- Maschinengestell
-
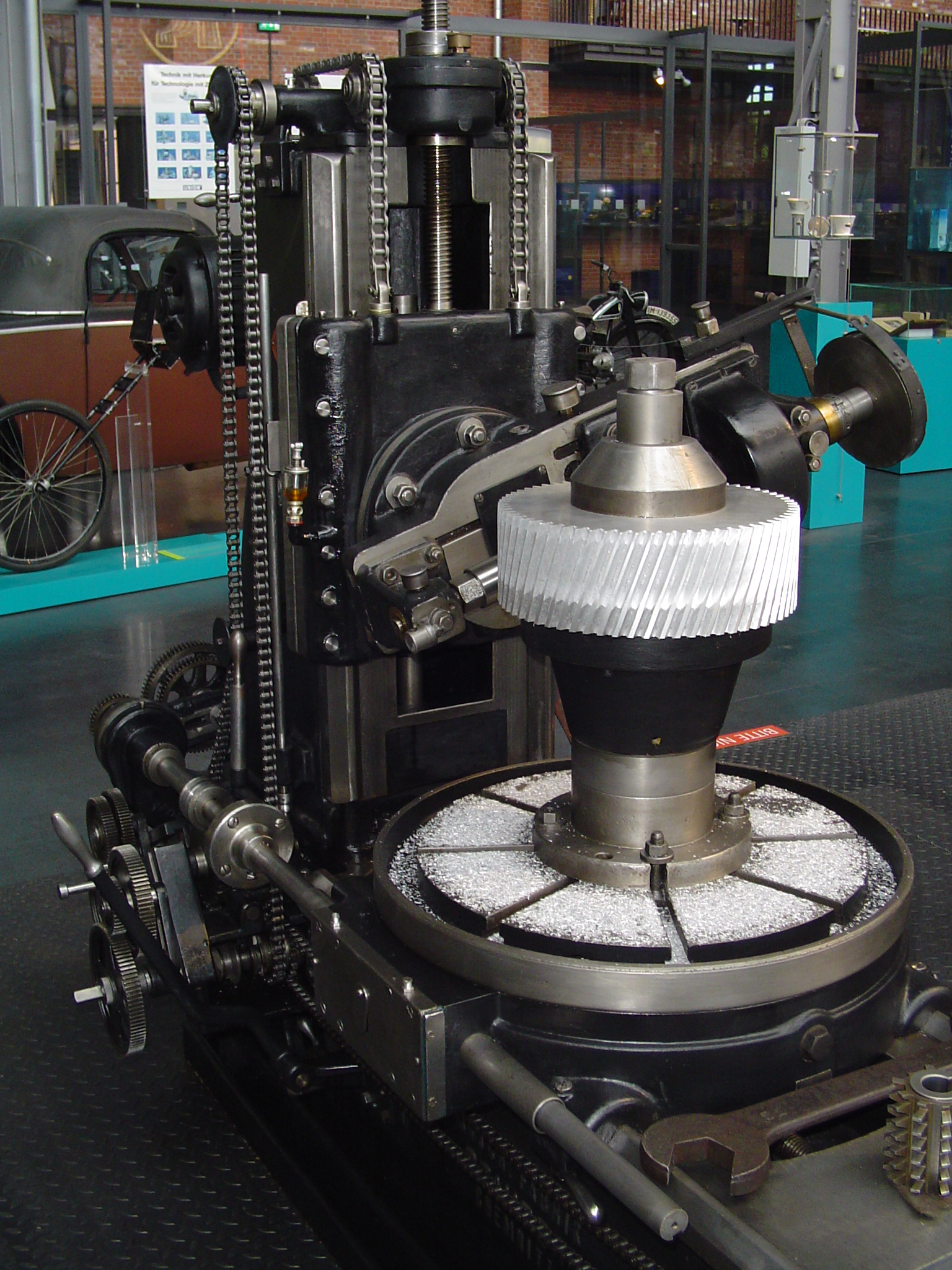
 Historische Wälzfräsmaschine zur Zahnradherstellung als Beispiel für eine Werkzeugmaschine
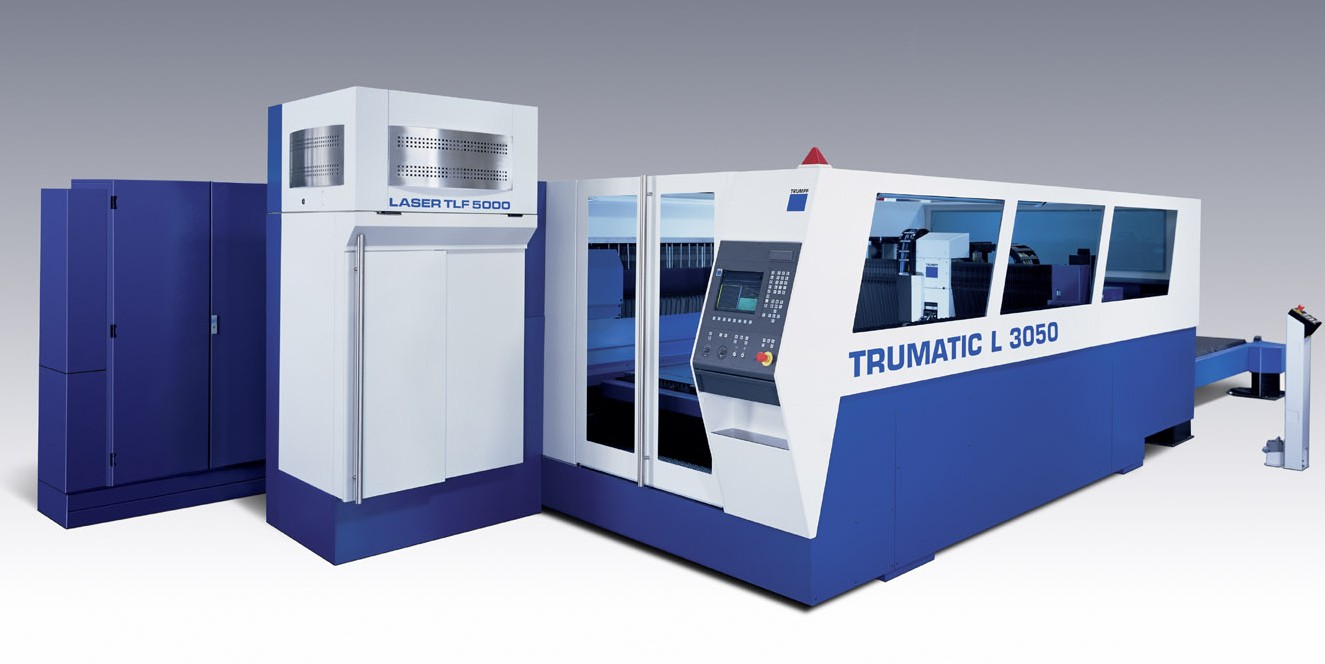
Historische Wälzfräsmaschine zur Zahnradherstellung als Beispiel für eine Werkzeugmaschine Eine moderne Werkzeugmaschine im Arbeitseinsatz mit Spritzdüsen für das Kühlschmiermittel
Eine moderne Werkzeugmaschine im Arbeitseinsatz mit Spritzdüsen für das KühlschmiermittelDer Begriff Werkzeugmaschine bezeichnet alle Maschinen, die zur Bearbeitung von Werkstücken mit Werkzeugen dienen. In der Praxis werden aber nur umformende, trennende (d. h. zerteilende, spanende und abtragende) und fügende Maschinen als Werkzeugmaschinen bezeichnet. Dazu gibt es die Normen DIN 8580 ff (Verfahren) und DIN 69 651 Teil 1 (Werkzeugmaschinen für die Metallbearbeitung), die inhaltlich aufeinander Bezug nehmen.
Außer den in diesem Artikel beschriebenen, zur Bearbeitung von Werkstücken mit Werkzeugen dienenden Maschinen gibt es noch eine Reihe von Einrichtungen, die dieser Beschreibung entsprechen, z. B. Handbohr- und -schleifmaschinen, handbetrieben, elektrisch oder pneumatisch, handgeführte, motorisch angetriebene Hämmer u.v.a.
