- Bessemer-Birne
-
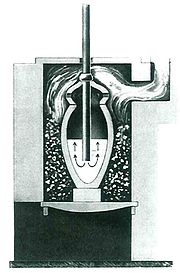 Bessemers Versuchsbirne von 1856
Bessemers Versuchsbirne von 1856 Bessemerbirne (Sheffield)
Bessemerbirne (Sheffield)Die Bessemerbirne ist ein zylinderförmiges feuerfestes Gefäß, mit dem aus Roheisen Stahl erzeugt wird. Das Verfahren wird nach seinem Entwickler Henry Bessemer benannt, der es nach der Mitte des 19. Jahrhunderts in England herausbrachte. Es wird heute nicht mehr angewendet.
In der Bessemerbirne wird Luft oder auch reiner Sauerstoff durch das im Hochofen geschmolzene und sehr kohlenstoffreiche Roheisen geblasen. Der Kohlenstoff und andere Elemente verbrennen zu Kohlenstoffmonoxid, Kohlenstoffdioxid und anderen Oxiden, dadurch steigt die Temperatur der Schmelze weit über die Schmelztemperatur des Roheisens von 1.150 °C mindestens auf die des Stahls, welche bis zu 1.536 °C betragen kann. Wenn der Kohlenstoffgehalt im Eisen unter einen bestimmten Wert gesunken ist, ist aus dem Roheisen Stahl entstanden. Wann die Zusammensetzung der gewünschten entspricht, erkennt der Fachmann an der Flammenfärbung am Austritt der Bessemerbirne.
Die Bessemerbirne ist ein sogenannter bodenblasender Konverter. Damit die Bessemermethode funktioniert, muss das Roheisen phosphor- und schwefelarm sein. Roheisen ohne diese Eigenschaft wird in der Thomasbirne zu Stahl verarbeitet.
Beschreibung der Bessemerbirne
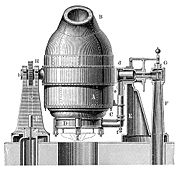 Schematische Darstellung einer Bessemerbirne
Schematische Darstellung einer BessemerbirneBei dem Bessemerprozess benutzt man einen Ofen mit beweglicher Birne (Konverter, Retorte). Diese Bessemerbirne A mit Hals B besteht aus Eisenblech und ist mit feuerfesten Ziegeln ausgekleidet. Diese Ziegel werden für den sauren Prozess aus Quarzit, Tonstein und geringen Mengen feuerfesten Tons hergestellt und gebrannt. Für den basischen Prozess bereitet man Steine aus gebranntem und gemahlenem Dolomit mit entwässertem Teer, indem man die Masse in hydraulischen Pressen einem starken Druck aussetzt. Bisweilen werden die Steine auch in eisernen Formen gestampft und dann geglüht.
Das Bodenstück C ist entweder an dem Hauptkörper A fest angenietet, oder kann davon abgenommen werden, um voll feuerfesten Materials gestampft zu werden, in dem man konische Öffnungen zur Aufnahme von sieben Tonformen lässt, deren jede wieder 7–13 zylindrische Kanäle (Düsen) von 9–12 mm Durchmesser zur Windzuführung hat. Mittels eines hydraulischen Kolbens k wird der auf Rollen laufende Windkasten D unter dem Boden der Birne angedrückt. Die Birne ist in Zapfen a und b aufgehängt, die auf einem Gestell E ruhen. Die Gebläseluft strömt aus der Windleitungsröhre F durch die Röhre c in einen Raum zwischen dem Zapfen a und der auf dem Ständer E ruhenden Hülse d und begibt sich durch das Rohr e in den damit durch einen Bügel f verbundenen Windkasten D, aus dem der Wind durch die Düsen in die Birne gelangt.
