- Laser-Sintern
-
 3D Drucker
3D Drucker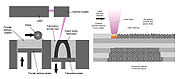 Selektives Lasersintern (SLS)
Selektives Lasersintern (SLS)Selektives Lasersintern (SLS) ist ein Verfahren, um räumliche Strukturen durch Sintern aus einem pulverförmigen Ausgangsstoff herzustellen.
Es ist ein generatives Schichtbauverfahren: das Werkstück wird Schicht für Schicht aufgebaut. Durch die Wirkung der Laserstrahlen können so beliebige dreidimensionale Geometrien auch mit Hinterschneidungen erzeugt werden, z. B. Werkstücke, die sich in konventioneller mechanischer oder gießtechnischer Fertigung nicht herstellen lassen.
Durch den hohen maschinellen Aufwand und insbesondere die vom generierten Volumen abhängenden Prozesszeiten (die im Bereich von Stunden, bei großen Teilen mit hohen Genauigkeitsanforderungen auch von Tagen liegen können) werden die Verfahren besonders zum Fertigen von Prototypen und kleinen Stückzahlen komplizierter Teile verwendet. Der Trend geht allerdings dahin, die Technologie auch als Rapid-Manufacturing- bzw. Rapid Tooling – Verfahren zur schnellen Erzeugung von Werkzeugen und von Funktionsbauteilen zu nutzen. Als Beispiel sind hier Zahnkäppchen zu nennen, die mittlerweile in großer Stückzahl preiswert hergestellt werden.
Als weiteres Beispiel kann die Entwicklung einer neuen Kunststoff-Produktverpackung, z. B. eine Duschgel-Flasche, und deren Diskussion an den CAD-Arbeitsplätzen eines Designerteams dienen. Am Ende der Diskussion steht ein für gut befundenes Formmodell, das dann in den über Nacht laufenden Lasersinter-Prozess eingesteuert wird. Am nächsten Morgen kann die so hergestellte Verpackung betrachtet und beurteilt werden. Konventionell gefertigt würden mit Arbeitsplanung, Materialdisposition, Werkzeugbau und Blasformfertigung Wochen, wenn nicht Monate vergehen, bevor das Designerteam das Produkt in Händen halten könnte.
Je nach Verfahren werden die gesinterten Teile als Funktionsteil, als Werkzeug (z. B. Spritzgussform oder Sandgussform) oder als Anschauungsmodell verwendet.
Grundvoraussetzung ist, dass die Geometriedaten des Produktes dreidimensional vorliegen und als Schichtdaten verarbeitet sind. Bei der Herstellung von Gießformen muss zuerst aus den Geometriedaten ein Gussmodell hergestellt werden, das u. a. das Schwinden des abkühlenden Metalles und andere gießereitechnische Anforderungen berücksichtigt. Aus den vorliegenden CAD-Daten des Bauteils (üblicherweise im STL-Format) erzeugt man durch sogenanntes „Slicen“ zahlreiche Schichten.
Meist kommt als Laser ein CO2-Laser, ein Nd:YAG-Laser oder ein Faserlaser zum Einsatz. Der pulverförmige Werkstoff ist beispielsweise Polyamid 12 oder ein anderer Kunststoff, ein kunststoffbeschichteter Formsand, ein Metall- oder ein Keramikpulver.
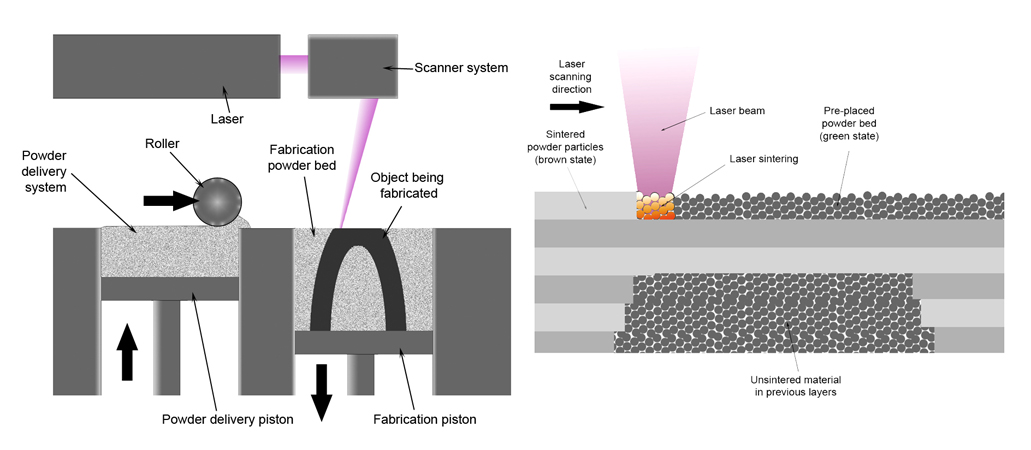
Das Pulver wird auf eine Bauplattform mit Hilfe einer Rakel oder Walze vollflächig in einer Dicke von 0,001 bis 0,2 mm aufgebracht. Die Schichten werden durch eine Ansteuerung des Laserstrahles entsprechend der geslicten Kontur des Bauteils schrittweise in das Pulverbett gesintert oder eingeschmolzen. Die Bauplattform wird nun geringfügig abgesenkt und eine neue Schicht aufgezogen. Das Pulver wird durch Anheben einer Pulverplattform oder als Vorrat in der Rakel zur Verfügung gestellt. Die Bearbeitung erfolgt Schicht für Schicht in vertikale Richtung, dadurch ist es möglich, auch hinterschnittene Konturen zu erzeugen. Die Energie, die vom Laser zugeführt wird, wird vom Pulver absorbiert und führt zu einem lokal begrenzten Sintern oder Verschmelzen von Partikeln unter Reduktion der Gesamtoberfläche (Sintern).
Es werden verschiedene Verfahrensvarianten unterschieden. Bei der klassischen Variante werden die Pulverkörner nur partiell aufgeschmolzen, es findet quasi ein Flüssigphasensinterprozess statt. Diese Variante findet Anwendung beim Sintern von Kunststoff und teilweise beim Sintern von Metall mit Spezialsinterpulver.
Möglich ist auch die direkte Verwendung metallischer Pulver ohne Zusatz eines Binders. Die Metallpulver werden dabei vollständig aufgeschmolzen. Dafür werden in der Regel CW-Laser eingesetzt. Diese Verfahrensvariante wird auch als „Selektives Lasermelting“ (SLM) bezeichnet.
Eine Sonderform zur Erzeugung von Mikrostrukturen ist das Lasermikrosintern. Hierbei wird ein gütegeschalteter Laser mit kurzen Pulsen verwendet. Das Verfahren findet in einer Vakuumkammer statt, wodurch auch Nanopulver verarbeitet werden können. Eine konstruktive Besonderheit stellen die weltweit patentierten Ringrakel dar, mit deren Hilfe auch extrem dünne Pulverschichten präzise aufgezogen werden können. Durch die Verwendung mehrerer Rakel können Wechsel- und Gradientenschichten erzeugt werden. Die Auflösung des Verfahrens ist besser als 30 µm. Seit kurzer Zeit ist auch die Verarbeitung keramischer Pulver in hoher Qualität möglich. So wurden mit dem Verfahren keramische Zahninlays generiert.
Weblinks

Wikimedia Foundation.