- Gegenhalter
-
Der Nietvorgang oder das Nieten ist die fachgerechte Anbringung einer Nietverbindung.
Ein industriell gefertigter Niet hat gewöhnlich an einem Ende einen vorgefertigten Setzkopf. Am anderen Ende wird mit verschiedenen Nietwerkzeugen ein Schließkopf gefertigt, um eine Nietverbindung zu schließen.
Inhaltsverzeichnis
Auflage auf Gegenhalter und Nietunterlagen
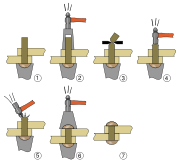 Nietvorgang: 1) Niet in Löcher einführen, dann auf Gegenhalter bzw. Unterlage aufsetzen 2) Anziehen mit Nietzieher 3) Kürzen und 4) Anstauchen des Nietschafts 5) Vorformen des Nietkopfs durch kreisende Schläge mit dem Ballhammer 6) Fertigformen des Nietkopfes mit dem Kopfsetzer 7) Fertige Vernietung
Nietvorgang: 1) Niet in Löcher einführen, dann auf Gegenhalter bzw. Unterlage aufsetzen 2) Anziehen mit Nietzieher 3) Kürzen und 4) Anstauchen des Nietschafts 5) Vorformen des Nietkopfs durch kreisende Schläge mit dem Ballhammer 6) Fertigformen des Nietkopfes mit dem Kopfsetzer 7) Fertige VernietungZu Beginn der Fertigung eines Schließkopfes wird der Niet durch die Nietlöcher der zu verbindenden Bauteile gesteckt.
Wichtig ist dabei, dass Nieten mit dem korrekten Durchmesser und der korrekten Schaftlänge zum Einsatz kommen, bzw. Nieten mit längerem Schaft entsprechend gekürzt werden (Kneifzange, Bolzenschneider o. ä.). Die Faustformel für die korrekte Länge zum Anstauchen eines runden Schließkopfes ist:
Schaftlänge = Gesamtstärke der zu vernietenden Materialien + 1,15 • Schaftdurchmesser.[1]
Das bedeutet: Steckt man den Niet durch die zu verbindenden Materialien, so steht auf der Gegenseite ein Stück von etwas mehr als dem Durchmesser des Schaftes heraus. (Abhängig von der Gesamtstärke der zu vernietenden Materialien).
Die Bauteile mitsamt dem Niet werden nun für die nachfolgende Bearbeitung auf eine geeignete Auflage gelegt, die je nach Art des Nietkopfes aus einem Gegenhalter oder einer Nietunterlage bestehen kann.
Hat der Niet einen über die Materialoberfläche hervorstehenden Setzkopf (z. B. einen halbrunden Kopf) kommen Gegenhalter zum Einsatz, die man in einen Schraubstock einspannt. Der Setzkopf ruht auf dem Gegenhalter in einer Mulde, die seiner Form angepasst ist. Dadurch wird der Setzkopf bei den nachfolgenden Arbeiten nicht verformt. Ein Gegenhalter ist in der Abbildung unter den Bauteilen zu sehen.
Bei Setzköpfen, die mit der Werkstückoberfläche bündig sind (z. B. Senk- und Flachkopfniete), kommen Nietunterlagen zum Einsatz. Diese haben statt der Mulde eine ebene Oberfläche als Auflage für Werkstück und bündigen Nietkopf. Nietunterlagen werden ebenfalls in den Schraubstock eingespannt. Wahlweise kann man auch einen Amboss oder eine Nietstange anstatt einer Nietunterlage verwenden.
Einziehen des Nietes mit dem Nietzieher
Ein Nietzieher wird gelegentlich auch als Nietenzieher bezeichnet.
Die zu verbindenden Einzelteile liegen beim Einziehen auf dem Gegenhalter bzw. auf der Nietunterlage lose aufeinander. Dabei haben sie zumeist nicht flächig miteinander Kontakt, sondern es bleibt ein unregelmäßiger Abstand (z. B. bei krummen Blechen) bestehen. Der Nietzieher wird von Hand auf den Niet gesteckt (bei manueller Vernietung) oder durch eine Nietmaschine (bei maschineller Vernietung) über den hindurchgesteckten Niet geschoben und die Lochränder werden vor dem Aufstauchen des Schließkopfes fest zusammengepresst. Bei manueller Vernietung erfolgt das Zusammenpressen durch Schläge mit einem Hammer auf den Nietzieher. Dabei werden eventuelle Wölbungen ausgedrückt und bei straff sitzendem Niet, z. B. durch ungenaue Bohrungen, werden die Teile überhaupt erst in Kontakt gebracht und der Niet vollständig ins Loch geschoben. Der Nietzieher ist in der Abbildung über den Bauteilen zu sehen.