Zur Formgebung des Werkstücks erzeugt die Werkzeugmaschine eine Relativbewegung zwischen Werkzeug und Werkstück. Hierbei unterscheidet man zwischen der Hauptbewegung (bei spanenden Maschinen die „Schnittbewegung“, z. B. die Drehung der Spindel) und der Vorschub- bzw. Zustellbewegung, die der Schnittbewegung überlagert ist und eine kontinuierliche Bearbeitung (z. B. Spanabnahme) erlaubt.
Es werden im allgemeinen umformende und trennende (d. h. im wesentlichen: zerteilende, spanende und abtragende) sowie fügende Werkzeugmaschinen u. a. im Maschinenbau und im Werkzeugbau eingesetzt.
Umformende Maschinen dienen in der Regel der Bearbeitung von Metallen, wie Stahl oder Aluminium und von Kunststoffen, zerteilende und spanende Werkzeugmaschinen dienen darüber hinaus auch der Bearbeitung anderer Werkstoffe, wie Holz. Zu den abtragenden Werkzeugmaschinen zählen z. B. Erodiermaschinen und Laserbearbeitungsmaschinen.
Die Bearbeitungsgenauigkeit (Präzision) spanender Werkzeugmaschinen liegt, je nach Maschinenart, im Bereich von 1 mm bis 1/1000 mm. Ultrapräzisionsmaschinen erreichen Genauigkeiten von weniger als 1/1.000.000 mm (z. B. für die Bearbeitung von Laseroptiken).
Für die umformende und spanende Bearbeitung werden überwiegend Hochleistungs-Bearbeitungswerkzeuge benötigt. Damit diese den hohen Anforderungen genügen, bestehen sie heute meistens aus beschichteten oder unbeschichteten Schneidstoffen wie Schnellarbeitsstahl, Hartmetall, Cermet, Keramik, Diamant oder Bornitrid (CBN).
Inhaltsverzeichnis
Baugruppen von Werkzeugmaschinen
Gestell
Das Maschinengestell nimmt die Bearbeitungskräfte auf und sichert die Lage aller Baugruppen zueinander. Typisch sind Ausführungen aus Grauguss (seltener Stahlguss), geschweißte Stahlkonstruktionen, Leichtmetalle, Beton, Mineralguss (Polymerbeton) oder Verbundkunststoff. Bei Ultrapräzisionsmaschinen findet man auch Gestellbauteile aus Granit. Inzwischen kommen auch geschäumte Leichtmetalle zum Einsatz. Bei kleineren Maschinen sind die Gestelle als Tisch- und Konsolbauform ausgeführt. Für schwerere Maschinen werden Bettausführungen in offener(Ständer-) oder geschlossener (Portal-) Bauweise eingesetzt.
Fundament
Besonders bei großen Maschinen werden spezielle Fundamente, im klassischen Sinne des Bauwesens üblicherweise aus Beton in eine Bodenform gegossen, sehr wichtig weil diese in ihrer typischen geeigneten Bauweise als Maschinenfundament mit 70-90% der Gesamtmasse einer Maschine durch die hohe träge Masse eine hohe Gesamtverwindungssteifigkeit garantieren und durch einen ruhigen Maschinenlauf die nötige Genauigkeit ermöglichen. Insbesondere bei extrem schweren Werkstücken und/oder bei entsprechend hohen Arbeitskräften oder bei stoßartigen Belastungen wird eine entsprechend massive Auslegung des Maschinenfundaments enorm wichtig, weil es sonst zwangsläufig zu Teilabsenkungen der Maschine kommt und damit die heute üblichen geometrischen Genauigkeiten nicht mehr im gesamten Arbeitsraum erreicht werden. Eine Ausnahme von dieser Regel bilden Maschinen mit Dreipunktaufstellung, weil ihre Genauigkeit nicht vom Fundament abhängt.
