- Kalandern
-
 Calender process
Calender process Calender machine
Calender machineKalander (v. frz.: calandre = Rolle) ist ein System aus mehreren aufeinander angeordneten beheizten und polierten Walzen aus Schalenhartguss oder Stahl, durch deren Spalten eine Schmelze hindurchgeführt wird. Es dient zur Herstellung von Folien aus Kunststoffen (PVC, PE, PS etc), Gummi, Metallen (Aluminium, Zinn) und Papier.
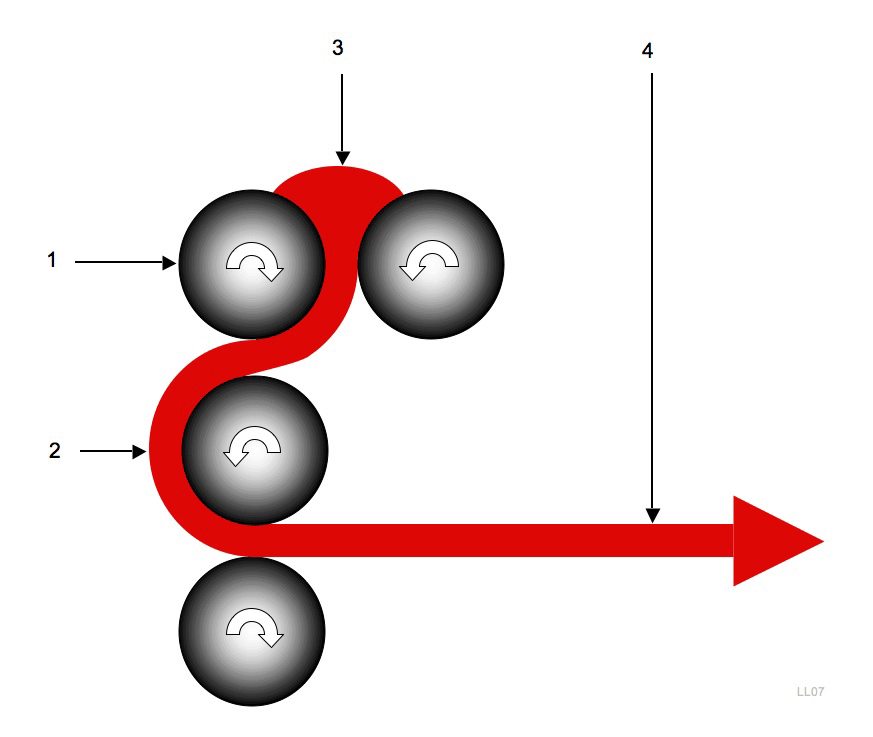
Man unterscheidet Schmelzkalander zur Folienherstellung (Folienhalbzeuge) und Beschichtungskalander zum Beschichten von z. B. Geweben (Transportbänder). Es werden unterschiedliche Bauformen eines Kalanders unterschieden. Diese richten sich nach der Anordnung der einzelnen Kalanderwalzen in der Seitenansicht. Üblich sind die Bauformen L-, F-, I- und Z-Form.
Bei Kunststoffen werden mit der Kalandertechnik (Kalandriertechnik) vergleichsweise dicke Folien hergestellt. Diese kommen dann z. B. in der Pharmaindustrie für Blister (Sichtverpackung) zum Einsatz. Dünne Folien aus PE (Mülltüten) werden beispielsweise aus Zeit- und Kostengründen mittels Blasfolienextrusion hergestellt. Gummifolien werden im Bereich von 0,03 bis 0,8 mm hergestellt. Diese Folien werden auch im Kalander doubliert.
Je nach Anordnung der Walzen und der Materialzuführung unterscheidet man zwischen I-, L-, F- und Z-Kalander. Für die PVC-hart-Verarbeitung wird hauptsächlich die L-Form verwendet. PVC-weich-Verarbeitung lässt sich in der F-Form realisieren, Gewebebahnen im Z-Kalander.
Kalander werden auch zum Prägen, Glätten, Verdichten und Satinieren von Papier und Textilien benutzt. Ferner können Vliese aus thermoplastischen Polymeren zu Vliesstoffen verfestigt werden. Es werden auch Elastomer-Mischungsplatten für die Herstellung von Transport-Fördergurten kalandriert.
In der Textilindustrie werden Kalander oder Baugruppen aus mehreren Kalandern auf vielfältige Weise eingesetzt, unter anderem als Vorstufe im Krumpfungsprozeß, zum Glätten von Oberflächen, um Flottenüberschüsse abzuquetschen, beim Heißfixieren oder um Flottenreste zu verdampfen (Heißkalander).
In der Papierindustrie werden Oberflächeneigenschaften wie Glanz und Glätte bei gleichzeitiger Dickenreduzierung verbessert. Durch Veränderung von Druck, Temperatur und Walzengeschwindigkeit lassen sich verschiedene Effekte erzielen. Kalander befinden sich außerhalb der Papiermaschine (offline) bzw. innerhalb der Papiermaschine zwischen Trockenpartie und Aufrollung (online).
Das Verfahren nennt sich Kalandrieren bzw. Satinieren.
Bei der Konstruktion von Kalandern sehen sich Ingenieure mehreren Schwierigkeiten gegenüber. In der Regel erfordern die Anwendungen einen extrem fein regelbaren Abstand zwischen den Walzen, die Breite der Ware soll möglichst groß sein, die Walzen möglichst wenig Masse aufweisen, aber hohem Druck standhalten. Durch die drei letzten Anforderungen ist es oft unvermeidbar, dass geringe Biegeeffekte entlang einer Walze auftreten (Durchbiegung), zudem oft thermische Verformungen. Dem wird durch (meist winzige) Abweichungen vom zylindrischen Walzenprofil Rechnung getragen. Eingesetzt werden Tonnenprofile (ballig geschliffene Walzenballen), die in der Mitte leicht verdickt sind, zwei gegenläufige Trapezprofile und S-Profile. Bei der Verdickung spricht man auch von einer sogenannten Bombage. Die beiden letzten Profile haben den Vorteil, dass Abstandsfeinregulierungen durch Verfahren der Walzen möglich werden. Die Walzen können parallel zueinander im Walzenabstand verändert werden oder auch geschränkt werden. Beim Schränken sind die Walzenachsen nicht mehr parallel.
Besonders bei den schnelllaufenden Kalandern von Papiermaschinen wird das Schwingungsverhalten durch Anti-Vibration Compound gedämpft, um trotz der hohen Geschwindigkeiten Risse in den Papierbahnen zu vermeiden.
Siehe auch

Wikimedia Foundation.