- Elektrodenschweissen
-
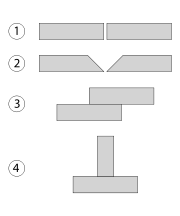 Stoßarten:
Stoßarten:
1. Stumpfstoß, z. B. für I-Naht
2. Stoß für V-Naht
3. Überlappungsstoß, z. B. für Punktnaht)
4. T-Stoß für Kehlnaht Elektroden-Schweißnaht vor und nach der Bearbeitung mit Schlackenhammer und Drahtbürste (von links)
Elektroden-Schweißnaht vor und nach der Bearbeitung mit Schlackenhammer und Drahtbürste (von links) Fahrzeug mit Ausrüstung zum Schweißen im Außenbereich (links:„Schweißzelt“) / hier beim Bau einer Erdgas-Pipeline
Fahrzeug mit Ausrüstung zum Schweißen im Außenbereich (links:„Schweißzelt“) / hier beim Bau einer Erdgas-PipelineUnter Schweißen versteht man (gemäß EN 14610 und DIN 1910-100) das unlösbare Verbinden von Bauteilen unter Anwendung von Wärme oder Druck – mit oder ohne Schweißzusatzwerkstoffen. Im Gegensatz zum Löten wird dabei die Liquidustemperatur der Grundwerkstoffe überschritten.
Der Terminus Verschweißung für eine dauerhafte oder temporäre Verbindung größerer Teile wird auch in der Tribologie (Festfressen von Gleitflächen) und in der Geologie (Plattentektonik) verwendet.
Zweck des Schweißens
Bei der Begriffsbestimmung wird nach dem Zweck des Schweißens zwischen der Verbindungs- und Auftragsschweißung unterschieden. Verbindungsschweißen ist das Zusammenfügen (DIN 8580) von Werkstücken,mit z. B. einer Rohrlängsnaht. Auftragsschweißen ist das Beschichten (DIN 8580) eines Werkstückes durch Schweißen. Sind der Grund- und der Auftragswerkstoff artfremd, wird unterschieden zwischen Auftragsschweißen von Panzerungen, Plattierungen und von Pufferschichten.
Schmelzschweißen ist Schweißen bei örtlich begrenztem Schmelzfluss ohne Anwendung von Kraft mit oder ohne gleichartigem Schweißzusatz (ISO 857-1). So kann man unter anderem Metalle, Thermoplaste oder Glas verschweißen.
Besonders häufig werden Schmelzschweißverfahren für metallische Werkstoffe angewendet, jedoch auch für Glas (bei Gebrauchsprodukten oder bei Glasfasern in der Nachrichtentechnik) sowie für thermoplastische Kunststoffe. Die Verbindung erfolgt je nach Schweißverfahren mit einer Schweißnaht oder einem Schweißpunkt, beim Reibverschweißen auch flächig. Die zum Schweißen notwendige Energie wird von außen zugeführt.
Der Begriff Bahnschweißen wird bei Verwendung von Robotern fürs automatisierte Schweißen verwendet.
Einfluss der Schweißung auf den Grundwerkstoff
Das Material kann nach dem Schweißen und dem Abkühlen nachteilige Eigenschaften aufweisen (Aufhärtung, Versprödung), was durch Materialwahl, Atmosphäre und Verfahren vermieden werden muss.
Schweißbarkeit des Stahls
Beim Schmelzschweißen von Stahl ist zu beachten, dass nur bei einfachen Stählen mit einem Kohlenstoffgehalt bis 0,22 % C (Festigkeit 500 N/mm²) ohne weiteres dauerhafte Schweißverbindungen zustande kommen. Bei vielen höherfesten und legierten Stählen sind, um Rissbildung und Brüchen vorzubeugen, Zusatzmaßnahmen erforderlich, z. B. Vorwärmen, langsames Abkühlen, Anlassen, Spannungsarmglühen, oder es müssen spezielle Schweißverfahren angewendet werden.
Feuerschweißen
 Schmiedefeuer, unverzichtbar zum Feuerschweißen
Schmiedefeuer, unverzichtbar zum FeuerschweißenDas Feuerschweißen ist die älteste bekannte Schweißmethode. Dabei werden die zu verbindenden Metalle im Feuer unter Luftabschluss in einen teigigen Zustand gebracht und anschließend durch großen Druck, zum Beispiel durch Hammerschläge, miteinander verbunden. Diese dürfen anfangs nicht zu stark sein, da sonst die zu verbindenden Teile wieder auseinander geprellt werden. Im Gegensatz zu den meisten anderen Schweißmethoden wird der Stahl hierbei nicht aufgeschmolzen. Luftabschluss ist nötig, damit die Oberflächen bei Schweißtemperatur (1200 bis 1300 °C) nicht oxidieren. Ursprünglich wurde Luftabschluss durch feinkörnigen Flusssand erreicht, wobei es schwierig war, einen solchen Sand mit dem richtigen Schmelzpunkt zu finden. Heutzutage benutzt man Borax, welches sich wie eine flüssige Haut über die Stahlteile legt und diese dadurch vor Oxidangriff schützt. Mit Feuerschweißen wurden früher vom Schmied unter anderem Waffen geschmiedet, zum Beispiel Dolche und Schwerter aus Damaszener Stahl.
Gasschmelzschweißen
 Autogenschweißen
AutogenschweißenDas Gasschmelzschweißen nach DIN ISO 857-1 (Kurzzeichen G), auch Gasschweißen oder Autogenschweißen genannt, wird mit Hilfe einer Flamme eines Acetylen-Sauerstoffgemisches betrieben. Die Temperatur der Flamme beträgt dabei etwa 3150 °C und erwärmt die Werkstoffflanken bis sie schmelzflüssig werden und ineinander fließen. Ist eine Fuge zu füllen oder eine Schweißraupe auszubilden, so ist ein Schweißdraht als Zusatzwerkstoff zu verwenden. Die Gasflamme schirmt das Schweißbad gegenüber der umgebenden Atmosphäre gut ab, daher eignet sich das Gasschmelzverfahren sowohl für Schweißarbeiten im Werk als auch auf der Baustelle. Durch den großen Wärmeeinflussbereich wird ein hoher Verzug am Werkstück hervorgerufen. Das relativ langsame Verfahren eignet sich zum Schweißen dünner Bleche und einiger NE-Metalle sowie Reparatur- und Auftragsschweißung. Besonders im Heizungs-, Installations- und Rohrleitungsbau ist dieses Verfahren verbreitet.
Lichtbogenhandschweißen nach EN ISO 4063:2000-04
 Lichtbogenschweißer bei der Arbeit
Lichtbogenschweißer bei der ArbeitDas Lichtbogenhandschweißen, kurz E-Handschweißen genannt, ist eines der ältesten elektrischen Schweißverfahren für metallische Werkstoffe, welches heute noch angewandt wird. Nikolai Gawrilowitsch Slawjanow ersetzte 1891 die bis dahin zum Lichtbogenschweißen üblichen Kohleelektroden durch einen Metallstab, der gleichzeitig Lichtbogenträger und Schweißzusatz war. Da die ersten Stabelektroden nicht umhüllt waren, war die Schweißstelle nicht vor Oxidation geschützt. Deshalb waren diese Elektroden schwierig zu verschweißen.
Der elektrische Lichtbogen, der zwischen einer Elektrode und dem Werkstück brennt, wird als Wärmequelle zum Schweißen genutzt. Durch die hohe Temperatur des Lichtbogens wird der Werkstoff an der Schweißstelle aufgeschmolzen. Gleichzeitig schmilzt die Stabelektrode als Zusatzwerkstoff ab und bildet eine Schweißraupe. Zur Erzeugung kann Gleichstrom oder Wechselstrom verwendet werden.
Als Schweißstromquellen (Schweißaggregate) dienen Schweißtransformatoren (Streufeldtransformatoren) mit oder ohne Schweißgleichrichter, Schweißumformer (zum Beispiel bei Arbeiten an Stadtbahn-Schienen, betrieben aus deren Oberleitung) oder Schweißinverter (stromgeregelte Schaltnetzteile).
Stabelelektroden werden als Zusatzwerkstoff beim Lichtbogenschweißen verwendet. Für jede Schweißarbeit gibt es geeignete Elektroden, z. B. für Verbindungs- und Auftragsschweißungen. Aufschluss über die Art, Eigenschaften und Verwendbarkeit einer Elektrode gibt die Elektroden-Kurzbezeichnung, die auf jeder Elektrodenpackung aufgedruckt ist. Die Umhüllung der Elektrode entwickelt beim Abschmelzen Gase, die außer einer Lichtbogenstabilisierung den flüssigen Werkstoffübergang im Lichtbogen von den Einflüssen der umgebenden Luft abschirmen und den Abbrand von Legierungsbestandteilen mindern. Außerdem bildet die abschmelzende Umhüllung Schlacke. Diese ist leichter als flüssiger Stahl und wird auf die Schweißnaht geschwemmt. Dadurch werden eine langsame Abkühlung und somit geringere Schrumpfspannungen erreicht.
Durch Elektronenbeschuss heizt sich die Anode (positiver Pol) stärker auf und positive Metallionen strömen von dort zum Werkstück. Deshalb betreibt man verzehrende Elektroden meist als Anoden gegenüber dem Werkstoff als negativen Pol. Beim WIG-Verfahren ist die Elektrode jedoch negativ gepolt, um den Abtrag gering zu halten.
Lichtbogenschweißen wird im Hochbau (Brückenträger), aber auch in der Feinmechanik angewandt. Dabei gilt: Je dünner das Material, desto aufwändiger die Ausrüstung, da die niedrigen Stromstärken (um Materialien unter 1 mm Wandstärke nicht durchzubrennen) eine deutlich aufwändigere Regelung erfordern.
Für die Gefährdungsbeurteilung sind alle Inhaltsstoffe des Schweißrauches zu beachten, u. a. Titandioxid, Fluoride, Magnesiumoxid, Calciumoxid, Eisenoxide und dessen Legierungsbestandteile wie Nickel, Cobalt, Chrom und Mangan. Wenn möglich ist auf Schutzgasschweißen (s. u.) auszuweichen, denn durch die fehlende Ummantelung der Elektrode werden weniger Chromate freigesetzt.
