- Metalldrückerei
-
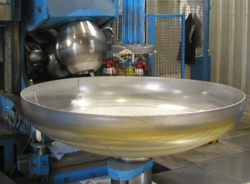 Drücken eines Klöpperbodens
Drücken eines Klöpperbodens Große Drückmaschine
Große DrückmaschineDas Drücken nach DIN 8584 (in der Praxis auch als Metalldrücken oder Formdrücken bezeichnet) ist ein Fertigungsverfahren der Umformtechnik und gehört zusammen mit dem Projizieren und Drückwalzen zur Gruppe der Drückverfahren. Die Drückverfahren dienen zur Herstellung zumeist rotationssymmetrischer Hohlkörper mit nahezu beliebiger Mantellinienkontur in kleinen und mittleren Stückzahlen und werden in der Regel in einer Kombination dieser Verfahren eingesetzt.
Typische Bauteile, die durch Drücken gefertigt werden sind beispielsweise:
- Töpfe, Kannen und Kessel für Großküchen
- Kunst- und Ziergegenstände wie Vasen und Pokale
- Teile des Behälter- und Anlagenbaus wie Behälterböden oder Gasflaschen (Klöpperböden, Korbbogenböden)
- Einströmringe und Düsen in der Luft- und Raumfahrttechnik
- Lampenschirme und -reflektoren
- Autofelgen
Beim Drücken wird ein kreisförmiger Blechzuschnitt (die sogenannte Ronde) vor die Stirnseite eines Drückfutters gespannt. Das Drückfutter stellt dabei die Geometrie des Bauteils als Innenform dar (formgebendes Werkzeug). Das Futter wird dann zusammen mit der Ronde vom Hauptspindelantrieb der Drückmaschine oder in Einzelfällen auch von Muskelkraft - in Rotation versetzt.
Die eigentliche Umformung der Ronde zum Bauteil erfolgt in mehreren Stufen durch ein Drückwerkzeug (universelles Werkzeug), welches Schritt für Schritt von der Mitte der Ronde zum Rand und wieder zurück bewegt wird. Durch das Fortschreiten dieser Bewegung in axialer Richtung nähert sich die Ronde nach und nach der Geometrie des Futters an. Bei industriellen Prozessen wird als Werkzeug eine Drückrolle eingesetzt und die Bewegung wird CNC-gesteuert durchgeführt. In der handwerklichen Drückteilefertigung kommen oft stabförmige Werkzeuge mit unterschiedlich geformten Enden zum Einsatz. Hierbei wird das Werkzeug in einer Aufnahme geführt und über die Handbewegungen des Menschen bewegt. Theoretisch bleibt bei der Umformung die Blechdicke der ursprünglichen Ronde - durch den vorliegenden Zug-Druck-Spannungszustand - erhalten. Da die Umformung bedingt durch die Geometrie der Werkzeuge nur lokal konzentriert durchgeführt wird (in der partiellen Umformzone) sind nur geringe Kräfte z.B. im Vergleich zum Tiefziehen erforderlich. Wegen der lokal begrenzten Umformung die erst mit zeitlichem Fortschritt das gesamte Bauteil erfasst spricht man auch von einem inkrementellen Umformverfahren.
Die gute Form- und Maßgenauigkeit der Bauteile macht oftmals eine spanende Nachbearbeitung der Bauteile überflüssig. In der Regel wird die Umformung als Kaltumformung (ohne zusätzliche Erwärmung von außen) durchgeführt. Komplizierte Bauteile aus schwierig umzuformenden Werkstoffen erfordern jedoch auch ein Zwischenglühen (Wärmebehandlung im Ofen) oder eine Warmumformung, bei der die Ronde mit einem Brenner erwärmt wird. Neuere Forschungsarbeiten zeigen auch die Möglichkeit auf, den Prozess mit einer lokalen, laserunterstützten Erwärmung durchzuführen.
Neben der Umformung von Ronden können auch bereits vorgeformte Bauteile (z.B. tiefgezogene oder gedrückte Vorformen) durch Drücken weiter im Durchmesser reduziert werden. Erfolgt diese Reduktion des Durchmessers nur lokal am Bauteil, so spricht man vom Einziehen. Auf diese Weise werden beispielsweise Druckgasflaschen hergestellt. Umgekehrt können auch große Hohlkörper von Innen nach Außen aufgeweitet werden.
Der Prozess ist sehr flexibel und erlaubt die Umformung von Werkstoffen die ansonsten nicht oder nur sehr schwer umformbar sind. Die Fertigung komplizierter Bauteile erfordert jedoch sehr viel Erfahrung und hohes handwerkliches Geschick. Auch heute noch ist das Verfahren stark handwerklich geprägt und viele Bauteile (Lampen, Ziergegenstände, Pokale, Musikinstrumente, etc.) werden nach wie vor von Hand hergestellt.
Das Drücken leitet sich vom früher handwerklich betriebenen Metall-Treiben ab. Begründer der ersten gewerkschaftlichen Organisation der österreichischen Metalldrucker war Jakob Sokopp.
Derzeit erleben die Drückverfahren insbesondere in der Kombination mit dem Drückwalzen eine steigende industrielle Bedeutung. Mit der Herstellung innenverzahnter Bauteile bei denen in einer Aufspannung Naben angeformt werden, können wirtschaftlich Getriebebauteile hergestellt werden, die zuvor nur spanend gefertigt werden konnten (Kupplungslamellenträger, Planetengetriebe).
Inhaltsverzeichnis
Literatur
- M. Runge: Drücken und Drückwalzen. Reihe: Bibliothek der Technik, Bd. 72, Verlag moderne Industrie, Landsberg/Lech 1993
Siehe auch
Weblinks zu Maschinenherstellern
- Denn, Spanien
- Leifeld, Deutschland
- MJC Engineering, Vereinigte Staaten
- WF Maschinenbau und Blechformtechnik, Deutschland
Weblinks zu Videos


Wikimedia Foundation.