- Schwenkbiegemaschine
-
 Schwenkbiegen, schematisch
Schwenkbiegen, schematischSchwenkbiegen ist ein Fertigungsverfahren und in der Umformtechnik klassifiziert. Durch Schwenkbiegen kann man ähnliche Profile herstellen wie z. B. durch das Gesenkbiegen.
Inhaltsverzeichnis
Biegeablauf beim Schwenkbiegen
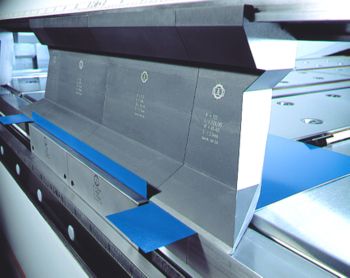
 RAS FLEXIbend Schwenkbiegemaschine
RAS FLEXIbend SchwenkbiegemaschineObwohl sich Schwenkbiegemaschinen in Geschwindigkeit, Flexibilität und Blechdicke stark unterscheiden, biegen sie dennoch alle auf die gleiche Weise:
- das Anschlag- und Hochhaltesystem positioniert das Blech aus Stahl oder anderen metallischen Werkstoffen
- die Oberwange spannt das Blech gegen die Unterwange
- die Biegewange biegt das Blech auf einen gewünschten Winkel.
Die Biegewange kann von Hand oder durch Motorkraft bewegt werden. Zum Spannen der Bleche mittels der Oberwange dienen Spindel, Exzenter oder Hydraulikzylinder. Die Werkzeuge der Oberwange, der Biegewange und der Unterwange sind auswechselbar, um die Maschine an unterschiedliche Biegeteillängen und Biegeteilgeometrien anpassen zu können.
Schwenkbiegen eignet sich besonders zum Biegen von flächigen Blechen, die im Randbereich umgeformt werden sollen. Beim Biegen bleibt das flächige Blech auf dem Hochhaltesystem in der Maschine liegen. Der Bediener muss das Gewicht des Blechs weder außerhalb der Maschine halten, noch muss er das Blech beim Biegen hochführen und nach dem Biegen das Blechgewicht abstützen. Ein einziger Bediener kann somit selbst große und schwere Bleche alleine handhaben.
Große Teile belädt, biegt und entlädt der Bediener von der Rückseite der Maschine und nutzt dabei einen einseitig verlängerten Hinteranschlag. Kleine Teile bearbeitet er von der Vorderseite der Maschine.
Blechdicken, Biegeradien
 Verstellung der Biegewange zur Einstellung der Blechdicke und der Unterwange zur Einstellung des Radius-Mittelpunkts
Verstellung der Biegewange zur Einstellung der Blechdicke und der Unterwange zur Einstellung des Radius-MittelpunktsModerne Schwenkbiegemaschinen stellen sich beim Programmstart automatisch auf die zu verarbeitende Blechdicke und den gewünschten Biegeradius ein. Bei Dünnblechmaschinen (bis ca. 2 mm) wird meist nur die Höhe der Biegewange zum Drehpunkt eingestellt, wodurch sich die Maschine auf die Blechdicke einstellt. Oberhalb 2 mm ist eine Einstellung der Biegewange und der Unterwange (Verschieben des Radius-Mittelpunkts) unabdingbar, um exakte Biegeergebnisse zu erzielen.