In Deutschland müssen die TRK-Werte beachtet werden (giftige Chromate, Nickelverbindungen, Mangan und Fluoride). Die anderen Bestandteile sind belastend und entsprechend (TRGS403, MAK-Werte) zu beurteilen. Untersuchungsgrundsatz G39
Schutzgasschweißen (SG) nach ISO 857-1:2002-11
Metallschutzgasschweißen (MSG)/(MIG/MAG)
 Schutzgasschweißen
Schutzgasschweißen Metallschutzgasschweißen
Metallschutzgasschweißen
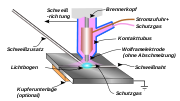
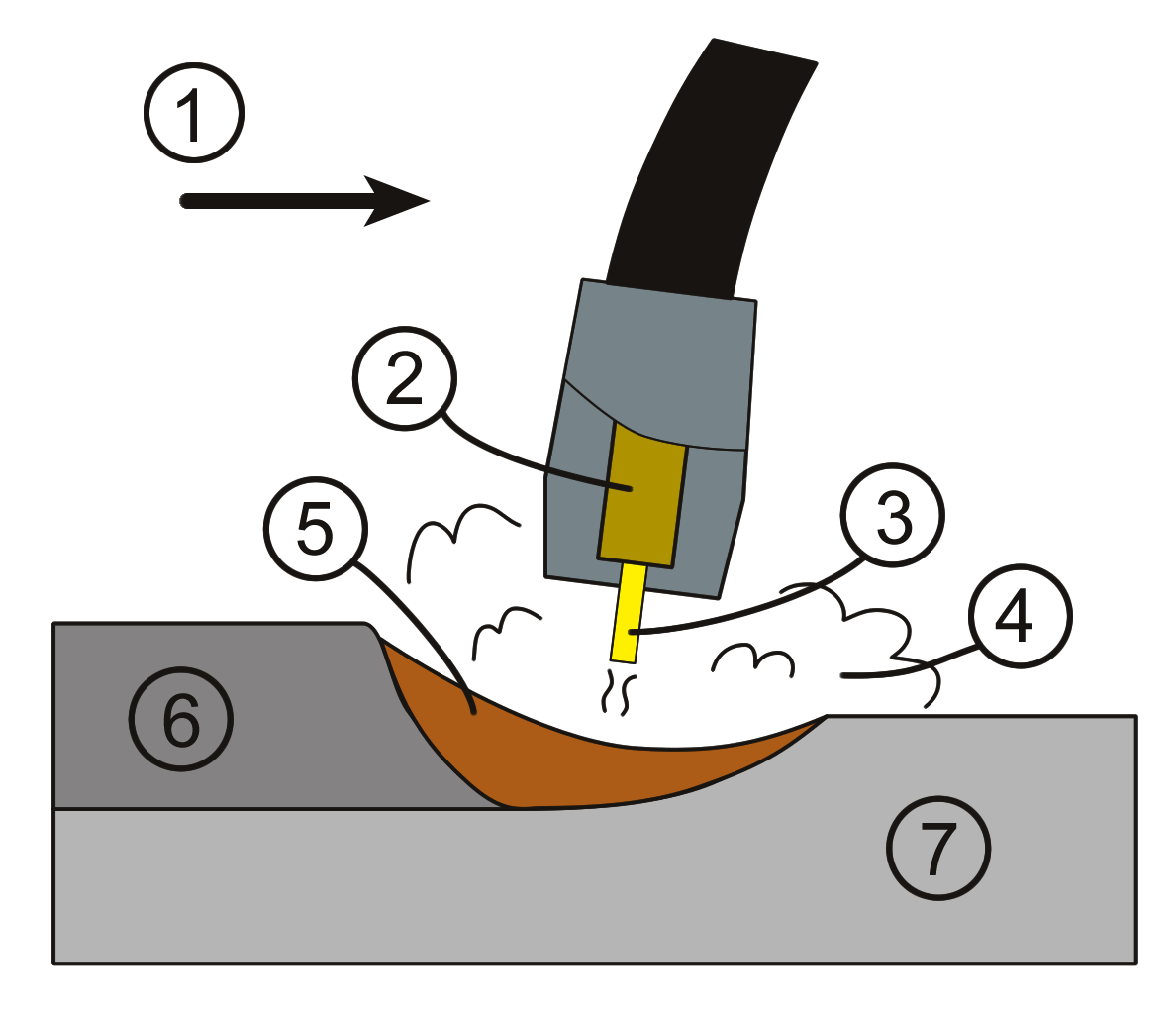
1. Vorschubrichtung
2. Kontakthülse
3. Schweißdraht
4. Schutzgas
5. Schmelzgut
6. Schweißraupe
7. GrundmaterialDas MIG/MAG-Schweißen ist eines der jüngeren Lichtbogenschweißverfahren. Es stammt aus den USA, wo es 1948 zuerst angewandt wurde. Kurze Zeit später kam es nach Europa. Es wurde zuerst nur mit inerten Gasen oder mit Argon, das nur geringe Mengen an aktiven Bestandteilen (z. B. Sauerstoff) enthielt, angewandt und hieß deshalb abgekürzt SIGMA-Schweißen („shielded inert gas metal arc“). Die Sowjetunion verwendete dann ab 1953 anstelle der teuren Inertgase wie Argon oder Helium ein aktives Gas zum Schweißen, nämlich Kohlendioxid (CO2). Dies war nur möglich, weil inzwischen auch Drahtelektroden entwickelt wurden, die den beim Aktivgasschweißen höheren Abbrand von Legierungselementen ausglichen.
MIG/MAG (Metall-Inert-Gas; reaktionsträge Gase)/(Metall-Aktiv-Gas; aktive Gase) ist ebenfalls ein Lichtbogenschweißverfahren, bei dem der abschmelzende Schweißdraht von einem Motor in veränderbarer Geschwindigkeit kontinuierlich nachgeführt wird. Gleichzeitig wird der Schweißstelle über eine Düse das Schutz bzw. Mischgas mit ca. 10 l/min (Faustformel: Schutzgas-Volumenstrom 10 l/min pro mm Schweißdraht-Durchmesser) zugeführt. Dieses Gas schützt das flüssige Metall unter dem Lichtbogen vor Oxidation, welche die Schweißnaht schwächen würde.
MIG bedeutet Metall-Inertgasschweißen. Hierbei wird kein Aktivgas, sondern nur ein Inertgas (in der Regel Argon, aber auch Helium) zugeführt, um den Luftsauerstoff von der Schweißnaht fernzuhalten. Diese Schutzgase werden benötigt, um hochlegierte Stähle, NE-Metalle und Al-Legierungen zu schweißen.
Beim Metall-Aktivgasschweißen (MAG) wird entweder mit reinem CO2 oder einem Mischgas aus CO2, Argon und O2 gearbeitet, um die Schweißverbindung entsprechend den besonderen technologischen Erfordernissen zu beeinflussen. Das MAG-Schweißverfahren wird bei un- und höher legierten Stählen eingesetzt.
Wolfram-Inertgasschweißen (WIG, engl. TIG)
Das Wolfram-Inertgasschweißen (WIG-Schweißverfahren) stammt aus den USA und wurde dort 1936 unter dem Namen Argonarc-Schweißen bekannt. Erst nach dem 2. Weltkrieg wurde es in Deutschland eingeführt. In englischsprachigen Ländern heißt das Verfahren TIG nach dem englischen „Tungsten“ für Wolfram. Das Verfahren zeichnet sich gegenüber anderen Schmelzschweißverfahren durch eine Reihe von interessanten Vorteilen aus. Beispielsweise ist es universell anwendbar: wenn ein metallischer Werkstoff überhaupt schmelzschweißgeeignet ist, dann lässt er sich mit diesem Verfahren fügen. Zum anderen ist es ein sehr „sauberes“ Verfahren, das kaum Spritzer und nur wenig Schadstoffe erzeugt und bei richtiger Anwendung eine qualitativ hochwertige Schweißverbindung gewährleistet. Ein besonderer Vorteil des WIG-Schweißens ist auch, dass hier gegenüber anderen Verfahren, die mit abschmelzender Elektrode arbeiten, die Zugabe von Schweißzusatz und die Stromstärke entkoppelt sind. Der Schweißer kann deshalb seinen Strom optimal auf die Schweißaufgabe abstimmen und nur so viel Schweißzusatz zugeben, wie gerade erforderlich ist. Dies macht das Verfahren besonders geeignet zum Schweißen von Wurzellagen und zum Schweißen in Zwangslagen. Durch den verhältnismäßig geringen und kleinräumigen Wärmeeintrag besteht auch nur wenig Neigung der Werkstücke, sich beim Schweißen zu verziehen. Die genannten Vorteile haben dazu geführt, dass das Verfahren sich besonders gut eignet für Schweißungen von Luft- und Raumfahrtgeräten, Bauteile der Kerntechnik sowie für den chemischen Anlagen- und Apparatebau.
 WIG-Schweißen
WIG-SchweißenDie WIG-Schweißanlage besteht aus einer Stromquelle, die in den meisten Fällen auf Gleich- oder Wechselstromschweißen geschaltet werden kann, und einem Schweißbrenner, der mit der Stromquelle durch ein Schlauchpaket verbunden ist. Im Schlauchpaket befinden sich die Schweißstromleitung, die Schutzgaszuführung, die Steuerleitung und bei größeren Brennern der Zu- und Rücklauf des Kühlwassers.
Es gibt zwei Arten, den Lichtbogen zu zünden, die Kontakt- und die Hochfrequenzzündung:
- Bei der Kontaktzündung (Streich- oder Anreißzündung) wird ähnlich dem Elektrodenschweißen die Wolframelektrode kurz auf das Werkstück getippt und somit ein Kurzschluss erzeugt. Nach dem Abheben der Elektrode vom Werkstück brennt der Lichtbogen zwischen Wolframelektrode und Werkstück. Ein großer Nachteil dieses Verfahrens ist, dass bei jedem Zünden etwas Material vom Werkstück an der Wolframelektrode hängenbleibt. Durch die hohen Temperaturen an der Spitze der Elektrode bildet sich eine „Wolfram-Werkstück-Legierung“ die bei diesen Temperaturen flüssig ist, wodurch die nadelscharfe Spitze anschmilzt. Dadurch sind feine Schweißnähte mit diesem Verfahren nur schwierig durchführbar.