Führungen
Führungen dienen zur exakten Begrenzung der Bewegungen auf einen oder mehrere (siehe Wellenführung) Freiheitsgrade. Es gibt hydrostatische, hydrodynamische, aerostatische Führungen und Wälzführungen. Ursprünglich wurden überwiegend hydrodynamische Gleitführungen eingesetzt, wegen ihrer dynamischen Eigenschaften (Stick-Slip-Effekt, hohe Bewegungsgeschwindigkeiten usw.) setzen sich in letzter Zeit immer mehr die Wälzführungen durch. Da für die Herstellung von Wälzführungen jedoch besonderes fertigungstechnisches Know-How erforderlich ist, werden diese heute überwiegend als Kaufteil von Zulieferern bezogen.
Antriebe
Früher wurden Werkzeugmaschinen mit einer Transmission, d. h. mit einer gemeinsamen Welle und Riementrieben von einer zentralen Arbeitsmaschine angetrieben. Alle Hilfsantriebe speisten sich über Getriebe ebenfalls aus dieser mechanischen Energieverteilung.
Seit der Erfindung und dem breiten Einsatz von Elektromotoren konnte man zum Einzelantrieb der Werkzeugmaschinen übergehen - jede Maschine besaß nun einen eigenen Elektromotor; die Energieverteilung erfolgte somit elektrisch und war wesentlich weniger verschleißanfällig und auch ungefährlicher. Zunehmend wurden auch für sämtliche Hilfsantriebe separate Elektromotoren eingesetzt.
Zu den Antriebseinheiten zählen der Hauptantrieb und die Vorschubantriebe sowie die Nebenantriebe. Der Hauptantrieb bestand früher üblicherweise aus einem Motor (meist Elektromotor), einem Getriebe, einer Sicherheitskupplung (im einfachsten Fall ein Keilriemen der im Überlastfall durchrutscht) sowie der Hauptspindel als Träger des Werkzeuges bzw. Werkstückes. Heutige Werkzeugmaschinen haben meist einen Direktantrieb bei dem der Rotor des Elektromotors direkt auf der Hauptspindel sitzt (Motorspindel). Aufgrund der großen Leistung der Antriebe, besonders beim Einsatz von Motorspindeln, ist es wichtig die Verlustwärme gezielt abzuführen, um Ungenauigkeiten der Maschine aufgrund der Wärmeausdehnung des Gestells zu vermeiden. Bei umformenden Maschinen kommen neben mechanischen Getrieben (Kniehebelpressen) auch hydraulische Antriebe zum Einsatz.Als Lager der sich bewegenden Teile kommen zu 90% Wälzlager zum Einsatz, aber auch hydrodynamische-, hydrostatische Gleitlager, Luftlager und Magnetlager.
Früher wurde die Vorschubbewegung über ein Getriebe vom Hauptantrieb abgeleitet. Heute haben im allgemeinen alle beweglichen Achsen eigene Vorschubantriebe. Diese bestehen im allgemeinen aus einem Elektromotor, einem Kugelgewindetrieb und einem Messsystem zur Positionsbestimmung der beweglichen Gestellelemente (Maschinenschlitten, -tisch oder -ständer). Seltener werden zur Übersetzung der rotatorischen Motorbewegung in eine translatorische Schlitten- oder Ständerbewegung so genannte "Zahnstange-Ritzel-Systeme" eingesetzt. Da mit linearen Direktantrieben hohe Positioniergenauigkeiten und gleichzeitig eine hohe Dynamik erzielt werden kann, sind diese Antriebe immer häufiger zu finden. Die Antriebseinheiten (Haupt- und Vorschubantriebe) sind heute im allgemeinen CNC-gesteuert.
Bei den Messeinrichtungen unterscheidet man direkte und indirekte Wegmesssysteme. Bei beiden Messsystemen werden über Sensoren die zurückgelegten Skalenabschnitte gezählt und aus dieser Anzahl wird dann der zurückgelegte Weg errechnet. Bei indirekten Wegmesssystemen jedoch ist die Skala kreisförmig angeordnet, so dass das System die Winkeländerung der Gewindespindel misst und über die Steigung des Gewindes dann die Wegänderung berechnet. Bei den genaueren direkten Wegmesssystemen ist die Skala parallel zur Bewegungsrichtung angebracht, so dass die Länge der Abschnitte (multipliziert mit der Anzahl der gezählten Abschnitte) direkt dem zurückgelegten Weg entspricht.