Vorteile des Schwenkbiegens
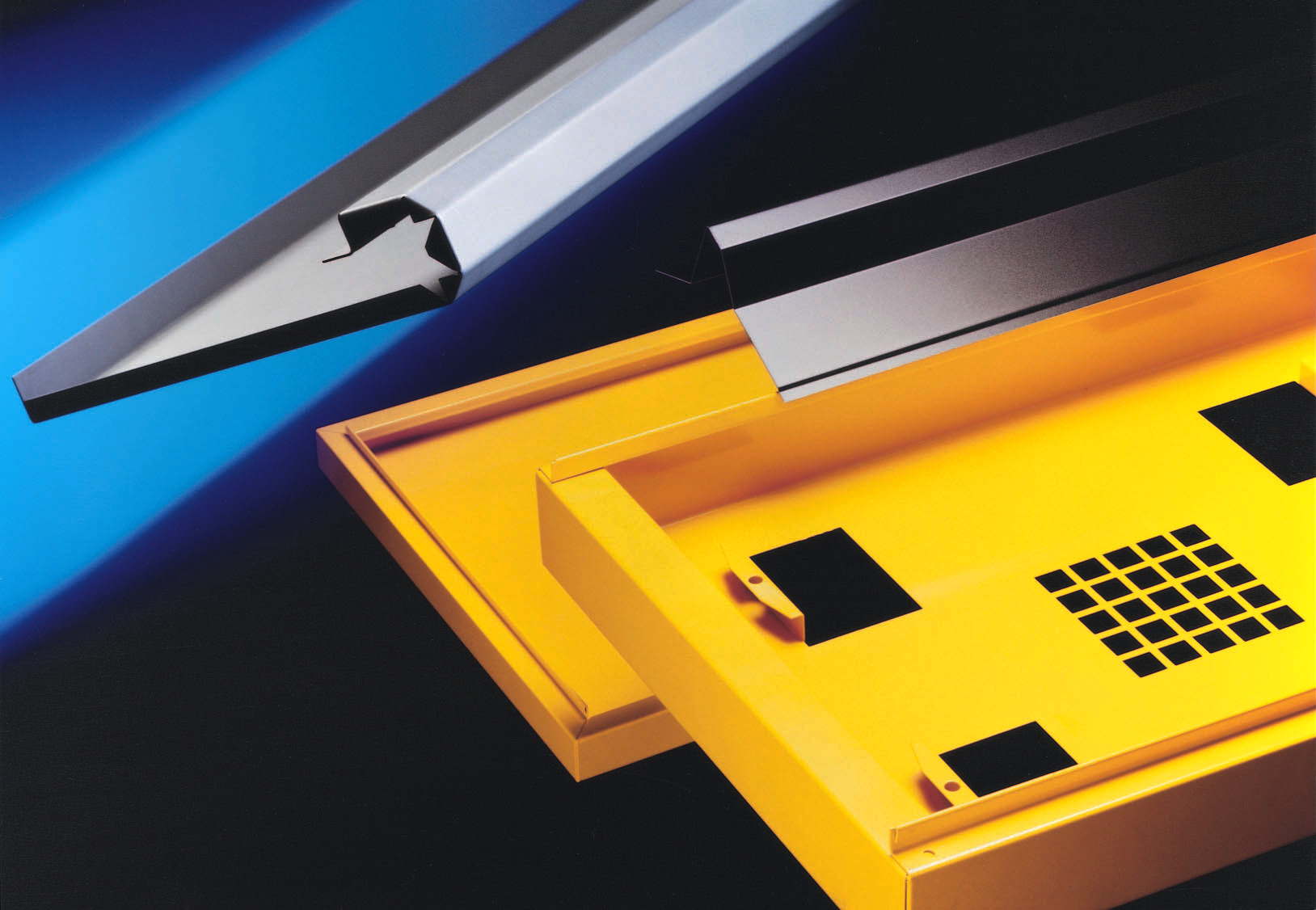
 Schwenkbiegeteile
SchwenkbiegeteileOhne Sonderwerkzeuge einsetzen zu müssen, können
- sehr kurze Schenkel gebogen werden
- durch Aneinanderreihen kurzer Segmente beliebige Radien gebogen werden (Stepbiegen)
- offene und auf Maß geschlossene Umschläge gebogen werden
- Lochbleche maßgenau gebogen werden (Blech beim Biegen gespannt - kann nicht verrutschen)
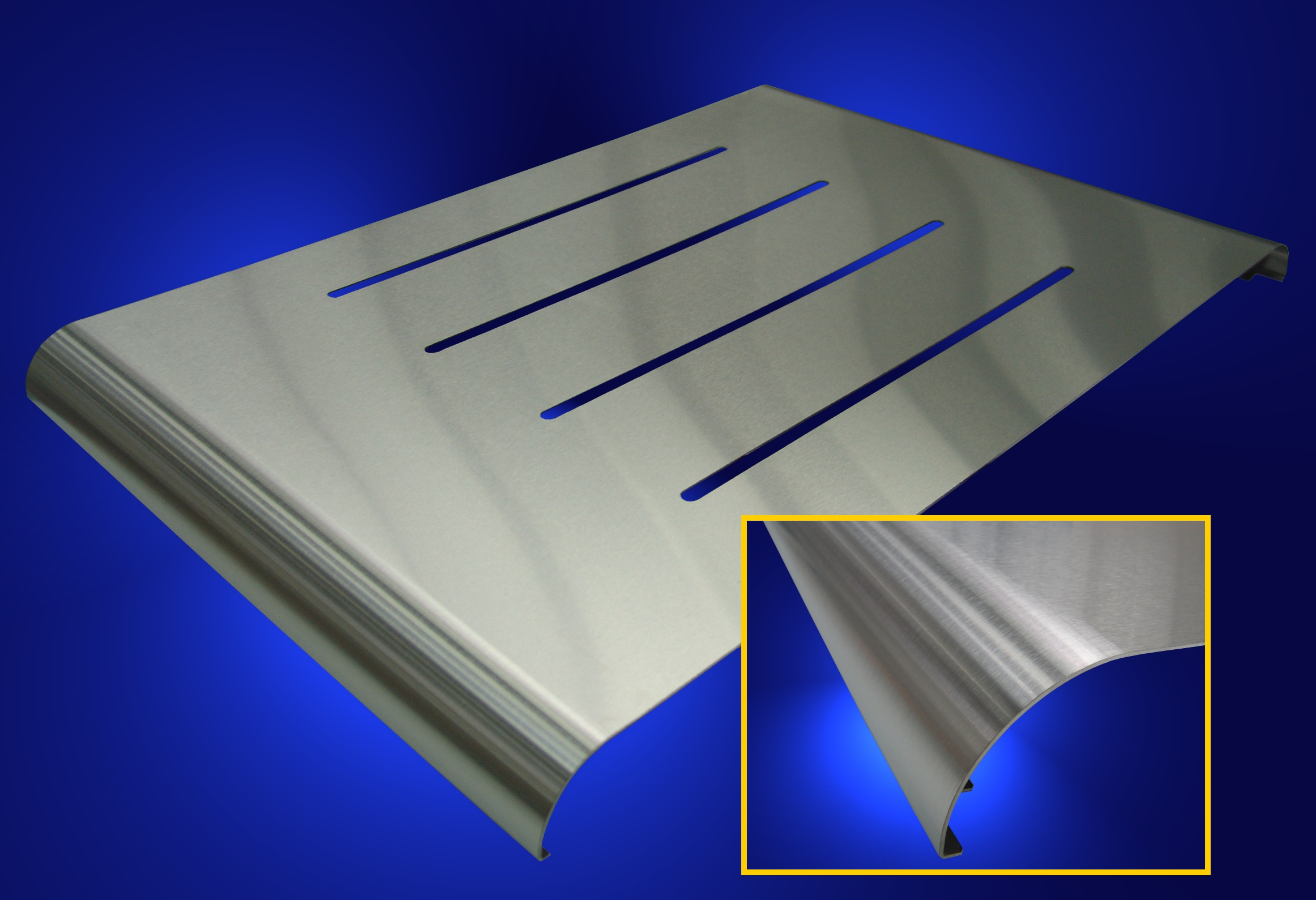
- Bleche mit empfindlicher Oberfläche gebogen werden (Edelstahl, beschichtetes Blech)
Keine Kratzer, kein Verschleiß
 Schwenkbiegen hinterlässt keine Kratzer auf der Blech-Oberfläche
Schwenkbiegen hinterlässt keine Kratzer auf der Blech-OberflächeBeim Schwenkbiegen bewegt sich die Biegewange um ihren Drehpunkt nach oben und rollt am Material ab. Da es nahezu keine Relativbewegung zwischen Werkzeug und Blechoberfläche gibt, entstehen beim Biegen keine Kratzspuren. Die Abrollbewegung führt in der Langzeitbetrachtung auch zu einem sehr geringem Verschleiß an den Werkzeugen.