- Bei der Hochfrequenzzündung wird mit Hilfe eines Hochfrequenzzünders, der eine hohe Spannung auf die Wolframelektrode gibt, das Gas zwischen Elektrode und Werkstück ionisiert, wodurch der Lichtbogen gezündet wird. Der Hochfrequenzzünder hat eine ungefährliche Stromstärke.
Als Schutzgas werden die inerten Gase Argon, Stickstoff, Helium oder ein Gemisch daraus verwendet. Weitere Gase wie Wasserstoff oder Stickstoff können ebenfalls zugesetzt sein. (Argon 4.6 = 99,996 % Argon), (Argon 4.8 = 99,998 % Argon), (Helargon = 10 % Helium, 40 % Argon, 50 % Stickstoff) (Arcal10 = 10 % Wasserstoff, 40 % Argon, 50 % Stickstoff).
Bei der WIG-Schweißung unterscheidet man das Gleichstrom- und Wechselstromschweißen. Das Gleichstromschweißen wird vorwiegend zum Schweißen von legierten Stählen und NE-Metallen und deren Legierungen eingesetzt, wobei die Wolframelektrode auf dem Minuspol liegt. Das Wechselstromschweißen wird meist zum Schweißen von Leichtmetallen eingesetzt. In Sonderfällen werden Leichtmetalle auch mit Gleichstrom und mit einer positiven Elektrode geschweißt. Dabei werden Spezialschweißbrenner mit einer sehr dicken Wolframelektrode und als Schutzgas Helium verwendet. Nötig ist die Pluspolung der Wolframelektrode bei Leichtmetallen, da diese zumeist eine harte Passivierungsschicht mit sehr hohem Schmelzpunkt (Aluminiumoxid, Magnesiumoxid) auf ihrer Oberfläche gebildet haben. Diese Passivschicht wird durch die Minuspolung des Werkstücks zerstört, da das Werkstück nun als Elektronen emittierender Pol fungiert und negative Sauerstoffionen abgeführt werden.
WIG-Impulsschweißen
Eine Weiterentwicklung des WIG-Schweißens ist das Schweißen mit pulsierendem Strom. Dabei pulsiert der Schweißstrom zwischen einem Grund- und Impulsstrom mit variablen Frequenzen, Grund- und Impulsstromhöhen und -breiten. Die Pulsfrequenz, die Impulsbreite und die Impulshöhe sind getrennt voneinander einstellbar. Das WIG-Pulsen mit variablem Stromverlauf kann nur mit einer besonderen Schweißanlage (Schweißinverter) durchgeführt werden. Die fein dosierbare Wärmeeinbringung beim WIG-Impulsschweißen ermöglicht eine gute Spaltüberbrückung, eine gute Wurzelschweißung und ein gutes Schweißen in Zwangslagen. Schweißnahtfehler am Nahtanfang und Nahtende, z. B. beim Rohrschweißen, werden vermieden.
Bei allen Beschreibungen handelt es sich um manuelles oder teilmechanisiertes WIG-Schweißen mit Zusatzwerkstoff vorwiegend ø 1,6 mm. Beim Impulsschweißen von Leichtmetallen (namentlich: AA6061) kann ein Anschmelzen an der Oberfläche erzielt werden und somit bei dünnen Blechen <1.0 mm Durchschmelzungen verhindert werden. Vor allem bei Kehlnähten wird die Ecke eher erfasst als beim Standardschweißen mit konstantem Strom. Es wurden auch Bleche mit einer Dicke von 0,6 mm einwandfrei stumpfgeschweißt, da die Stabilität des Lichtbogens sowie die konzentrierte Wärmeeinbringung ein kleines definiertes Schmelzbad erlauben. Das Heften stellt das Hauptproblem dar, wenn ein Spalt vorhanden ist und so wurzelseitig Sauerstoff Zutritt hat. Der Einfluss der Wolframelektrodenlegierung und die Zusammensetzung des Schutzgases ist wichtig; diese Parameter beeinflussen den Prozess wesentlich.
Die BGI 746 (Umgang mit thoriumoxidhaltigen Wolframelektroden beim Wolfram-Inertgasschweißen (WIG)) enthält Hinweise zum sicheren Umgang mit thoriumoxidhaltigen Wolframelektroden für das Wolfram-Inertgasschweißen und beschreibt die notwendigen Schutzmaßnahmen, die ergriffen werden müssen, um mögliche Gefährdungen beim Umgang mit diesen Elektroden auszuschließen oder auf ein vertretbares Maß zu minimieren.
Plasmaschweißen (Wolfram-Plasmaschweißen)
Beim Plasmaschweißen dient ein Plasmastrahl als Wärmequelle. Plasma ist ein durch einen Lichtbogen hocherhitzes elektrisch leitendes Gas. Im Plasmabrenner wird durch Hochfrequenzimpulse das durchströmende Plasmagas (Argon) ionisiert und ein Hilfslichtbogen (Pilotlichtbogen) gezündet. Dieser brennt zwischen der negativ gepolten Wolframelektrode und der als Düse ausgebildeten Anode und ionisiert die Gassäule zwischen Düse und plusgepoltem Werkstück. Ein berührungsloses Zünden des Lichtbogens ist dadurch möglich. Der für das Schweißen verwendete, sogenannte übertragene Lichtbogen (Plasmastrahl) wird von einem Schutzgasmantel z. B. aus einem Gasgemisch von Argon mit 5 bis 7 % Wasserstoff umgeben, der die Schmelze vor Oxidation schützt und den Lichtbogen stabilisiert. Die Einengung des Plasmas durch die wassergekühlte Kupferdüse zu einer fast zylindrischen Gassäule ergibt eine höhere Energiekonzentration als beim WIG-Schweißen, wodurch höhere Schweißgeschwindigkeiten möglich sind. Der Verzug und die Spannungen sind daher geringer als beim WIG-Schweißen. Durch den noch bei geringsten Stromstärken (weniger als 1 A) stabil brennenden Plasmalichtbogen und die Unempfindlichkeit bei Abstandänderungen der Düse zum Werkstück wird das Verfahren auch in der Mikroschweißtechnik eingesetzt. Mit dem Mikroplasmaschweißverfahren (Schweißstrombereich 0,5-15 A) können Bleche mit 0,1 mm noch geschweißt werden. Das Plasma-Stichloch- oder -Schlüsselloch-Schweißen wird ab einer Blechdicke von 3 mm eingesetzt und kann in Abhängigkeit vom zu verschweißenden Werkstoff bis zu einer Dicke von 10 mm für das einlagige Schweißen ohne Nahtvorbereitung angewendet werden. Hauptanwendungsgebiete sind der Behälter- und Apparatebau, der Rohrleitungsbau und die Raumfahrt.
Arcatom-Schweißen
Arcatom-Schweißen (auch Lichtbogenschweißen genannt) ist ein von Irving Langmuir im Jahre 1924 erfundenes Verfahren, das die Rekombinationsenergie von atomarem Wasserstoff zum Schweißen benutzt.
Dafür wird normales (molekulares) Wasserstoffgas durch einen Lichtbogen zwischen zwei Wolframelektroden (Langmuir-Fackel) in die Richtung der Schweißstelle geblasen, wobei atomarer Wasserstoff entsteht. An dem zusammenzuschweißenden Metall bildet sich wieder molekularer Wasserstoff unter Abgabe großer Energien auf eine kleine Fläche:

- Zwei H-Atome reagieren zu einem H2-Molekül und setzen dabei Energie frei.
Dabei können Temperaturen bis zu 4000 °C entstehen. Das bearbeitete Metall ist dabei von Wasserstoff umgeben und kann in diesem als Schutzgas wirkenden Medium auch nicht oxidieren.