Die Antriebe von Versorgungsaggregaten, wie z. B. der Kühlschmierstoffeinrichtung, werden als Nebenantriebe bezeichnet
Steuerung
siehe Computerized Numerical Control siehe Schaltschrank
Werkzeugwechsler
 Abb. Werkzeugwechsler (Random-System)
Abb. Werkzeugwechsler (Random-System)Moderne CNC-gesteuerte Werkzeugmaschinen sind im allgemeinen mit Werkzeugspeichern ausgestattet, aus denen je nach Bedarf, Werkzeuge direkt oder über eine Beladeeinrichtung in die Arbeitsspindel eingewechselt werden können. Als Werkzeugspeicher (auch: Werkzeugmagazine) für Bohr- und Fräsmaschinen gibt es Scheiben-, Ketten-, Korb-, Regal-, Flächen- oder Palettenspeicher. Drehmaschinen besitzen bis zu zwölf Werkzeuge, einen oder mehrere so genannte Revolver als Werkzeugspeicher, die scheiben-, kronen- oder sternförmig sein können.
Werkzeugaufnahmen
Um einen schnellen Werkzeugwechsel bei gleichzeitig hoher Genauigkeit zu gewährleisten, sind die Werkzeugaufnahmen (Schnittstelle Werkzeug-Spindel) genormt. Früher wurden für rotierende Werkzeuge überwiegend so genannte Steilkegel (SK), noch früher sogenannte Morsekegel (MK) verwendet. Heute werden aufgrund ihrer technologischen Vorteile vermehrt HSK-Aufnahmen eingesetzt. Bei HSK-Aufnahmen (Hohlschaftkegel) erfolgt u. a. das Spannen auf der Innenkontur wodurch das System für höhere Drehzahlen geeignet ist.
Für alle Aufnahmesysteme gibt es jeweils Adapter zu den anderen Systemen, um in den oft gemischten Maschinenparks eine rationelle Werkzeugverwendung zu ermöglichen.
Werkstückwechsler
Moderne Fräsmaschinen und Bohrmaschinen haben oft zwei oder mehr Paletten zum Spannen der Werkstücke, die abwechselnd in den Arbeitsraum gebracht werden können. Dies erlaubt es, Spann-Operationen außerhalb des Arbeitsraumes vorzunehmen, während an der vorigen Palette die Bearbeitung stattfinden kann. Moderne Dreh- und Fräsmaschinen für kleinere Werkstücke besitzen oftmals eine Stangen-Zuführung (Durchmesser meist bis ca. 60 mm). Größere Werkstücke können mit Robotern ein- und ausgewechselt werden. Die Zeit, die benötigt wird, um die Werkstücke zu wechseln nennt man Werkstückwechselzeit.
Messeinrichtungen
Moderne Werkzeugmaschinen besitzen oftmals automatisierte Messeinrichtungen, die Parameter der Werkzeuge oder der Werkstücke in die Steuerung rückführen können, um ggfs. korrigierende, programmierte Bewegungen der Maschine ausführen zu lassen (Messschnitte, Längen- / Tiefen-Korrekturzyklen).
Die dazu nötigen Winkel- und Längenmessungen erfolgen überwiegend elektronisch, z.B. mit Inkremental-Sensoren auf fein geätzten Teilkreisen und Glasmaßstäben.
Ver- und Entsorgungseinrichtungen
Werkzeugmaschinen der spanenden Fertigung sind heutzutage überwiegend mit Kühlschmiereinrichtungen ausgestattet. Diese fördern meist eine Wasser-Öl-Emulsion in den Arbeitsbereich des Werkzeugs, sei es über Spritzdüsen an der Maschine, am Spindelkopf oder durch Düsen in dem jeweiligen Werkzeug. Das Kühlschmiermittel wird im Umlauf gefiltert. Im Zuge einer umwelt- und arbeitsplatzfreundlichen Fertigung wird jedoch heutzutage zunehmend auf die sogenannte Minimalmengenschmierung (MMS oder MMKS) umgestellt. Dabei wird eine sehr geringe Menge Kühlschmierstoff mit Luft vernebelt und auf die Wirkstelle gesprüht.