Genauigkeit
Genauigkeit der Biegewinkel
Bei Schwenkbiegemaschinen schwenkt die Biegewange mit einer Genauigkeit von 0,1 Grad und sichert somit exakte und wiederholgenaue Biegeteile. Für unterschiedliche Biegewinkel, Biegeradien, Blechdicken und Schenkellängen ist meist nur ein einziger universeller Werkzeugsatz nötig. Die Werkzeugflexibilität verringert die Investitions-, Wartungs- und Rüstkosten deutlich.
Genauigkeit der Biegeschenkel
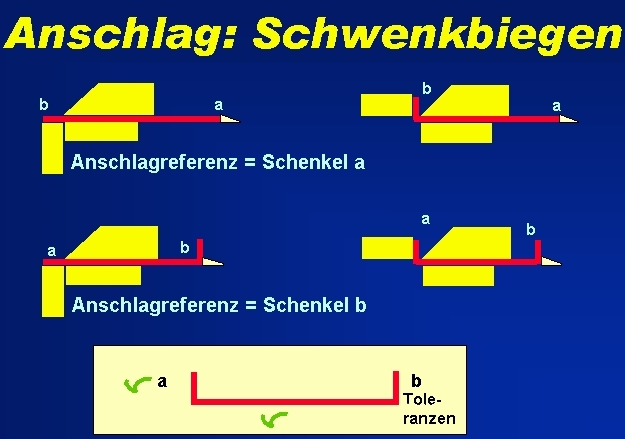
 Ungenauigkeiten des Zuschnitts verschwinden im ersten Biegeschenkel
Ungenauigkeiten des Zuschnitts verschwinden im ersten BiegeschenkelBeim Schwenkbiegen wird das gesamte Teil und nicht der einzelne Biegeschenkel angeschlagen. Somit verschwinden alle Ungenauigkeiten des Zuschnitts im ersten Schenkel jeder Biegerichtung. Alle anderen Schenkel und speziell die Länge und die Breite des Teils sind maßlich exakt. Passgenaue Biegeteile vereinfachen anschließende Schweiß- und Montagevorgänge.
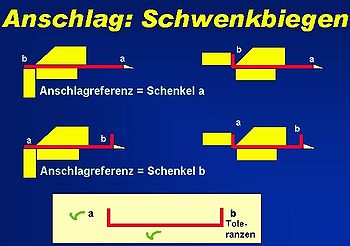
Toleranzen in der Blechdicke
Toleranzen in der Blechdicke beeinflussen das Biegeergebnis nicht, da die Biegewange als Referenz immer die Außenseite des Blechs nimmt. Daher stimmen beim Schwenkbiegen die Winkel exakt, selbst ohne zusätzliche Winkelmesssysteme.
Geradheit der Biegung
Die Steifigkeit der Maschine bestimmt entscheidend, wie gerade die Biegungen sind. Dünnblechmaschinen kommen dank einer tiefen Biegewange ohne Bombiersysteme aus. Bei großen Blechdicken ist der Einsatz von Bombiersystemen üblich. Sie kompensieren die Durchbiegung der Biegewange, indem sie die Mitte der Biegewange erhöhen. Es gibt manuelle, CNC-gesteuerte und eigenintelligent-selbstregende Bombiersysteme.