WIG-Orbitalschweißen
Der Begriff Orbitalschweißen ist eine Abwandlung aus dem lateinischen Wort orbis = der Kreis. Die Wortverbindung Orbital und Schweißen soll damit einen Prozess bezeichnen, bei dem der Lichtbogen um einen feststehenden Rundkörper (meist Rohr) geführt wird. Der Ausdruck Orbitalschweißen ist grundsätzlich kein exakt definierter Begriff, wird aber allgemein nur für solche Abläufe benutzt, bei denen sich der Lichtbogen mindestens 360° ohne Unterbrechung um das zu verschweißende Werkstück bewegt. Rein schweißtechnisch gehört das Orbitalschweißen in die Rubrik teilmechanisiertes (WIG-)Schweißen. Da wegen der guten Kontrollierbarkeit des Schmelzbades dieser Prozess praktisch nur mit dem WIG-Verfahren ausgeführt werden kann, gelten natürlich auch nahezu alle für das WIG-Schweißen relevanten Regeln wie z. B. Auswahl der Gase, Sauberkeit, Verschweißbarkeit bestimmter Werkstoffe oder aber auch Erzielbarkeit mechanischer Gütewerte. Orbitalschweißen wird heute überall dort eingesetzt, wo sehr hohe Qualitätsansprüche an die Schweißnaht gestellt werden. Diese Ansprüche beschränken sich aber nicht nur auf Festigkeit bzw. Röntgensicherheit, sondern vor allem auch auf die Ausbildungsform der Naht. So ist die flache, gleichmäßige und mit geringer Rauhigkeit erzielbare Wurzel für viele Anwender primäres Kriterium zum Einsatz des Verfahrens. Es wird deshalb heute bevorzugt in folgenden Bereichen eingesetzt:
- Chemie
- Pharmazie
- Lebensmitteltechnik
- Biotechnik
- Reinstwasseranlagen
- Halbleiterindustrie
- Luft- und Raumfahrt
- Automobiltechnik
- Pipelinebau
Widerstandsschweißen
Siehe auch ausführlichen, eigenständigen Artikel Widerstandsschweißen
Punktschweißen
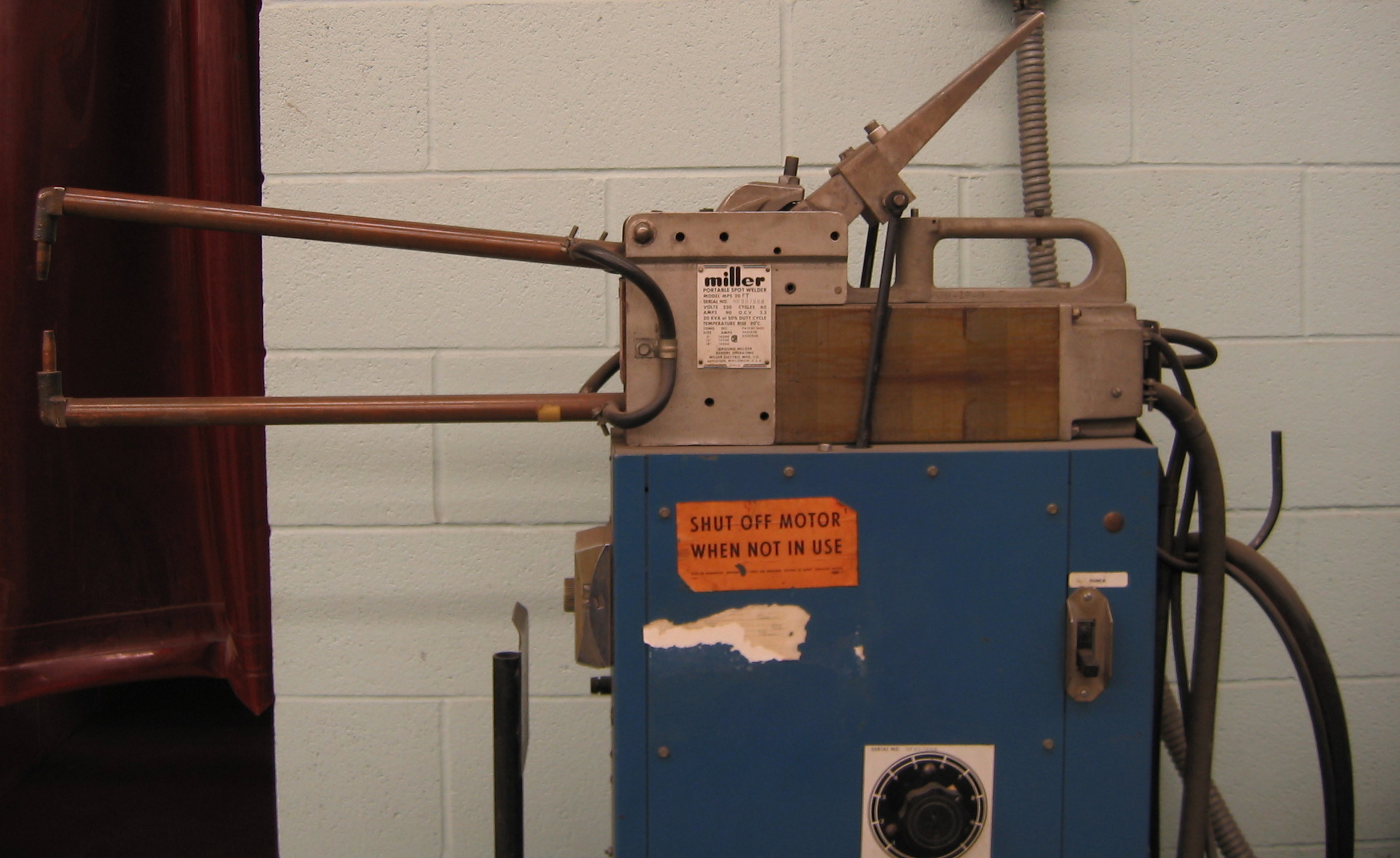
 Widerstandspunktschweißgerät
WiderstandspunktschweißgerätPunktschweißen ist ein Widerstandsschweißverfahren zum Verschweißen von Blechen. Die Bleche (meist zwei, es sind aber auch Dreiblechschweißungen möglich) werden dabei durch zwei gegenüberliegende Elektroden an einem Punkt zusammengepresst. Durch die Elektroden wird ein Schweißstrom in das Blech eingeleitet. Das Aufschmelzen des Grundwerkstoffes erfolgt an der Stelle des größten elektrischen Widerstandes, d. h. in der Regel am Übergang zwischen den Blechen. Dieser Übergangswiderstand ist etwa 30mal höher als der Widerstand des Materials selbst. Die Elektroden sitzen meistens am Ende einer Punktschweißzange oder an Zylindern. Um ein Überhitzen der Elektroden zu vermeiden, wird häufig auf der Innenseite Kühlwasser hindurchgeleitet. Die Elektroden bestehen in fast allen Fällen aus Kupfer und Legierungen daraus, zum einen wegen der sehr guten Leitfähigkeit für Strom und Wärme, zum anderen aber auch, da der Übergangswiderstand der Elektroden zum Werkstückmaterial nur etwa fünfmal höher ist als der Widerstand im Werkstück selbst. Beim Punktschweißen neben bereits geschweißten Punkten kann es vorkommen, dass über diese Strom abfließt (sog. Nebenschluss) und damit weniger Wärme an der zu verschweißenden Stelle eingebracht wird.
Punktschweißen ist ein wichtiges Verfahren zur Verbindung der Karosserieteile im Automobilbau sowie bei der Fertigung elektrotechnischer Artikel und zum Beispiel Elektronenröhren.
In letzter Zeit wird alternativ zum Punktschweißen auch das Durchsetzfügen (ein formschlüssiges Umform-Fügeverfahren) angewandt.
Eine Sonderform des Punktschweißens ist das Bolzenschweißen. Es kann auch Merkmale des Lichtbogenschweißens aufweisen. Hierbei werden Bolzen (meist Gewindebolzen) auf Blech oder auch massive Körper geschweißt. Das Verfahren ist auch ohne rückseitige Kontaktierung ausführbar, zum Beispiel zur Befestigung der Heizkostenverteiler an Heizkörpern oder von Erdbolzen an Behältern.
Rollennahtschweißen
Ein Rollennahtschweißgerät funktioniert nach dem gleichen Prinzip wie Punktschweißen, kann durch die Rollen aber auch kontinuierliche Nähte erzeugen. Ein Beispiel ist die Fertigung der zylindrischen Teile von Weißblech-Konservendosen.
Buckelschweißen
Buckelschweißen entspricht im Prinzip dem Punktschweißen, wobei aber in einem der zu verbindenden Bauteile eine oder mehrere Erhöhungen (Schweißbuckel) eingebracht werden. Nur diese Buckel liegen nun auf dem anderen zu verschweißenden Bauteil auf. Durch die Geometrie des Buckels ist der Bereich des Stromüberganges genau definiert, als Elektroden werden (im Unterschied zum Punktschweißen) flächenhafte Kupferelektroden verwendet. Während des Stromflusses schmilzt der Buckel teilweise auf, drückt das Material des Buckels teilweise in das andere Bauteil und geht mit diesem eine Verbindung ein. Eine weitere Variante des Buckelschweißens ist das Ausnutzen natürlicher Buckel, beispielsweise beim Schweißen von Gittern (sogenanntes Kreuzdrahtschweißen). Dabei fließt Strom über die Kontaktstellen der einander kreuzenden Metallstäbe, wodurch es an diesen Stellen zur Erwärmung und Verschweißung kommt. Die Vorteile des Buckelschweißens liegen in dem geringen Elektrodenverschleiß und in der gleichzeitigen Verschweißbarkeit mehrerer Buckel. Wegen der Aufteilung des Schweißstromes auf mehrere Buckel muss die Schweißstromquelle einen entsprechend der Buckelzahl höheren Strom liefern können.
Kaltpressschweißen
Kaltpressschweißverbindungen erfolgen unter hohem Druck und unterhalb der Rekristallisationstemperatur der Einzelteile. Hierbei bleiben die Partner im festen Zustand, allerdings ist eine plastische Verformung mit einer starken Annäherung der Kontaktflächen notwendig. Durch die extrem enge Berührung der beiden Kontaktflächen erfolgt die Zerstörung störender Oberflächenschichten und auf Grund von nun wirkenden zwischenatomaren Bindekräften eine stabile Verbindung der Werkstücke. Um eine gute Verbindung zu erhalten, sind Mindestverformungen von Materialien mit ausreichender Kaltverformbarkeit notwendig (Beispiel: Kupfer sowie Aluminium miteinander und untereinander). Kaltpressschweißen ist wie andere Schweißverfahren auch für stromleitende Verbindungen geeignet. Bei Aluminium ist eine vorherige Entfettung und ein Aufreißen der oberflächlichen Oxidschicht hilfreich (Beispiel: Aluminium-Kontaktfahnen in Elektrolytkondensatoren). Unter Hochvakuum können Metalle unter anderem auch mit Keramik kaltpressverschweißt werden.
Reibschweißen
Beim Reibschweißen werden zwei Teile relativ zueinander bewegt, wobei sich die Teile an den Kontaktflächen berühren. Durch die entstehende Reibung kommt es zur Erwärmung. Am Ende des Reibvorganges ist es von entscheidender Bedeutung, die Teile richtig zueinander zu positionieren und einen hohen Druck auszuüben. Die Vorteile dieses Verfahrens sind, dass die so genannte Wärmeeinflusszone deutlich kleiner ist als bei anderen Schweißverfahren und dass es nicht zur Bildung von Schmelze in der Fügezone kommt.
Rotationsreibschweißen
 Schwungradreibschweißen
SchwungradreibschweißenDas Rotationsreibschweißen ist ein Pressschweißverfahren. Dabei muss mindestens eines der Fügeteile in der Fügezone eine rotationssymmetrische Gestalt aufweisen. Die Energiezufuhr wird ausschließlich durch eine Relativbewegung der Fügeteile zueinander unter Druck eingebracht. Dabei steht ein Fügeteil still und das zweite Teil wird in Rotation versetzt. Weit verbreitet ist die Anwendung, um an Rohre (Bohrgestängen) Verbinder unterschiedlicher Materialgüte anzuschweißen. Das Verfahren wird in Deutschland seit ca. 40 Jahren eingesetzt. Anfänglich wie auch heute waren die unterschiedlichsten Materialkombinationen der große Vorteil dieses Verfahrens. So werden millionenfach im Jahr Auslassventile für Verbrennungsmotoren geschweißt (hochwarmfester Stahl an härtbaren Stahl) und das mit Taktzeiten von weniger als zehn Sekunden. Mit diesen Schweißverfahren können unterschiedliche Werkstoffe, wie z. B. Stahl und Aluminium stoffschlüssig miteinander verbunden werden.
