemetalls weitestgehend verhindert.
Gefahren beim Löten
 Lötrauchabsaugung
LötrauchabsaugungDie beim Weichlöten in der Elektro- und Elektronikindustrie entstehenden Lötrauche enthalten Schadstoffe. Bedingt durch das Vorhandensein von Flussmittel, das unter anderem Kolophonium, Aminohydrochloride und organische Säuren enthält, ist eine nicht zu unterschätzende Gesundheitsgefährdung gegeben. Atmungsorgane und Augen werden gereizt und geschädigt. Dämpfe können beim Einatmen zu Kopfschmerzen, Ermüdungserscheinungen, Bindehautreizungen u.v.m. führen. Lötrauchabsaugung ist deshalb generell sinnvoll.
Weblinks
- Kurzfassung eines Vortrags: Prof. Dr. Eugen Pfütze: 100 Jahre Schweißtechnik. Anfänge und Entwicklungen der Schweißtechnik
- Umweltfreundlich basteln - Ab Juli 2006 muss bleifrei gelötet werden Telepolis
- Löten für Bastler (Elektronik)
- Das Elektronik-Kompendium, Löten
- Löten, wie geht es richtig?
- Schweissen verbindet. Linde Gas. Abgerufen am 21. Apr. 2009. (Prospekt, Gut illustrierte Darstellungen für den Einsatz von Schutztgasen unter anderem beim Lichtbogenlöten)






Wikimedia Foundation.