Zu den Ver- und Entsorgungseinrichtungen zählt auch der Späneförderer, der die abgetrennten Späne aus dem Arbeitsraum heraus in einen Container fördert.
Maschineneinhausung und Sicherheitseinrichtungen
Werkzeugmaschinen haben heute meist eine Maschineneinhausung. Diese dient dem Schutz des Bedieners vor umher fliegenden Spänen, vor Kühlschmierstoff und vor der entstehenden Lärmbelastung sowie als Schutz vor Verletzungen an den bewegten Teilen und als Berstschutz (z. B. wenn ein Werkzeug bricht). Größere Maschinen und Anlagen sind durch Lichtschranken und Gitter geschützt.
Eigenschaften von Werkzeugmaschinen
Neben Eigenschaften, die die Wirtschaftlichkeit von Werkzeugmaschinen beeinflussen, wie Leistung, Verfahrgeschwindigkeit, Werkzeugwechselzeit usw. gibt es auch Eigenschaften, die die Qualität des zu fertigenden Produktes beeinflussen. Dies sind:
Geometrische Genauigkeit
Die erzielbare geometrische Genauigkeit ergibt sich im Wesentlichen aus der Fertigungsqualität, dem Spiel der Maschine und der Bauform. Entsprechend ergibt beispielsweise eine Portalbauweise, wie sie häufig bei großen Messmaschinen in der Qualitätssicherung aber auch in der Fertigung bei Portalfräsmaschinen realisiert ist, die hohe Genauigkeit von 1-5/1000 mm für einen großem Arbeitsraum.
Der geometrisch produzierten Genauigkeit der Maschinenführungen ist heute bei größeren CNC-Maschinen oft pro Achse zusätzlich ein Korrekturprofil per Software aufgeschaltet, das nach dem Einrichten der Maschine vom Richtmeister des Maschinenherstellers justierend eingegeben wird und die geometrische Genauigkeit entsprechend erhöht.
Statische Steifigkeit
Die statische Steifigkeit oder Steifheit ergibt sich aus der in eine Maschine hineinkonstruierten geometrischen Statik (Wanddicken, Querschnitte) und den Eigenschaften der verwendeten Werkstoffe. Weiter sind besonders Lage, Form und Anzahl von Fugen und Führungen (feste und bewegliche Verbindungen von Maschinenelementen) entscheidend für die erzielbare Steifigkeit
Dynamisches Verhalten
Das dynamische Verhalten von Werkzeugmaschinen ist ein hochkomplexes Thema. Einflussgrößen sind die statischen Steifigkeiten von Maschine, Fundament und Werkstück sowie der Werkzeuge, die Lage und Verteilung von Massen und ihren Schwingungsmöglichkeiten (Regenerativeffekt), und die Art, Ausführung und Qualität der Führungen (Rundführungen: Genauigkeit der Wälzkörper, Hydrostatische / hydrodynamische Lagerung; Geradführungen: Rollenführungen, Luft-Führungen, Hydrostatische / hydrodynamische Führungen)
Thermisches Verhalten
Das thermische Verhalten einer Werkzeugmaschine wird wesentlich von der Einwirkung von Wärmequellen und -senken nach Menge der Wärme und ihrer Lage bzw. Anordnung beeinflusst. Diese können der Prozess der Werkzeugmaschine selbst sein (Wärme beim Zerspanen oder Umformen), die Maschinenkomponenten (Antriebsmotoren, Lager, Führungen), die Anordnung und Temperierung von Fluiden (z. B. Luft, Kühlschmiermittel) und die Aufstellung mit einseitig wirkenden Wärmequellen (Sonneneinstrahlung über Dach und Fenster, Raumbeheizung, Klimatisierung).
Zur Steigerung der Genauigkeit und trotz der Bemühung Temperaturschwankungen gering zu halten, ist es von Vorteil Maschinen Thermosymmetrisch aufzubauen. Thermosymmetrie bedeutet dass sich Ausdehnungen gegenseitig aufheben. Dabei ist die zu erwartende Temperaturverteilung in den Bauteilen von Einfluss, sowie die Länge und der Ausdehnungskoeffizient (Faustregel bei Stahl: 1 m Länge -> 1K Erwärmung -> 0,01 mm Wachstum).