Die verwendeten Maschinen ähneln Drehmaschinen. Sie enthalten eine rotierende Spindel und ein nicht rotierendes Gegenstück, das auf einen axial zustellbaren Schlitten gespannt und auf das rotierende Teil gedrückt wird. Die Axialkräfte können je nach Abmessung von wenigen 100 N bis über 10.000 kN (entsprechend etwa der Gewichtskraft von 1000 t) reichen. Die jeweiligen Maschinen sind dann so groß wie ein Schreibtisch oder aber auch wie eine Lokomotive.
Positioniertes Reibschweißen stellt eine (optionale) Sonderanwendung dar und bedingt eine Sondersteuerung und Spezialantriebsmotor. Anwendungsfälle hierfür sind z. B. Gelenkwellen, Trailerachsen und Achsstabilisatoren.
Ultraschallschweißen
Das Ultraschallschweißen ist ein Verfahren zum Fügen von Kunststoffen und insbesondere auch Aluminium. Grundsätzlich können nur thermoplastische Kunststoffe geschweißt werden. Es können aber auch Metalle geschweißt werden, das sind zum Beispiel beim Anschluss von Mikroelektronik-Chips (siehe Drahtbonden) dünne Aluminiumdrähte zwischen den Bondinseln und den Anschlüssen. Es ist das bevorzugte Verfahren zum Herstellen dünner Aluminiumverbindungen, da es die spontane Oxidschicht aufreißt.
Bei Thermoplast muss an der Schweißstelle das Material durch Zuführen von Wärme aufgeschmolzen oder zumindest erweicht werden. Das wird durch eine hochfrequente mechanische Schwingung erreicht. Das Hauptmerkmal dieses Verfahrens ist, dass die zum Schweißen notwendige Wärme zwischen den Bauteilen durch Molekular- und Grenzflächenreibung in den Bauteilen entsteht. Somit gehört das Ultraschallschweißen zur Gruppe des Reibschweißens.
Das Ultraschallschweißgerät besteht im Wesentlichen aus den Baugruppen:
- Generator
- Schwinggebilde (Konverter, Amplitudentransformationsstück, Sonotrode)
- Amboss
Erzeugt wird die Ultraschallfrequenz mit Hilfe eines Hochfrequenz-Generators. Dieser wandelt die Netzspannung in eine Hochfrequenz um. Durch ein geschirmtes Kabel wird die Hochfrequenzleistung zu einem Ultraschallwandler (dem sogenannten Konverter) übertragen. Der Konverter arbeitet mit dem piezoelektrischen Effekt oder mit dem magnetostriktiven Effekt. Es entstehen mechanische Schwingungen, die über ein Amplitudentransformationsstück auf die Sonotrode übertragen werden. Die Amplitude der Schwingung bzw. die Impedanzanpassung wird durch die Form des Amplitudentransformationsstückes beeinflusst.
Die Schwingungen werden unter Druck auf das Werkstück übertragen, wobei durch Molekular- und Grenzflächenreibung die zum Plastifizieren notwendige Wärme erzeugt wird. Durch die örtliche Temperatur beginnt der Kunststoff zu erweichen und der Dämpfungskoeffizient steigt. Die Zunahme des Dämpfungsfaktors führt zu weiterer Wärmeerzeugung, was den Effekt einer sich selbst beschleunigenden Reaktion hat.
Beim Ultraschallschweißen von Aluminium (insbesondere Folie und dünne Drähte werden ultraschallgeschweißt) entsteht keine nennenswerte Wärme – die Verbindung entsteht nach Aufbrechen der Oxidschicht wesentlich durch ein Ineinander-Verzahnen der Fügepartner.
Das Verfahren ist durch sehr geringe Schweißzeiten und hohe Wirtschaftlichkeit gekennzeichnet.
Reibrührschweißen / Rührreibschweißen - FSW (Friction Stir Welding)
Das Rührreibschweißen auch FSW genannt, wurde 1991 von Wayne Thomas erfunden und vom TWI (The Welding Institute) in Großbritannien patentrechtlich geschützt.[1] Beim Rührreibschweißen wird die Reibenergie jedoch nicht durch die Relativbewegung der beiden Fügepartner erzeugt, sondern durch ein verschleißfestes, rotierendes Werkzeug in die Fügezone eingebracht.
Der Prozessablauf gliedert sich im Wesentlichen in drei Schritte. Im ersten Schritt wird ein rotierendes Werkzeug mit hoher Kraft solange in den Fügespalt gedrückt, bis die Werkzeugschulter auf der Bauteiloberfläche zur Anlage kommt. Während des zweiten Schritts verweilt das sich drehende Werkzeug für einige Sekunden an der Eintauchstelle. Durch die Reibung zwischen Werkzeugschulter und Fügepartnern erwärmt sich der Werkstoff unter der Schulter bis kurz unter den Schmelzpunkt. Dieser Temperaturanstieg hat einen Festigkeitsabfall zur Folge, wodurch der Werkstoff plastifiziert wird und eine Vermischung der Fügezone möglich wird. Mit dem Einsetzen der Vorschubbewegung beginnt der dritte Schritt, bei dem das rotierende Werkzeug mit hoher Anpresskraft entlang der Fügelinie bewegt wird. Der durch die Vorschubbewegung entstehende Druckgradient zwischen Vorder- und Rückseite des Werkzeugs und dessen Rotationsbewegung bewirken den Transport von plastifiziertem Werkstoff um das Werkzeug herum, der sich dort vermischt und die Naht bildet. Am Ende der Naht wird das Werkzeug wieder aus der Fügezone herausgezogen. Aufgrund des charakteristischen Prozessablaufs des Rührreibschweißens ist es deshalb sehr für Aluminiumlegierungen geeignet. Probleme, die beim Schmelzschweißen von Aluminiumlegierungen durch den Phasenübergang verursacht werden, wie z. B. die Heißrissproblematik und die Porenbildung, treten beim Rührreibschweißen infolge der Absenz einer flüssigen oder dampfförmigen Phase nicht auf.
Verfahrenstechnisch besteht ein Zusammenhang zwischen Schmieden und Extrudieren, einerseits wird der Werkstoff durch eine vertikal zur Werkstückoberfläche gerichteten Kraft unter Wärmeeinbringung gestaucht und andererseits durch die Geometrie des rotierenden Werkzeugs der teilplastische Werkstoff durch Verwirbelung nach unten gedrückt. Es entsteht ein Extrusionskanal, der bis an die Nahtwurzel reicht (auch Schweißnugget genannt). Die zu fügenden Werkstücke stehen still. Eine besondere Ausformung der Naht vor der Verschweißung ist nicht notwendig.
Das Werkzeug besteht aus einer senkrecht zum Pin angeordneten Schulter mit einem größeren Durchmesser als der Pin selbst. Die Schulter kann man sich als eine Halbschale vorstellen, welche die Umgebungsluft von der Schweißnaht isolieren soll. Der Pin ist für die Verwirbelung des Werkstoffs zuständig. Die Neigung des Werkzeugs zur Werkstückoberfläche beträgt etwa 2-3° in stechender Anordnung. Das Werkzeug selbst hat einen geringen Verschleiß, es muss zur Aufrechterhaltung der Qualität nach etwa 3 km Schweißnaht ausgetauscht werden.
Vorteile des Verfahrens sind:
- Zusatzwerkstoffe nicht nötig
- hohe erzielbare Nahtfestigkeiten
- kein Schutzgas nötig
- relativ einfacher Prozessablauf
- breites Spektrum von Mischverbindungen möglich
- relativ niedrige Temperaturen (in Aluminium ca. 550 °C auf der Schweißnahtoberfläche) und damit wenig Verzug
Das Verfahren wird auch zur lokalen Eigenschaftsverbesserung bzw. zum Schließen von Poren in Gussgefüge verwendet. Es wird dann oft anstelle von FSW (Friction Stir Welding) von FSP (Friction Stir Processing) gesprochen.
Herausforderung beim Einsatz des Verfahrens sind:
- relativ hohe Prozesskräfte (je nach Legierung und Bauteildicke von ca. 1kN bis weit über 20kN)
- eingeschränkte 3D-Fähigkeit durch notwendigen Kontakt von Schulter zu Bauteil
- Endkrater am Ende der Schweißnaht durch Austritt des Werkzeugs. Hierfür wurde eine Lösung durch einen automatisch zurückziehbaren Pin gefunden (RPT-Technologie (Retractable Pin Tool).
Mit dem Rührreibschweißen können Bleche verschiedener Materialien bis zu einer Tiefe von mehr als 30 mm gefügt werden. Die erzielbaren Einschweißtiefen und Schweißgeschwindigkeiten hängen dabei stark vom zu fügenden Material ab und verringern sich in der Regel mit steigender Festigkeit und Härte. Die Prozesskräfte steigen mit steigender Festigkeit und Härte des Materials stark an. Verwendet wird das Verfahren deshalb hauptsächlich für Aluminium. Des Weiteren ist auch ein Fügen von Metallschäumen möglich.
Verwendung findet das FSW hauptsächlich beim Verschweißen großflächiger Bauteile. Anwendungsbeispiele sind hier die Flugzeugindustrie [2], Raumfahrt[3], Schifffahrt [4] Schienenfahrzeugbau [5] aber mittlerweile auch verstärkt bei kleineren Anwendungen im Automobilbau oder der Medizintechnik.
Ein weiteres Beispiel sind die Hintertüren des Mazda RX-8. Hier wird keine Naht gezogen, sondern es werden nur Punkte geschweißt. Dies nennt man auch Reibpunktschweißen oder FSSW-Schweißen (Friction Stir Spot Welding). Das Werkzeug führt hier nur eine Vertikalbewegung durch.