Die Regulierung des Windes geschieht von einem Arbeiter mittels eines Ventils an der Windleitungsröhre, oder der Windzutritt reguliert sich beim Kippen des Apparats von selbst mittels eines exzentrischen Ringes auf dem Zapfen a, der beim Drehen einen Hebelarm hebt und senkt und damit auch ein über der Röhrenmündung F in G befindliches, durch ein Gewicht niedergehaltenes Ventil. Die Bewegung der Birne A geschieht durch eine Kippvorrichtung mittels Zahnrades H, in das eine von dem Kolben einer hydraulischen Presse bewegte Zahnstange g eingreift.
Bei großen Birnen wendet man zu diesem Betrieb auch Dampfkraft, bei kleinen Handkurbeln an. Kleinere Birnen fassen bis 1000, größere bis zu 8.000 kg; eine solche zum Beispiel von 5.000–6.000 kg Inhalt hat im mittleren Teil 1,5–2 m Durchmesser und 0,8−1 m Höhe.
Das Bessemerverfahren
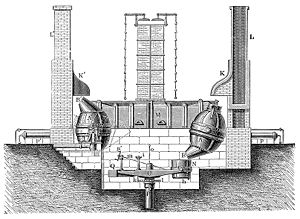 Bessemeranlage
BessemeranlageMan lässt das Roheisen direkt aus einem Hochofen oder aus einem Kupolofen in einer Rinne durch den Hals der Birne A´ einfließen und kippt diese dann auf bei gleichzeitiger automatischer Anlassung des Windes. Der Hals B´ der Birne A´ befindet sich dann unter einem mit der Esse L´ in Verbindung stehenden Schirm K´.
Nach vollendeter Entkohlung lässt man in einem Kupol- oder Flammofen M eingeschmolzenes Spiegeleisen durch den Hals einlaufen oder setzt glühendes Ferromangan oder Siliziumeisen zu, richtet die Birne nochmals auf, bläst, wenn erforderlich, noch 2–3 Sekunden und lässt dann bei abgestelltem Wind 5–10 Minuten ruhig stehen, damit absorbierte, blasige Güsse erzeugende, Gase entweichen können.
Hierauf wird die Birne A geneigt und ihr Inhalt in die Gießpfanne N entleert, die sich am Ende des Balanciers O eines hydraulischen Kolbens P befindet, der gehoben und gesenkt werden kann. Q ist ein Gegengewicht am anderen Ende des Balanciers, das je nach dem Inhalt der Gießpfanne N verschoben wird. Zur Füllung der im Halbkreis um den Kran stehenden eisernen Formen wird ein Stopfen h aus einer Öffnung im Boden der Pfanne gezogen und diese mittels Bewegung des Balanciers im Halbkreis über die Formen geführt, indem der Arbeiter durch eine Einrückvorrichtung bei i das Getriebe k in das Zahnrad l eingreifen lässt.
Das Kippen der Gießpfanne N behufs ihrer Reinigung geschieht mittels der Stange m durch Drehung bei n´; o Blechwand zum Schutz des die Kurbelscheiben i und n´ drehenden Arbeiters; p p´ Lager für die Presszylinder der hydraulischen Maschine, die zur Bewegung der Kippvorrichtung dient.
Weitere Methoden der Stahlherstellung
Die Bessemerbirne wird heute nicht mehr verwendet. Das Verfahren wurde noch im 19.Jahrhundert durch das Thomas-Verfahren optimiert und später durch den aufblasenden Konverter im LD-Verfahren ersetzt. Daneben gibt es weitere Methoden zur Stahlgewinnung: in Lichtbogenöfen und in Siemens-Martin-Öfen.

Dieser Artikel basiert auf einem gemeinfreien Text („public domain“) aus Meyers Konversations-Lexikon, 6. Auflage von 1902–1908. Der Wissensstand von damals kann inzwischen überholt sein. Wenn du der Meinung bist, dass der Text den aktuellen Wissensstand zu diesem Thema widerspiegelt, dann kann dieser Hinweis aus dem Artikel entfernt werden.




Wikimedia Foundation.