- Trockeneisstrahlen
-
Das Trockeneisstrahlen ist ein Druckluftstrahlverfahren, bei dem als Strahlmittel festes Kohlenstoffdioxid, sogenanntes Trockeneis, mit einer Temperatur von -78,9°C eingesetzt wird. Das Verfahren wird in der Oberflächentechnik zum Reinigen eingesetzt.
Inhaltsverzeichnis
Allgemeines
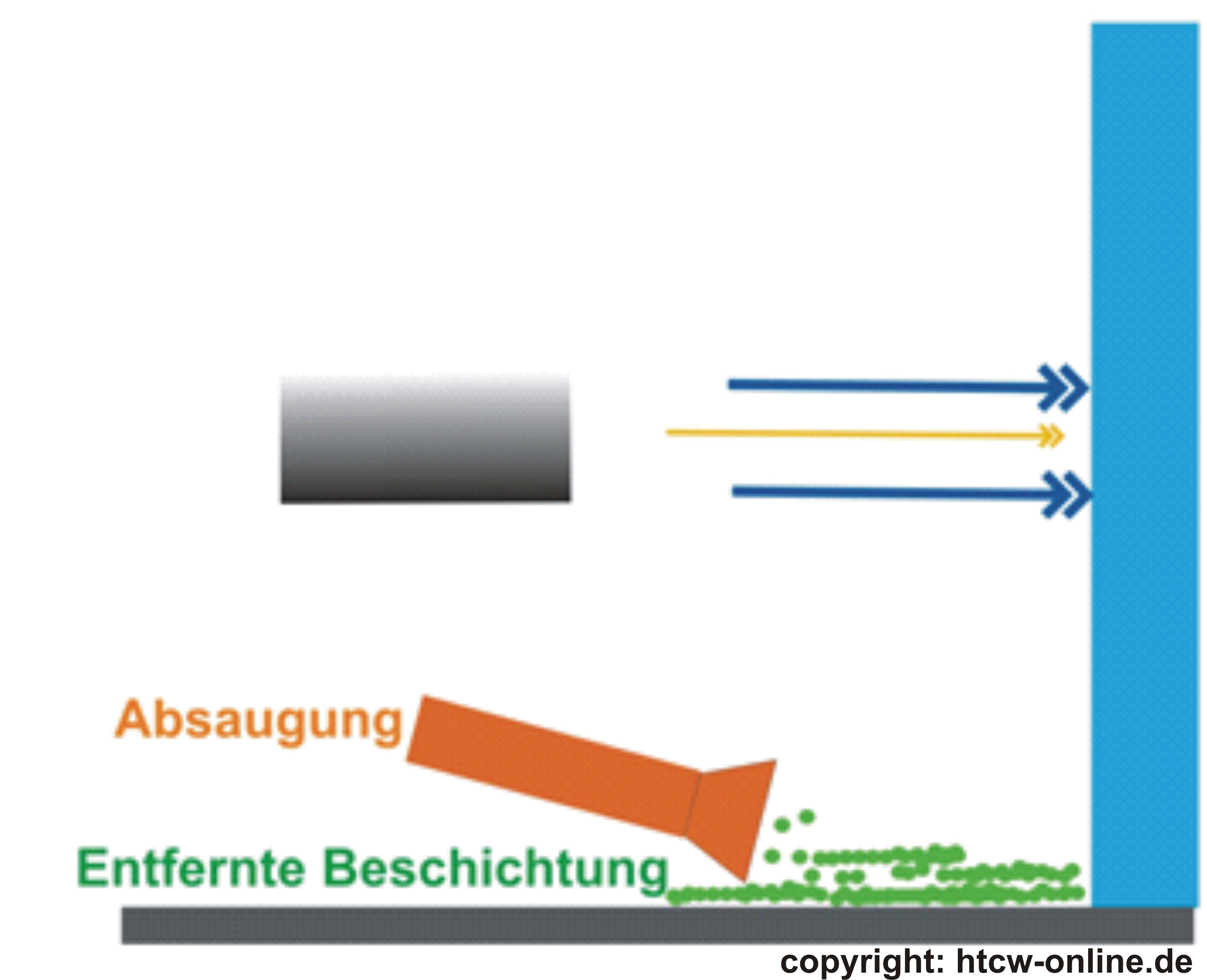
Trockeneis ist elektrisch nicht leitend, chemisch inert, ungiftig, umweltneutral und nicht brennbar. Im Gegensatz zu anderen Strahlmitteln geht Trockeneis bei Umgebungsdruck ohne Verflüssigung direkt vom festen in den gasförmigen Zustand über – es sublimiert. Mit einer Luftmenge von beispielsweise 5000 Litern pro Minute werden die Trockeneispartikel beschleunigt und treffen mit Schallgeschwindigkeit auf das zu reinigende Bauteil.