Herkömmlicherweise werden für das FSW Spezialmaschinen verwendet, die speziell für dieses Verfahren konstruiert oder umgerüstet wurden um den Anforderungen des Prozesses zu genügen. Vereinzelt kommen auch Tricept-Robotersysteme zum Einsatz. Mittlerweile werden auch herkömmliche Produktionswerkzeuge für das FSW eingesetzt um Kosten zu reduzieren und die Flexibilität zu erhöhen. Beispielsweise wurde der FSW Prozess mittlerweile auf Werkzeugmaschinen oder Standard Industrierobotern umgesetzt. [6]
Eine Hybridvariante des Rührreibschweißens ist das LAFSW-Schweißen (Laser Assisted Friction Stir Welding). Bei dieser Variante wird zusätzlich Wärmeenergie durch einen Laserstrahl eingebracht, der unmittelbar vor dem rotierenden Werkzeug vorauseilt. Dadurch soll unter anderem eine Verringerung der vertikalen Kraft beim Einführen des FSW-Werkzeugs in das Werkstück und ein Erhöhung der Schweißgeschwindigkeit erreicht werden, jedoch ist dies mit einem erhöhten Kostenaufwand (Laser) verbunden.
Unterpulverschweißen (UP-Schweißen)
Das Unterpulverschweißen ist ein voll mechanisiertes Lichtbogenschweißverfahren, mit dem hohe Abschmelzleistungen erzielt werden können. Es wird industriell vor allem zum Schweißen langer Nähte eingesetzt und eignet sich nicht zur manuellen Ausführung.
Beim Unterpulverschweißen wird der Schweißprozess von einer Schicht aus grobkörnigem, mineralischen Schweißpulver bedeckt. Dieses schmilzt durch die vom Lichtbogen emittierte Wärme und bildet eine flüssige Schlacke, die aufgrund ihrer geringeren Dichte auf dem metallischen Schmelzbad schwimmt. Durch die Schlackeschicht wird das flüssige Metall vor Zutritt der Atmosphäre geschützt. Der Lichtbogen brennt in einer gasgefüllten Kaverne unter Schlacke und Pulver. Nach dem Schweißvorgang löst sich die Schlackeschicht oft von selbst ab, das nicht aufgeschmolzene Pulver kann wiederverwendet werden.
Besonders hervorzuheben ist die weitgehende Emissionsfreiheit dieses Verfahrens, da der Lichtbogen unter der Pulverschicht brennt und nur geringe Mengen Rauch freigesetzt werden. Es ist kein Sichtschutz notwendig. Wegen der Abdeckung des Prozesses hat das Verfahren einen hohen thermischen Wirkungsgrad, was jedoch den Einsatz auf große Blechdicken beschränkt. Gleichzeitig ist hierdurch keine unmittelbare Sichtkontrolle des Prozesses möglich. Jedoch werden im allgemeinen spritzerfreie Nähte sehr hoher Qualität erzielt, sofern geeignete Schweißparameter verwendet werden.
Durch die Auswahl einer bestimmten Kombination aus Draht und Pulver kann die chemische Zusammensetzung des Schweißgutes beeinflusst werden, da durch die Reaktionen von metallischer Schmelze und Schlacke in der Kaverne ein Abbrand bzw. Zubrand von Legierungselementen erfolgen kann.
Laserstrahlschweißen
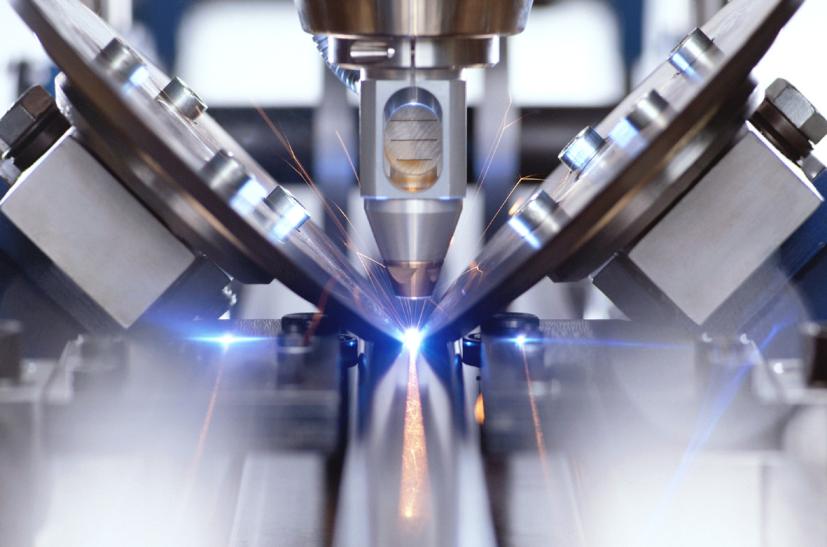
 Rohrlängsnahtschweißen mittels Laser
Rohrlängsnahtschweißen mittels LaserLaserstrahlschweißen wird vor allem zum Verschweißen von Bauteilen eingesetzt, die mit hoher Schweißgeschwindigkeit, schmaler und schlanker Schweißnahtform und mit geringem thermischem Verzug gefügt werden müssen. Das Laserstrahlschweißen oder Laserschweißen wird in der Regel ohne Zuführung eines Zusatzwerkstoffes ausgeführt.
Die Laserstrahlung wird mittels einer Optik fokussiert. Die Werkstückoberfläche der Stoßkante, bzw. der Fügestoß der zu verschweißenden Bauteile befindet sich in der unmittelbaren Nähe des Fokus der Optik (im Brennfleck); die Lage des Fokus relativ zur Werkstückoberfläche (oberhalb oder unterhalb) ist ein wichtiger Schweißparameter und legt z. B. auch die Einschweißtiefe fest. Der Brennfleck besitzt typische Durchmesser von einigen Zehntel Millimetern, wodurch sehr hohe Energiekonzentrationen entstehen, wenn der eingesetzte Laser die typischen Leistungen von einigen Kilowatt Laserleistung besitzt. Durch Absorption der Laserleistung erfolgt auf der Werkstückoberfläche ein extrem schneller Anstieg der Temperatur über die Schmelztemperatur von Metall hinaus, so dass sich eine Schmelze bildet. Durch die hohe Abkühlgeschwindigkeit der Schweißnaht wird diese je nach Werkstoff sehr hart und verliert in der Regel an Zähigkeit.[7]
Laserschweißen von Metallen
Beim Laserschweißen wird zwischen Lasertiefschweißen und Wärmeleitungsschweißen unterschieden. Beide Verfahren unterscheiden sich hauptsächlich durch die verwendeten Strahlintensitäten.
Tiefschweißen
 Lasertiefschweißprozeß
LasertiefschweißprozeßBei hohen Strahlintensitäten im Fokus (z. B. bei Stahlwerkstoffen ca. 4 MW/cm² abhängig u. a. von der Verfahrgeschwindigkeit; bei einer Geschwindigkeit von 1 m/min reichen unter Umständen auch etwa 2 MW/cm²) bildet sich in der Schmelze in Strahlrichtung eine Dampfkapillare (mit Metalldampf bzw. teilionisiertem Metalldampf gefüllter, schlauchförmiger Hohlraum, auch keyhole genannt) in der Tiefe des Werkstückes aus. Der Werkstoff wird dadurch auch in der Tiefe aufgeschmolzen, die Schmelzzone kann tiefer als breit sein. Die Dampfkapillare erhöht aufgrund von Mehrfachreflexionen an den Wandungen die Absorption der Laserstrahlung im Material, wodurch ein gegenüber dem Wärmeleitungsschweißen vergrößertes Schmelzvolumen erzeugt werden kann.
Wärmeleitungsschweißen
Werden Strahlintensitäten bis 100 kW/cm² verwendet, liegt in der Regel Wärmeleitschweißen vor. Da Metalle für Laserstrahlen, abhängig von der eingestrahlten Wellenlänge, eine Reflektivität von bis zu 95 % besitzen können, reicht die Intensität nicht aus, um eine Dampfkapillare (keyhole) zu erzeugen. Die Strahlung dringt nicht ein, die Wärme und somit das Schmelzbad dringen weniger tief ein, daher werden hiermit hauptsächlich geringe Materialdicken geschweißt.
Laserschweißen von Kunststoffen
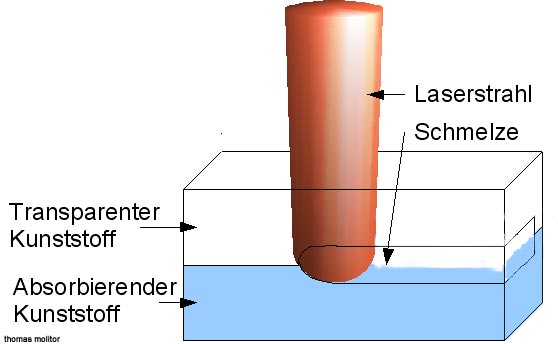
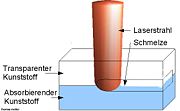 Laserkunststoffschweißprozeß
LaserkunststoffschweißprozeßBeim Laserschweißen von Kunststoffen können ausschließlich Thermoplaste verwendet werden – nur diese können eine Schmelze bilden.
Das Laserschweißen von Kunststoffen findet meist im Überlappverfahren statt. Dabei werden zwei unterschiedliche Schweißpartner verwendet. Der obere ist für die verwendete Laserwellenlänge transparent. Durch diesen strahlt der Laser hindurch. Aufgrund der Transparenz erhitzt er sich kaum. Der untere Schweißpartner muss die Strahlung absorbieren. Dazu kann zum Beispiel eine Beigabe von absorbierenden Partikeln (z. B. ca. 0,3 Gew.-% Ruß) beitragen. Dieser Stoff nimmt die Energie auf, beginnt zu schmelzen und gibt dabei seine Temperatur auch an den oberen Partner weiter. Damit der Energieübergang und ein Materialkontakt stattfindet, müssen beide Partner oft zusammengepresst werden, zumindest jedoch passgenau zueinander sein. Durch das Zusammenfließen der beiden Stoffe kann so eine Schweißnaht hergestellt werden.
Häufig werden hierfür die effizienten Diodenlaser eingesetzt, diese weisen bei den erforderlichen kleinen Leistungen (ca. 5 bis 150 Watt) eine für dieses Schweißverfahren ausreichende Strahlqualität auf.
Vor- und Nachteile
Ein großer Vorteil lasergeschweißter Bauteile ist der durch den im Vergleich zu anderen Schweißverfahren geringere, konzentrierte Energieeintrag in das Werkstück. Die Folge ist u. a. geringerer thermisch bedingter Verzug. Daher wird dieses Schweißverfahren oftmals zum Fügen von Komponenten zu Fertigbauteilen eingesetzt (z. B. Gangrad und Synchronkörper -> Getrieberad).