Die zentrale zylindrische Bohrung des Nietziehers ist größer als der Durchmesser des Nietschaftes, sodass sich Niet und Nietzieher im Prinzip nicht berühren. Dadurch werden ungewollte Verformungen des Nietschaftes (Verbiegen etc.) vor dem Stauchen vermieden. Die Geradheit des Nietes vor dem Stauchen ist wichtig, damit der Niet gerade gestaucht wird, und so ein rotationssymetrischer Schließkopf geformt werden kann.
Der Nietzieher sorgt in erster Linie dafür, dass die Werkstücke plan zusammenliegen können, jedoch können die flachgepressten Teile auch wieder auseinanderrutschen. Daher muss bei der Verwendung des Nietziehers durch geeignete Maßnahmen dafür gesorgt werden, dass die Einzelteile nach dem Entfernen des Nietziehers, und vor dem Stauchen des Nietes, nicht auseinanderrutschen (z. B. durch Festhalten, Schraubzwinge oder dergleichen).
Stauchen des Schaftes mit einem Hammer
Die Bauteile werden nach dem Einziehen des Nietes nicht von ihrer Auflage (Gegenhalter oder Nietunterlage) genommen, damit sie nicht gegeneinander verrutschen. Der überstehende Teil des Nietes wird durch senkrechte Schläge mit der Hammerbahn eines Hammers gestaucht. Durch das Stauchen wird der Niet breiter, bis er das Nietloch ausfüllt und sich an die Wandungen des Bohrloches drückt. Der Nietschaft darf sich durch die senkrechten Schläge aber nicht krümmen.
Vorformen des Schließkopfes mit einem Hammer
Anschließend wird der Niet mit der Hammerbahn so vorgeformt, dass er die ungefähre Form eines halbrunden Schließkopfes erhält. Der Hammer führt dabei taumelnde (kreisende) Bewegungen aus.
Endgültiges Formen durch den Nietkopfsetzer
Zum Abschluss wird nun der Nietkopfsetzer angewendet, der dem Schließkopf seine endgültige Form gibt. Alternative Bezeichnungen dieses Werkzeuges sind Döpper, Nietkopfmacher (kurz Kopfmacher), Schließkopfformer, Nietkopfformer oder auch Köppelmacher.
Der Nietkopfsetzer wird auf den vorgeformten Niet aufgesetzt und durch Schläge mit einem Hammer wird der Schließkopf in seine endgültige Form gebracht. Nach Möglichkeit sollen dabei Kerben in der Werkstückoberfläche, die vom Nietkopfsetzer herrühren können, vermieden werden.
Warmnieten und Kaltnieten
Im Schiffs-, Brücken-, Kessel- und Hochhausbau werden große Niete von mehr als 6 mm Durchmesser „warm“, das heißt in rotglühendem Zustand, genietet. Die nachfolgende Abkühlung lässt die Niete schrumpfen, wodurch die Blechplatten oder Stahlprofile reibkraftschlüssig und wasserdicht zusammengepresst werden.
Für diesen Vorgang werden drei Personen gebraucht, von denen einer die Niete in einem Holzkohlenfeuer erwärmt und diese der zweiten Person zureicht oder in einen Fangeimer aus Blech zuwirft, diese steckt den warmen Niet mit einer Zange durch das Nietloch und drückt den Kopf mit dem Setzeisen fest. Der eigentliche Nieter auf der anderen Seite bearbeitet wie oben beschrieben mit dem Nietzieher und dem zweiten Setzeisen den anderen Kopf.
Kleinere und speziell Kupferniete werden kalt verarbeitet, jedoch erwärmen diese sich durch die Schlagwirkung und ziehen dann beim Abkühlen auch die vernieteten Teile eng aneinander.
Einzelnachweise
- ↑ Tabellenbuch Metall, Europa Lehrmittel OHG, Verlag Willing & Co, Wuppertal-Barmen 1962
Siehe auch

Wikimedia Foundation.