Beim Reinigen wird die zu entfernende Schicht lokal unterkühlt und versprödet dabei. Nachfolgende Trockeneispartikel dringen in die Sprödrisse ein und sublimieren beim Auftreffen schlagartig. Das Trockeneis wird gasförmig und vergrößert dabei sein Volumen um etwa das 700 bis 1000fache. Dabei sprengt es den Schmutz von der Oberfläche ab.
Die Vorteile dieses minimal-abrasiven und nicht korrosiven Verfahrens liegen in der geringen Schädigung des Strahlguts, sowie der Tatsache, dass nach der Bearbeitung kein Reinigungsmedium zur Entsorgung zurückbleibt. Der größte Vorteil des Trockeneisstrahlens liegt in der Tatsache, dass beim Strahlen kein Strahlmittelrückstand entsteht, da das CO2 gasförmig wird und sich auflöst. Da Trockeneis relativ weich ist, werden die Oberflächen nicht beschädigt und auch extrem empfindliche Elektrobauteile, wie beispielsweise Platinen, können so gereinigt werden. Aufgrund der Möglichkeit kleinste Geometrien schädigungsarm und ohne Demontage bearbeiten zu können, wird das Trockeneisstrahlen u.A. in der Industrie zum Reinigen von Gussformen, Entlacken von Baugruppen, Beseitigung von Unterbodenschutz, zum Beispiel bei der Old- und Youngtimerrestaurierung, beim Reinigen von Austauschmotoren sowie zur Beseitigung von Gummi, Öl, Fett, Silikon, Wachs, bituminösen Beschichtungen, Trenn- und Bindemitteln sowie Klebstoffen eingesetzt.
In der Denkmalpflege kann die Reinigung mit Trockeneis Ihre Vorteile deutlich ausspielen. So kann der Farbanstrich von alten Fachwerkbalken mit Trockeneis entfernt werden, ohne große Beschädigungen an den u.U. jahrhundertealten Balken zu