Damit wird oft auch der Nachteil der geringen Strahlungs-Absorption beim Wärmeleitschweißen von Metallen ausgewogen.Ein weiterer Vorteil ist die große Arbeitsentfernung (Schweißen über bis etwa 500 mm Abstand oder an schwer zugänglichen Stellen) und die freie Wahl der Umgebungsatmosphäre.
Besonderheit des Laserschweißens ist, dass sämtliche Nahtgeometrien hergestellt werden können (Stumpfnähte, Überlappnähte oder Kehlnähte). Große Spaltbreiten können jedoch nicht überbrückt werden, dann kommen eventuell Zusatzwerkstoffe zum Einsatz.
Nachteil sind die hohen Anlagenkosten.
Ausrüstung
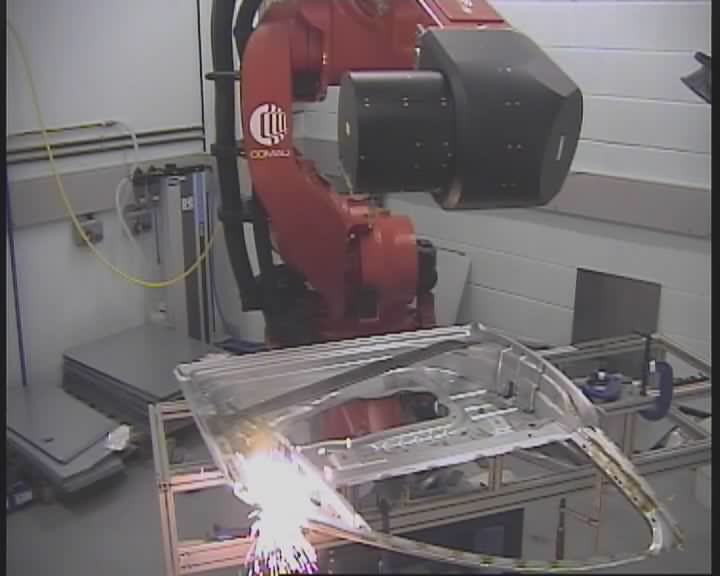 Industrieroboter Laserstrahlschweißen
Industrieroboter LaserstrahlschweißenEine Laserschweißanlage besteht in der Regel aus dem Laser, einer Bewegungseinheit und einem optischen System zur Führung des Laserstrahles, an dessen Ende die Bearbeitungs- und Fokussier-Optik sitzt. Das Bewegungssystem bewegt entweder den Laserstrahl über das Werkstück oder das Werkstück unter dem Laserstrahl. Seltener sind Bauformen, wo sowohl das Werkstück als auch der Laserstrahl bewegt werden. Der Laserstrahl kann auch nach der Fokussierung mit einem Spiegelscanner über das Werkstück bewegt werden. Scannersysteme bestehen aus einer Kombination von rotierenden Facettenspiegeln oder verkippbaren Ablenkspiegeln (siehe Galvanometer), die den Laserstrahl über die einstellbaren Winkel der Spiegel an unterschiedliche Orte reflektieren können. Der Vorteil liegt hauptsächlich in der sehr hohen möglichen Geschwindigkeit der Positionierung des Laserstrahles. Diese Technik setzt voraus, dass der Laser einen Laserstrahl sehr hoher Strahlqualität bei vergleichsweise hoher Laserleistung liefert (z. B. Faserlaser, Scheibenlaser, CO2Slab-Laser o. ä.). Diese Art des Laserschweißens wird auch als Remote-Schweißen bezeichnet.
Häufig verwendete Strahlquellen beim Laserschweißen von Metallen sind der Nd:YAG-Laser (Wellenlänge 1,06 µm) und der CO2-Laser (Wellenlänge ca. 10,6 µm). Neuerdings werden immer häufiger auch Diodenlaser eingesetzt, da inzwischen Halbleiterlaser im Hochleistungsbereich (einige 1000 Watt) hergestellt werden können. Vorteilhaft ist deren gegenüber Nd:YAG und CO2-Lasern wesentlich höherer Wirkungsgrad. Der Strahl des Nd:YAG-Lasers und des Diodenlasers ist fasergängig, d. h. er kann über einen Lichtwellenleiter bzw. ein Glasfaserkabel in die Laserschweißoptik geführt werden. Diese besteht aus Glaslinsen. Der CO2-Strahl hingegen kann nur durch Luft geführt werden und muss über Spiegel zur Bearbeitungsoptik geleitet werden. Diese besteht bei CO2-Lasern aus Linsen aus einkristallinem Zinkselenid oder oft auch aus einem Fokussierspiegel (meist aus Kupfer).
Elektronenstrahlschweißen
Beim Elektronenstrahlschweißen wird die benötigte Energie von durch Hochspannung (60–150 kV) beschleunigten Elektronen in die Prozesszone eingebracht. Die Strahlbildung erfolgt im Hochvakuum (< 10-4 mbar) durch ein Triodensystem, bestehend aus Kathode, Steuerelektrode und Anode. Der Schweißvorgang geschieht meistens im Vakuum, kann aber beim sog. NV - EBW ( Non-Vacuum Electron Beam Welding, dt. Elektronenstrahlschweißen an Atmosphärendruck) auch unter Normaldruck geschehen. Hier wird dann mit einer Strahlleistung von bis zu 30 kW gearbeitet, wobei der Arbeitsabstand zwischen Strahlaustritt und Werkstück zwischen 6 und 30 mm liegen sollte. Der Übergang vom Hochvakuum zum Atmosphärendruck geschieht über mehrere Druckstufen.
Beim Aufprall der Elektronen auf das Werkstück setzen diese einen Großteil ihrer kinetischen Energie in Wärme um. Ferner entsteht Röntgenstrahlung, weshalb die Arbeitskammer abgeschirmt sein muss. Das Elektronenstrahlschweißen bietet eine etwa gleich große Leistungsflussdichte wie das Laserstrahlschweißen bei deutlich höherem Wirkungsgrad (Laser: 3–14 %, Elektronenstrahl: ca. 70 %). Das wirkt sich direkt auf die Betriebskosten aus.
Das Elektronenstrahlschweißen erlaubt hohe Schweißgeschwindigkeiten mit extrem tiefen und schmalen Nähten. Durch die geringen Nahtbreiten kann der Verzug extrem klein gehalten werden. Daher wird dieses Verfahren häufig erst am Ende der Fertigungskette eingesetzt. Auch beim Schweißen kleiner Schweißnähte kommt das Verfahren zum Einsatz, da der Elektronenstrahl durch angelegte elektrische Felder exakt abgelenkt werden kann. Damit kann auf die Bewegung des Bauteils verzichtet werden, der Elektronenstrahl führt die Bewegung selbst aus (z. B. Axialnaht). Das Spektrum möglicher Nahttiefen liegt zwischen 0,1 mm und 300 mm (Aluminium), (Stahl) 150 mm, (Kupfer) 100 mm, (Titan): 100 mm.
Die Arbeitsentfernung zum Bauteil liegt i. d. R. bei 200 - 700 mm, es sind jedoch auch bis zu 2 m möglich.
Die hohe Energiedichte erlaubt das Verschweißen aller, auch höchstschmelzender, Metalle sowie die Herstellung von Mischverbindungen durch das Verschweißen verschiedener Materialien, z. B. von Stahl und Bronze oder auch unterschiedlicher Stahllegierungen, z. B. (Vergütungsstahl).
Aufgrund der Weiterentwicklung auf dem Gebiet der Vakuumtechnik und des Einsatzes ausgeklügelter Anlagensysteme sind Wartezeiten bis zur Herstellung des notwendigen Drucks (ca. 0,1 Pa) kaum mehr relevant (Prozessparallelisierung). Vielmehr ist es durch die Abwesenheit schädigender Prozessgase möglich, auch hochreaktive Werkstoffe zu verschweißen. Beispielsweise ist Elektronenstrahlschweißen im Aerospace-Segment das einzig zugelassene Verfahren zum (Tief-)Schweißen von Titan.
Elektronenstrahlschweißanlagen werden häufig in der Massenfertigung von Getriebebauteilen in der Automobilindustrie eingesetzt (vor allem Japan und Deutschland). Neben simplen, preisgünstigen Lohnaufträgen werden auch Bauteile für die Luft- und Raumfahrt, den Schienenverkehr, die Medizintechnik und die Nahrungsmittelindustrie elektronenstrahlgeschweißt.[8]
Aluminothermisches Schweißen
Dieses Verfahren ist auch unter dem Namen Thermit-Schweißen bekannt und wird vor allem beim Verschweißen von Bahnschienen angewendet. In einem Tiegel, der unten ein Loch hat und auf der Verbindungsstelle steht, wird (z. B. mit Hilfe eines Magnesiumspanes) eine Mischung aus Eisenoxidpulver und Aluminiumpulver entzündet, woraus sich bei einer Temperatur von ca. 2450 °C flüssiges Eisen und darauf schwimmende Aluminiumoxid-Schlacke bilden (Fe2O3 + 2 Al = 2 Fe + Al2O3).
Sprengschweißen
Mit Hilfe des Sprengschweißverfahrens ist es möglich, zwei nichtschweißbare Materialien dauerhaft und fest miteinander zu verbinden. Dabei werden die beiden Schweißflächen, unter Zuhilfenahme von Sprengstoff, mit mindestens 100 m/s² unter einem Winkel von 2° bis 30° aufeinanderzu beschleunigt. Die Kollisionsenergie bringt die Schweißpartner bis zur atomaren Ebene zusammen, so dass auch die Gitterkräfte (bei Metallen) wirken. Da die Schmelztemperatur nicht erreicht wird, können sich keine intermetallische Phasen bilden. In der industriellen Anwendung werden meist zwei, auf konventionelle Weise nichtschweißbare Metallpartner so miteinander verbunden, z. B. Titan und Kupfer. Als Sprengstoffe kommen vorwiegend hochbrisante, plastische PETN-, RDX- und HDX-Sprengstoffe, wie z. B. Semtex (Fa. Explosia) oder Seismoplast (Fa. DYNAenergetics) mit Detonationsgeschwindigkeiten von >5000 m/s zum Einsatz. Durch den Aufprall der Schweißpartner entstehen an den Grenzflächen wellenartige Verwerfungen, die eine formschlüssige Verbindung herstellen.