Umrüsten
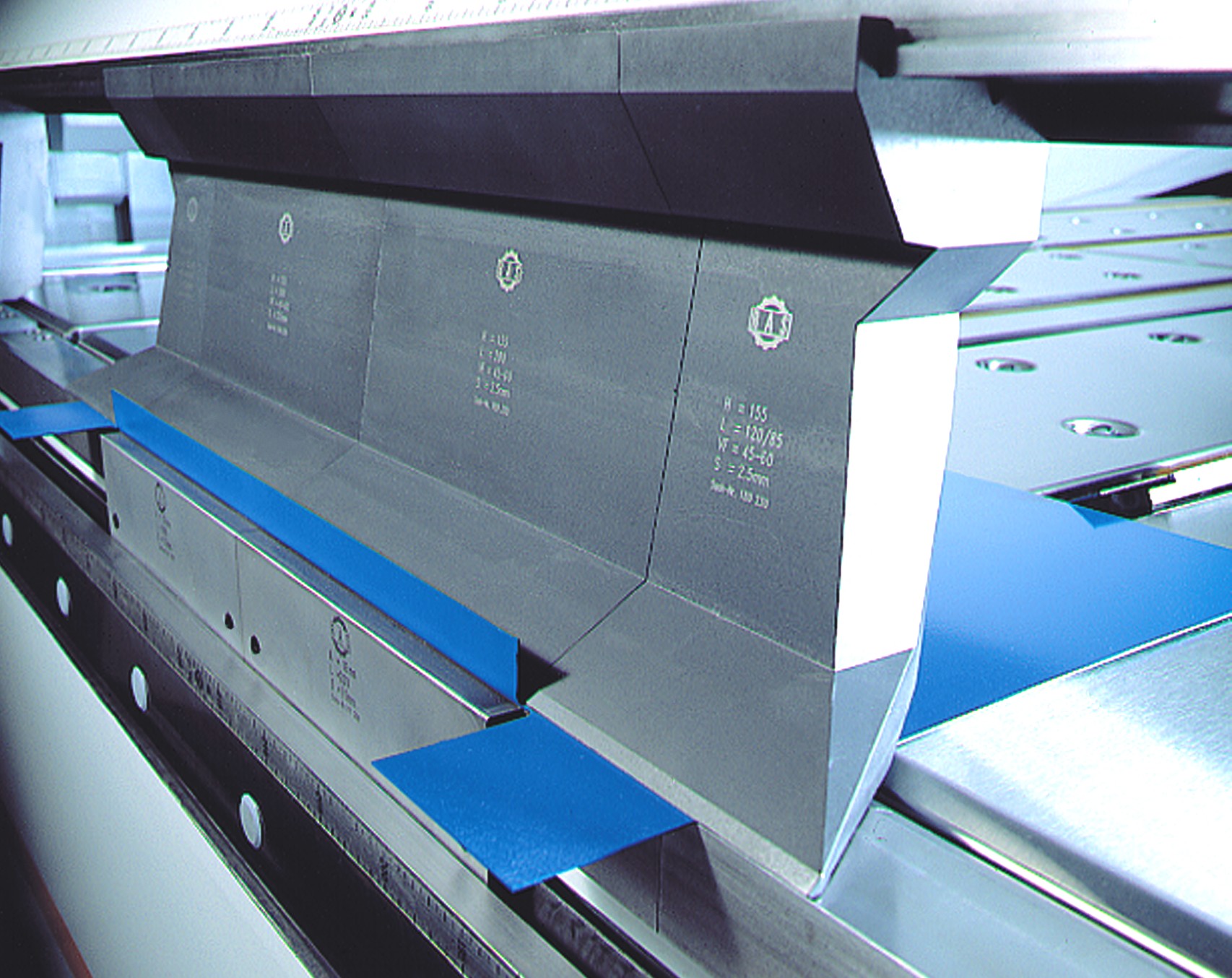
 Automatisches Spannen der Werkzeuge
Automatisches Spannen der WerkzeugeAutomatische Werkzeug-Spannsysteme klemmen die Werkzeuge der Ober- und Biegewange, sobald der Bediener mit der Arbeit beginnt. Zusammen mit einer grafischen Rüstanleitung reduziert sich selbst ein umfangreicher Werkzeugwechsel auf zwei bis fünf Minuten. Beim Schwenkbiegen teilt man die Arbeitslänge häufig in mehrere Stationen auf, um Biegeteile mit einem einzigen Werkzeugaufbau komplett fertigstellen zu können.