verursachen. Auch innerhalb eines Gebäudes können mit Trockeneis z.B. Fachwerkbalken gereinigt werden. So kann eine Aufhellung der Balken sowie eine Beseitigung von Lehm- und Farbreste sehr schonend durchgeführt werden. Unter anderem wird diese Technik auch zur Entfernung von Anstrichen, Graffiti und zur Beseitigung der Haftwurzeln von Efeu und wildem Wein eingesetzt.
Verfahrensübersicht
Trockeneispartikel
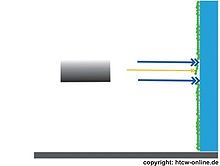
Die Trockeneispartikel werden mit speziellen Strahlanlagen mit Hilfe von Druckluft auf etwa Schallgeschwindigkeit beschleunigt und direkt auf das zu reinigende Bauteil gestrahlt.
 Trockeneisstrahlen Phase 1
Trockeneisstrahlen Phase 1
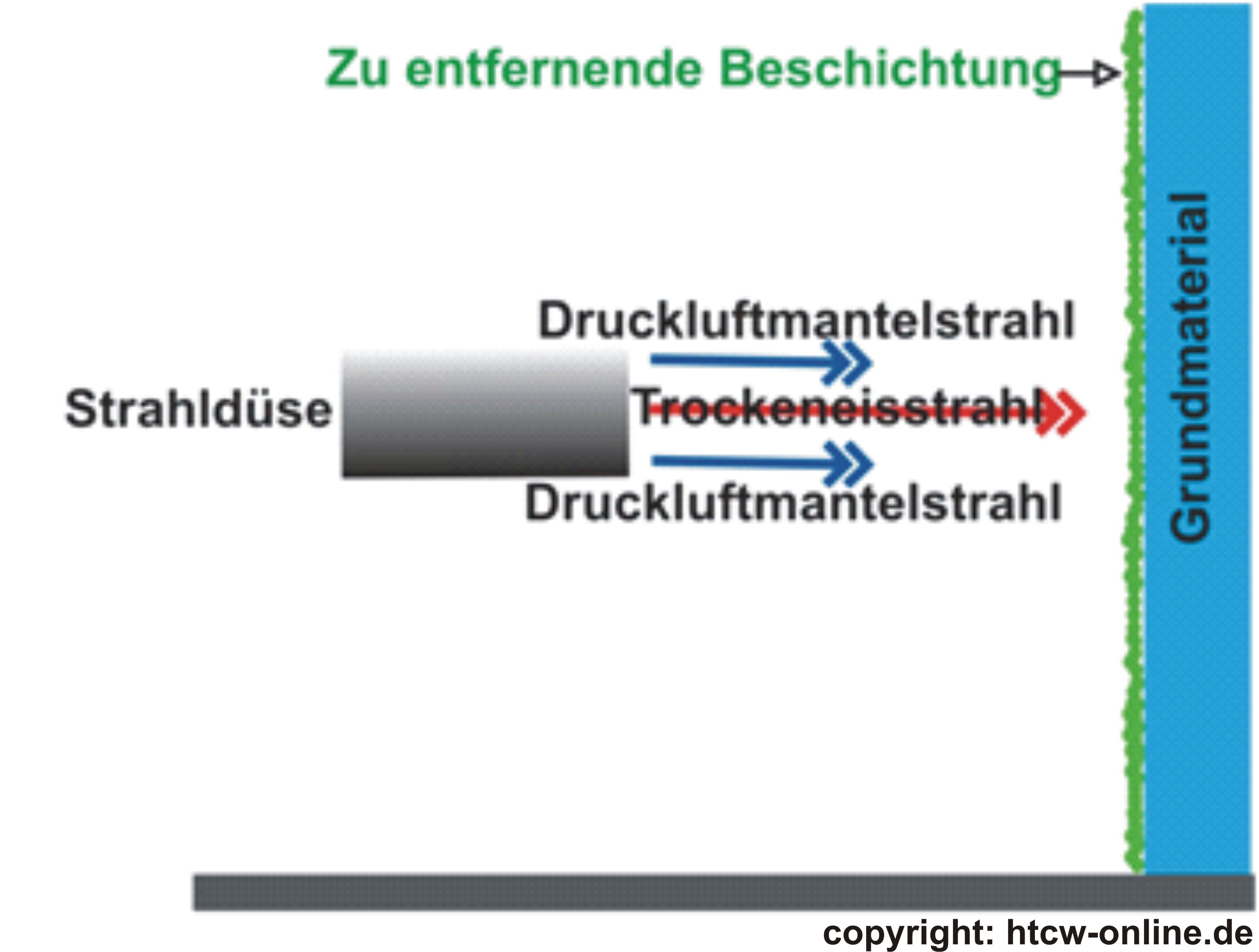
Der thermische Effekt: Punktuelle Unterkühlung
Die auf das Bauteil treffenden Trockeneispartikel führen zu einer schlagartigen punktuellen Unterkühlung der zu entfernenden Beschichtung, wodurch diese versprödet und abplatzt. Auf Grund der unterschiedlichen Wärmeausdehnungskoeffizienten von Schmutzschicht und Bauteil entstehen zwischen beiden Schichten thermische Spannungen. Diese verursachen die entscheidende Mikrorissbildung in der Schmutzschicht.
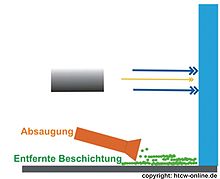
 Trockeneisstrahlen Phase 2
Trockeneisstrahlen Phase 2Der kinetische Effekt: Absprengen der Beschichtung
Die kinetische Energie (Bewegungsenergie) der nachfolgend auftreffenden Trockeneispartikel führt zu einer Verformung und Zerkleinerung der Trockeneispartikel. Diese zerkleinerten Partikel dringen tief in die entstandenen Mikrorisse ein und unterwandern so die zu beseitigende Beschichtung.