Diffusionsschweißen
Das Diffusionsschweißen ist eine etwa 50 Jahre alte Schweißtechnik, um vorwiegend metallische Werkstücke miteinander zu verbinden. Die Qualität der Schweißverbindungen ist außerordentlich hoch und kann im Bereich des verwendeten Materials liegen.
Diffusionsschweißen geschieht bei hohem Druck (typische Größenordnung: Fließgrenze) und etwas unterhalb der Solidustemperatur. Aber auch unter Raumtemperatur können Metalle zu Diffusionsverschweißen neigen, sofern ihre Flächen außerordentlich eben und glatt ausgebildet sind. Endmaße beispielsweise können schon nach kurzer Zeit miteinander Kaltverschweißen, wenn sie angesprengt sind, also sehr nah beieinander liegen.
- Bei dem vorwiegend in der Pulvermetallurgie eingesetzten Verfahren Heißisostatisches Pressen (HIP) werden die Werkstücke in einem Stahlblechkanister eingeschweißt und anschließend evakuiert oder offen in eine Druckkammer gelegt. Ein Schutzgas mit entsprechendem Druck und Temperatur presst die Bauteile zusammen. Die Kraft wirkt so von allen Seiten, also isostatisch.
- Die zweite Variante wird auch als Uniaxial Diffusion Weld (UDW) bezeichnet. Hierbei wird eine einachsige Kraft meist mittels einer hydraulischen Presse senkrecht zur verbindenden Fläche ausgeübt. Die Presse verfügt entweder über einen Vakuumbehälter oder es wird ein zum HIP-Verfahren analoger Kanister benutzt.
Arbeitsschutz
Gefahren
Grundsätzlich gilt, dass Schweißen so gut wie immer mit starken Strömen bzw. explosiven Gasen, giftigen Abgasen, gefährlichem Licht und Wärmeentwicklung sowie Spritzern flüssigen Metalls verbunden ist.
Die Gefährdungen sind davon abhängig, welches Schweißverfahren angewendet wird. Besonders häufig treten diese Schadstoffe (ggf. enthalten diese krebserzeugende Bestandteile bei hochlegierten Zusatzwerkstoffen) beim Lichtbogenhandschweißen sowie bei den Schutzgasschweißverfahren MIG und MAG auf. Als gesundheitsschädlich gilt auch der Einsatz von chrom- und/oder nickelhaltiger Schweißzusatzwerkstoffen in Form von Chromaten und/oder Nickelverbindungen. Oft wird (trotz Absaugung) der Grenzwert für Mangan und seine Verbindungen überschritten. Eine akute Vergiftung durch Einatmen von Stäuben mit einem sehr hohen Mangangehalt kann zu entzündlichen Reaktionen in der Lunge führen. Diese Toxizität manifestiert sich als Bronchitis und kann sich zu einer fibrösen Lungenerkrankung entwickeln.
Maßnahmen
Eine entsprechend fachkundige Einweisung sollte daher selbstverständlich sein; im gewerblichen Bereich ist ein Ausbildungsnachweis (z. B. Facharbeiterbrief oder Lehrgangsprüfung einer Handwerkskammer) erforderlich.
 Roboter beim Schutzgasschweißen
Roboter beim SchutzgasschweißenBeim Autogenschweißen benötigt man Schutzgläser, damit keine glühenden Teile oder Funken in die Augen gelangen. Die Gläser sind eingefärbt, damit man blendfrei die Schweißumgebung beobachten kann.
Beim Lichtbogenschweißen entsteht Ultraviolettstrahlung, die die Haut, insbesondere jedoch die Augen schädigt. Weiterhin entsteht Infrarotstrahlung (Wärmestrahlung), die nicht nur auf ungeschützten Körperteilen Verbrennungen erzeugen, sondern auch die Netzhaut schädigen kann. Deshalb müssen Schutzgläser verwendet werden, die diese beiden Strahlungsarten abschirmen. Die Schutzklassen für derartige Gläser sind in der Europäischen Norm EN 169 festgelegt. So sind zum Autogenschweißen die Schutzklassen 2 bis 8, für offenes Lichtbogenschweißen dagegen die Klassen 9 bis 16 vorgesehen. Die Schutzgläser tragen eine Beschriftung, die die Eigenschaften des Glases charakterisiert. Die Angabe ist wie folgt: Schutzklasse Herstellerkürzel [opt. Klasse] 98 DIN-Norm. Der moderne Ersatz für Schutzgläser sind automatische Schweißerschutzfilter.
Da die UV-Strahlung auch die Haut schädigt, wird ein Schirm verwendet, der das ganze Gesicht abdeckt. Vor dem eigentlichen fast schwarzen Glas ist meist ein normales Glas, das die Funken abhält und billiger auszutauschen ist. Um beide Hände frei zu haben, kann der Schirm an einem Schutzhelm oder einer auf dem Kopf getragenen Vorrichtung klappbar angebracht werden. Zusätzlich ist spezielle schwer entflammbare Schweißerkleidung zu tragen, die alle Hautflächen sicher abdeckt. Viele Schweißverfahren sind sehr laut, ein angemessener Gehörschutz ist daher vonnöten.
 Zentrale Schweißrauchabsaugung mit BGIA-Zertifizierung
Zentrale Schweißrauchabsaugung mit BGIA-Zertifizierung selbstreinigender Schweißrauchfilter mit ePTFE-Filter
selbstreinigender Schweißrauchfilter mit ePTFE-Filter
Beim Schweißen entstehen auch feinste Staubpartikel, die abgesaugt werden müssen, damit diese nicht in die Lunge des Schweißers gelangen und von dort in die Blutbahn diffundieren können. Zu diesem Zweck werden mobile oder stationäre Schweißrauchfilter eingesetzt, die diesen Feinstaub absaugen und filtern. Stand der heutigen Technik sind so genannte ePTFE-Filter ( Oberflächenfiltration). Wenn keine effektive Absaugung des Schweißrauchs sichergestellt werden kann, muss der Schweißer durch eine persönliche Schutzausrüstung in Form eines Gebläsefiltergerätes (PAPR) geschützt werden.Beim Schweißen müssen auch die sich in der Umgebung befindlichen Personen vor der Strahlung und dem Lärm geschützt werden. Dazu gibt es extra Schweißlamellen- und Schweißervorhänge bzw. Schallschutztrennwandsysteme.
Beim Laserschweißen ist der Laserstrahl selbst eine zusätzliche Gefahrenquelle. Er ist in der Regel unsichtbar. Während Strahlung im Nahen Infrarot (Festkörperlaser, Faserlaser, Diodenlaser) in die Haut und das Auge eindringt und auch bei geringen Intensitäten (Streustrahlung) Netzhautschäden verursacht, wird die Strahlung des CO2-Lasers (Mittleres Infrarot) auf der Oberfläche (Haut und Hornhaut des Auges) absorbiert und verursacht oberflächliche Verbrennungen. Hautverbrennungen durch Laser im Nahen Infrarot sind u. a. auch deshalb gefährlich, da die Strahlung in tiefen Gebieten unter der Haut absorbiert wird, wo sich keine temperaturempfindlichen Nerven befinden. Laser-Schweißgeräte sind in der Regel sicher gehaust (verriegelte Schutztüren, Laserschutzfenster), sie fallen dann unter die Laserklasse I und können gefahrlos ohne Laser-Schutzbrille bedient werden. siehe auch: Schweißfachingenieur
Einzelnachweise
- ↑ [Thomas, W.M.: Improvements related to Friction Welding. Schutzrecht WO9310935 (10.6.1993). TWI Ltd. ]
- ↑ Eclipse Aviation (29.1.2008)
- ↑ NCAM (29.1.2008)
- ↑ [Przydatek, J.: A ship classification view of friction stir welding. Proceedings of 1st Internation Friction Stir Welding Symposium. Thousand Oaks (USA).1999.]
- ↑ Welding Journal (29.1.2008)
- ↑ Roboter-Rührreibschweissen (29.1.2008)
- ↑ technolix.net (8.7.2007)
- ↑ Webseite der RWTH Aachen, Institut für Schweiß- und Fügetechnik
Literatur
- Fachgruppe für die schweißtechnische Ingenieurausbildung: Fügetechnik Schweißtechnik. DVS Verlag, 6. überarb. Auflage 2004, ISBN 3-87155-786-2
- U. Dilthey, A. Brandenburg: Schweißtechnische Fertigungsverfahren. Band 3: Gestaltung und Festigkeit von Schweißkonstruktionen. Springer Verlag, 2. Auflage, 2001, ISBN 3-540-62661-1
- H. Hügel: Strahlwerkzeug Laser. Teubner Studienbücher Maschinenbau, Stuttgart 1992, ISBN 3-519-06134-1
- U. Dilthey (Hrsg.): Laserstrahlschweißen - Prozesse, Werkstoffe, Fertigung, Prüfung. DVS-Verlag, Düsseldorf 2000, ISBN 3-87155-906-7
- H. Schultz: Elektronenstrahlschweißen. Fachbuchreihe Schweißtechnik Band 93. DVS-Verlag, Düsseldorf 2000, ISBN 3-87155-192-9
- K.-J. Matthes; E. Richter: Schweißtechnik. Fachbuchverlag Leipzig im Carl Hanser Verlag, 2002, ISBN 3-446-40568-2, ISBN 978-3-446-40568-4
Weblinks
- DVS Deutscher Verband für Schweißen u. verwandte Verfahren e. V.
- Kurzfassung eines Vortrags: Prof. Dr. Eugen Pfütze: 100 Jahre Schweißtechnik. Anfänge und Entwicklungen der Schweißtechnik, 1999
- Gesellschaft für Schweißtechnik International mit Niederlassungen in ganz Deutschland
- Lehrvideos
- Handbücher zum Schweißen
- Berufsgenossenschaft Metall: Schadstoffe beim Schweißen und verwandten Verfahren
- Autogenschweissen
- Highspeed Videos zum Thema Schweißen










Wikimedia Foundation.