Kinematik
serielle Kinematik
Klassischer, serieller Aufbau der einzelnen Vorschubbewegungen der Reihen nach aufeinander aufbauend.
Beispiel Konsolenfräsmaschine: Auf dem Maschinenständer bewegt sich das Spindelgehäuse, mit einem vorne angebautem Schwenkkopf als Träger des Fräswerkzeuges, in einer Führung vor und zurück in der Maschinenachse Y. Der Aufspanntisch bewegt sich auf der Konsole nach links und rechts in der Maschinenachse X. Die Konsole bewegt sich mit dem aufliegenden Aufspanntisch am Maschinenständer auf und ab und bildet die Maschinenachse Z.
Parallelkinematik
Bei sogenannten Hexapoden (Hexa griech. Zahlen: Sechs, pod griech.: Fuß) arbeiten, ähnlich der Stabkinematik der Teleskopbein-konstruktion an einer in allen Richtungen freibeweglichen Plattform für einen professionellen Flugsimulator, alle Vorschubantriebe in Parallelschaltung gleichzeitig miteinander um die gewünschte Bewegung eines Werkzeugs im Raum und gleichzeitig eine gewünschte Neigung der Werkzeugaufnahme bzw. des Werkzeugs zu erzeugen.
Die Realisierung dieses kinematischen Prinzips bei Werkzeugmaschinen ist wegen der vielversprechenden geometrischen Eigenschaften seit über 20 Jahren im Fokus von Forschungsprojekte für Werkzeugmaschinen. Bis heute gibt es aber keinen nennenswerten Einsatz in der Produktion, die traditionell bis heute von Maschinen mit serieller Kinematik dominiert wird.Ordnung nach steigendem Automatisierungsgrad
- Eine konventionelle Werkzeugmaschine erzeugt die Schnitt- und die Vorschubbewegung über einen Motor und Getriebe, sowie über Handräder.
- Ein Automat steuert die Vorschubbewegung z. B. über Kurvenscheiben. (unflexibel)
- Eine CNC-Werkzeugmaschine vollführt einen automatischen Arbeitszyklus an einem manuell eingespannten Werkstück. Der Werkzeugwechsel wird meist automatisch durchgeführt.
- Ein Bearbeitungszentrum integriert im allgemeinen zusätzlich den Werkstückwechsel und das Werkzeugkontrollsystem.
- Die Flexible Fertigungszelle umfasst mehrere Maschinen mit ihren Werkzeugmagazinen, einen größeren Werkstückspeicher und z. T. integrierte Messeinrichtungen.
- Flexible Fertigungssysteme besitzen einen maschinenübergreifenden automatischen Werkstückfluss mit Anbindung einer Fertigungssteuerung bzw. eines Produktions-Planungssystems.
- Starre Transferstrasse besitzen einen sehr geringen Flexibilitätsgrad. Nur durch aufwendiges Rüsten können kleine Veränderungen in der Produktpalette gefertigt werden. Die starre Transferstrasse folgt dem Linienprinzip und hat in der Regel keine Möglichkeiten, Schleifen oder Gabelungen zu folgen.