 Trockeneisstrahlen Phase 3
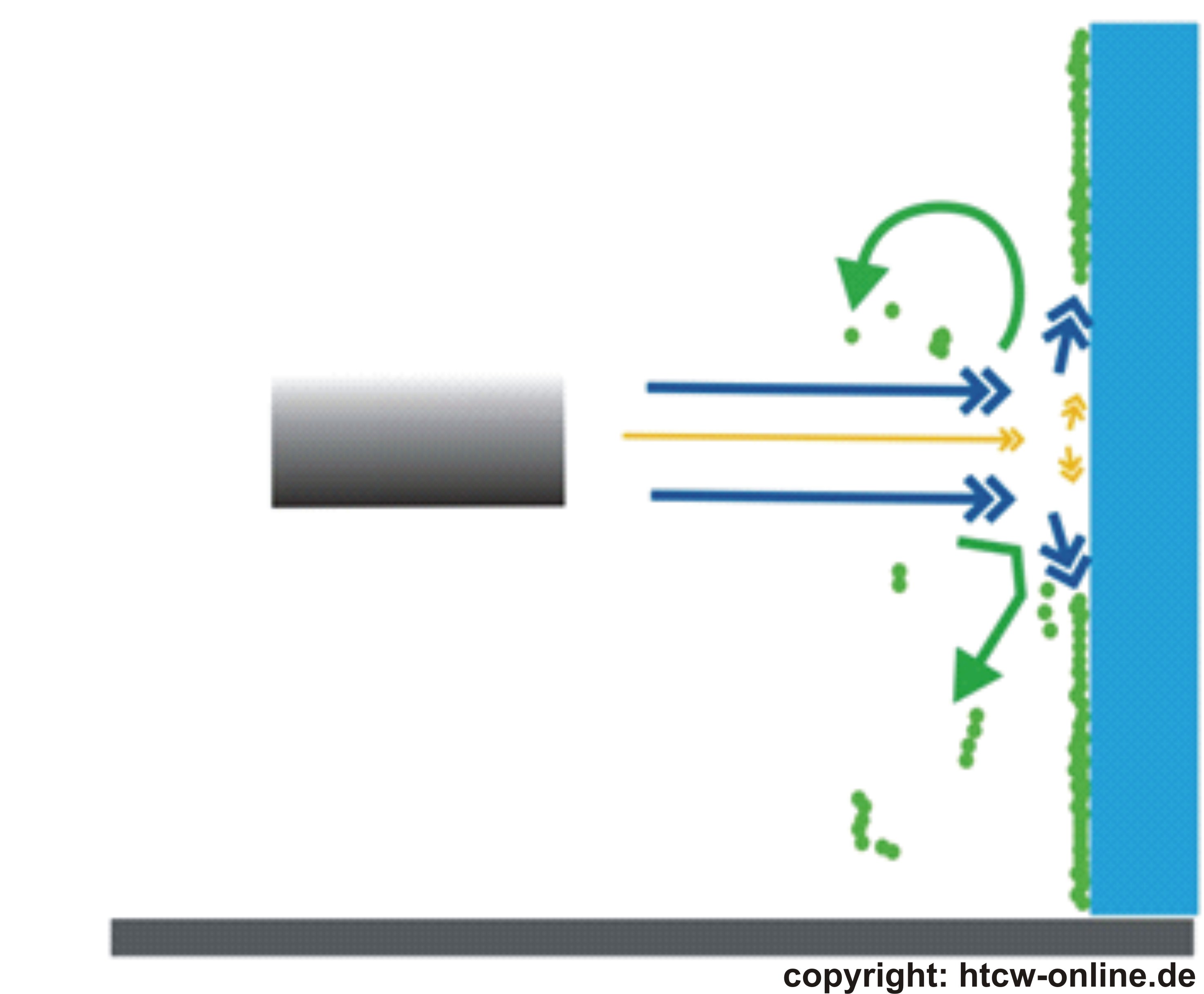
Trockeneisstrahlen Phase 3Der Phasenumwandlungseffekt
Die nachfolgenden Trockeneispartikel dringen in die Sprödrisse ein und sublimieren (Übergang von festen in gasförmigen Zustand) beim Auftreffen schlagartig. Durch die Volumenvergrößerung bei der Sublimation um etwa das 700- bis 1000-fache, wird die zu entfernende Schicht vollständig vom Substrat getrennt.
 Trockeneisstrahlen Phase 4
Trockeneisstrahlen Phase 4Eigenschaften der Trockeneispellets
Strahlmittel spez. Gewicht (g/cm³) Härte Körnung (mm) erzielbare Rauhtiefe 1) Trockeneispellets 1,56 2 (nach Mohs) L:5-10mm, d:3-4mm keine Oberflächenaufrauhung 1) Auf unbeschichteten Eisenwerkstoffen und Legierungen.
Literatur
- HABERLAND, J.: Reinigen und Entschichten mit Trockeneisstrahlen – Grundlegende Untersuchung des CO2-Strahlwerkzeuges und der Verfahrensweise. Fortschritt-Berichte VDI, Reihe 2, Nr. 502, Dissertation, Universität Bremen, 1999.
- REDEKER, C.: Abtragen mit dem Trockeneisstrahl. Fortschritt-Berichte VDI, Reihe 2 Nr. 639, Dissertation, Universität Hannover, 2003.
- KRIEG, M.: Analyse der Effekte beim Trockeneisstrahlen. Berichte aus dem Produktionstechnischem Zentrum Berlin, Dissertation, TU Berlin, 2008. ISBN 978-38167-7625-3
Siehe auch
Weblinks
- HTCW-Online.de - Funktionsweise des Trockeneisstrahlens
- Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK) Bereich Produktherstellung zu Trockeneisstrahlen
- Eisstrahler.com - Blog zum Thema Trockeneisstrahlen mit Vorstellung von Projekten verschiedener Dienstleister, aktuellen Informationen sowie einem PLZ-Verzeichnis

Wikimedia Foundation.