Programmierung
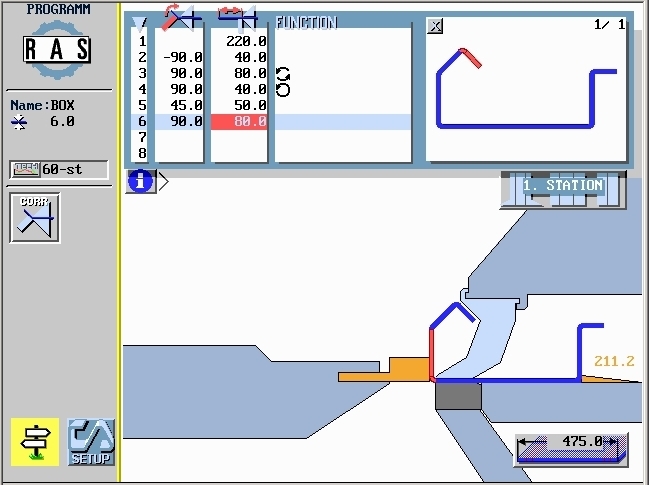
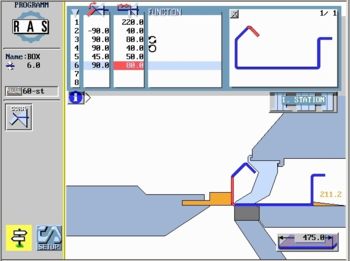 Moderne Steuerungen erzeugen das Biegeprogramm automatisch
Moderne Steuerungen erzeugen das Biegeprogramm automatischModerne CNC-Steuerungen sind einfach zu bedienen. Der Bediener zeichnet das Biegeteil mit dem Finger am Bildschirm. Der Anwender zieht einen Biegeschenkel einfach auf das gewünschte Maß und den gewünschten Winkel. Die Steuerung ermittelt automatisch eine geeignete Biegefolge, zeigt die benötigte Abwicklung des Bleches (Zuschnittlänge) und kompensiert die Rückfederung des Bleches beim Biegen. Am Bildschirm sieht der Bediener das fertige Biegeteil, jeden einzelnen Biegeschritt und das erzeugte Biegeprogramm.
Allerdings muss die Software zur Abwicklung entsprechend des ausgewählten Materials und der Beschaffenheit der Biegewangen exakt eingestellt werden um getreue Abwicklungen des Teils zur Stanz- oder Laserstrahlfertigung zu erstellen. Siehe dazu mehr im Artikel zur Biegeverkürzung.
Einsatzgebiete
Durch all diese Merkmale verbessert Schwenkbiegen die Qualität der Biegeteile, vereinfacht die Handhabung, reduziert Handhabungs- und Rüstzeiten, steigert die Produktivität, erhöht die Flexibilität und senkt die Stückkosten. Ganz allgemein ist Schwenkbiegen ideal für Hersteller von anspruchsvollen oder großen Biegeteilen. Beispeilhafte Anwendungen sind Blechteile für:
- Metalltüren/Möbel/Regale
- Transporteinrichtungen
- Werbeschilder
- Elektrische und elektronische Gehäuse
- Klimageräte und Heizkesselverkleidungen/Öfen
- Maschinen- und Maschinenverkleidungen
- Bedachungs- und Fassadenbleche/Metallbauteile
- Leuchtenkörper
- Restaurant- und Kücheneinrichtungen
- Reinigungsmaschinen
- Medizinische Geräte und Einrichtungen
- Verkaufsautomaten
- Trennwände
- Aufzüge und Rolltreppen
Das Prinzip des Schwenkbiegens wird auch in vollautomatischen Biegezentren verwendet.

Wikimedia Foundation.