Arten von Werkzeugmaschinen
Arten von umformenden und trennenden Werkzeugmaschinen
Arten von spanenden Werkzeugmaschinen
- Drehmaschine
- Universaldrehmaschine (Leit- und Zugspindeldrehmaschine, CNC-Universaldrehmaschine)
- Revolverdrehmaschine (Ein- und Mehrfachrevolverdrehmaschinen)
- Drehautomat (Ein- und Mehrspindeldrehautomat, Langdrehautomat)
- Nachformdrehmaschine
- Karusselldrehmaschine
- Frontdrehmaschine
- Plandrehmaschine
- Feindrehmaschine, Ultrapräzisions-Drehmaschine
- Drehzelle
- Sonderdrehmaschinen
- Bohrmaschine
- Tischbohrmaschine
- Ständerbohrmaschine
- Koordinatenbohrmaschine (Einständer-,Portal-,CNC-)
- Säulenbohrmaschine/Radialbohrmaschine (Auslegerbohrmaschine)
- Reihenbohrmaschine
- Tiefbohrmaschine
- Revolverbohrmaschine
- Mehrspindelbohrmaschine
- Feinbohrmaschine
- Lehrenbohrwerke
- Sonderbohrmaschine (Plattenbohrwerk, Rohrbodenbohrmaschine, Leiterplattenbohrmaschine)
- Fräsmaschine
- Konsol- und Universalfräsmaschine (horizontal, vertikal)
- Bettfräsmaschine (horizontal, vertikal, Kreuztisch, Fahrständer)
- Portalfräsmaschine
- Mehrspindelfräsmaschine
- Fräswerk/Bohrwerke
- Werkzeugfräsmaschine
- Sonderfräsmaschine (Kurbelwellenfräsmaschine, Nutenfräsmaschine, Walzenbarrenfräsmaschine, Plattenfräsmaschine)
- CNC-Bearbeitungszentrum
- HSC-Fräsmaschine (High Speed Cutting)
- Wälzfräsmaschine zur Herstellung von Zahnrädern
- Lehrenbohrwerk (horizontal, vertikal)
- Hobelmaschine
- Stoßmaschine
- Tischhobelmaschine
- Stempelhobelmaschine
- Keilnutenhobelmaschine
- Räummaschine
- Innenräummaschine
- Außenräummaschine
- Kettenräummaschine
- Schraub- und Rundräummaschine
- Ziehmaschine
- Sonderräummaschine
- Sägemaschine
- Kreissägemaschine
- Bandsägemaschine
- Hubsägemaschine (Bügelsägemaschine, Stichsägemaschine, Gattersäge)
- Formsäge
- Sondersäge
- Feil-, Bürst-, Schabmaschine
- Vertikalfeilmaschine
- Schleifmaschine
- Flach- und Profilschleifmaschine
- Rundschleifmaschine (Außenrundschleifmaschine, Innenrundschleifmaschine, Walzenschleifmaschine)
- Koordinatenschleifmaschine
- Wälzschleifmaschine/Zahnradschleifmaschine
- Bandschleifmaschine
- Werkzeugschleifmaschine
- Zylinderkopfschleifmaschine (Kombinierte Maschine zum Drehen und Schleifen)
- Sonderschleifmaschine (Kurbel-, Nockenwellen und Keilwellenschleifmaschine)
- Läppmaschine
Arten von abtragenden Werkzeugmaschinen
 Laserschneidmaschine von Trumpf
Laserschneidmaschine von Trumpf- Erodiermaschine
- Senkerodiermaschine
- Drahterodiermaschine
Arten von abtragenden und aufbauenden Werkzeugmaschinen
- Laserbearbeitungsmaschine
- LaserCUSING
Die Werkzeugmaschinen können von Hand oder automatisch mit Robotern beschickt werden (beladen mit Werkstücken). Zur genauen Positionierung und Befestigung der Werkstücke auf dem Maschinentisch dient bei automatisierten Maschinen ein Palettiersystem. Ebenso können die Bearbeitungswerkzeuge von Hand oder mit Hilfe eines Werkzeugwechslers automatisch in die Werkzeugaufnahme eingesetzt werden.Siehe auch: Liste der Werkzeugmaschinen
Literatur
- Andreas Hirsch: Werkzeugmaschinen Grundlagen, Vieweg, Braunschweig, Wiesbaden 2000, ISBN 3-528-04950-2
- Günter Spur: Vom Wandel der industriellen Welt durch Werkzeugmaschinen, eine kulturgeschichtliche Betrachtung der Fertigungstechnik, Carl Hanser Verlag, München Wien 1991, ISBN 3-446-16242-9
- Hans Kurt Tönshoff: Werkzeugmaschinen. Grundlagen, Springer-Lehrbuch 1995.
- Thomas Oertli: Strukturmechanische Berechnung und Regelungssimulation von Werkzeugmaschinen mit elektromechanischen Vorschubantrieben, München 2008, ISBN 978-3-8316-0798-3
Weblinks


Wikimedia Foundation.