- Rändeldrücken
-

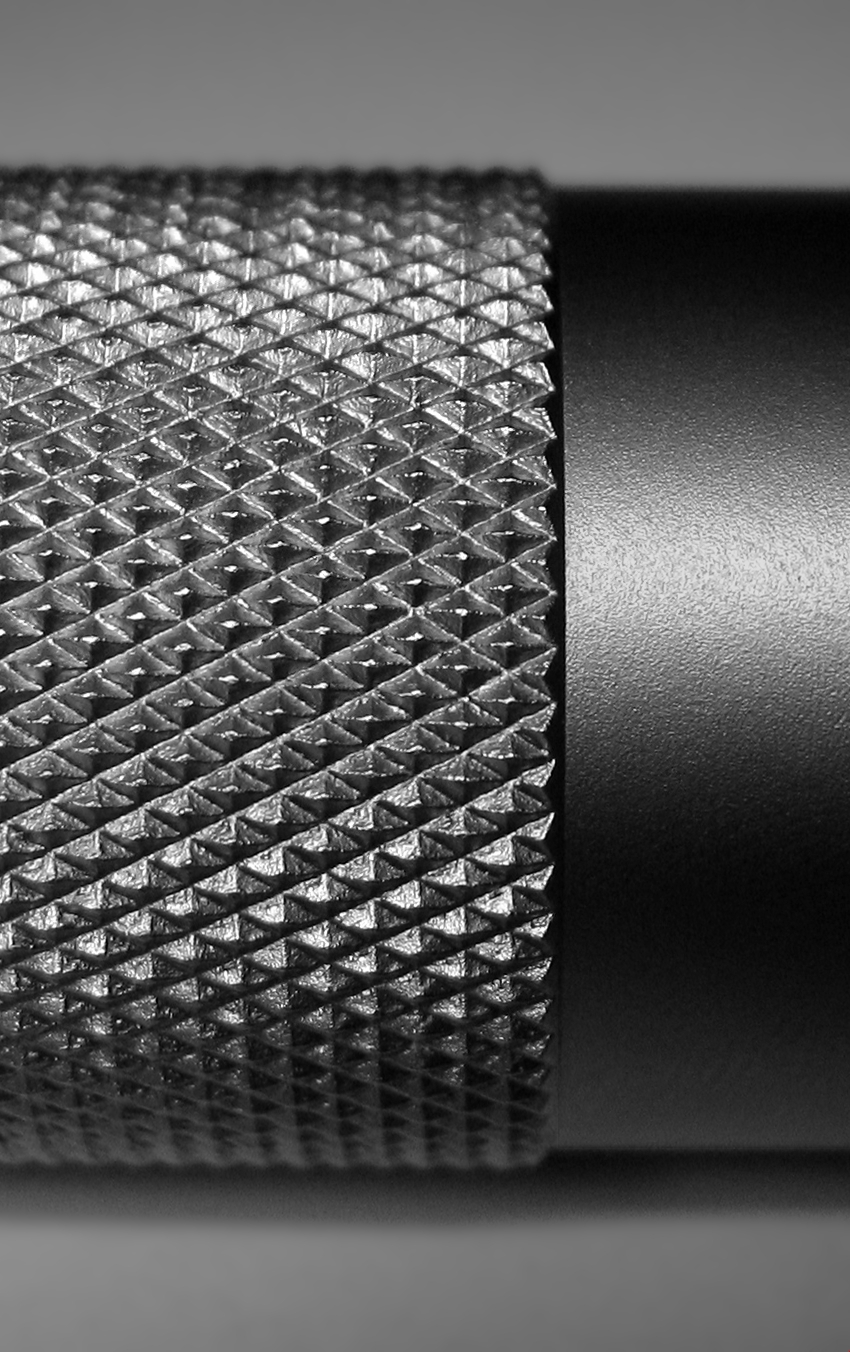
 Beispiele kreuzgerändelter Oberflächen
Beispiele kreuzgerändelter Oberflächen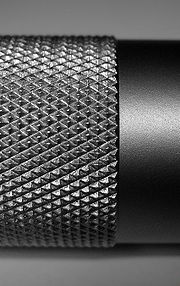 Nahaufnahme einer Rändelung (RGE)
Nahaufnahme einer Rändelung (RGE)Beim Rändeln wird zwischen dem spanlosen Rändeldrücken und dem spanenden Rändelfräsen unterschieden. Je nach Verfahren wird mit Rändelrädern das Profil hineingedrückt oder an einer Rändelfräse gefräst. An CNC-Drehmaschinen mit angetriebenen Werkzeugen können auch spezielle Rändelfräswerkzeuge eingesetzt werden, um ein Umspannen auf andere Maschinen zu vermeiden. Da die Bearbeitungskräfte beim Fräsen geringer ausfallen findet es vorwiegend bei dünnen Werkstücken oder auf Bearbeitungszentren Verwendung.
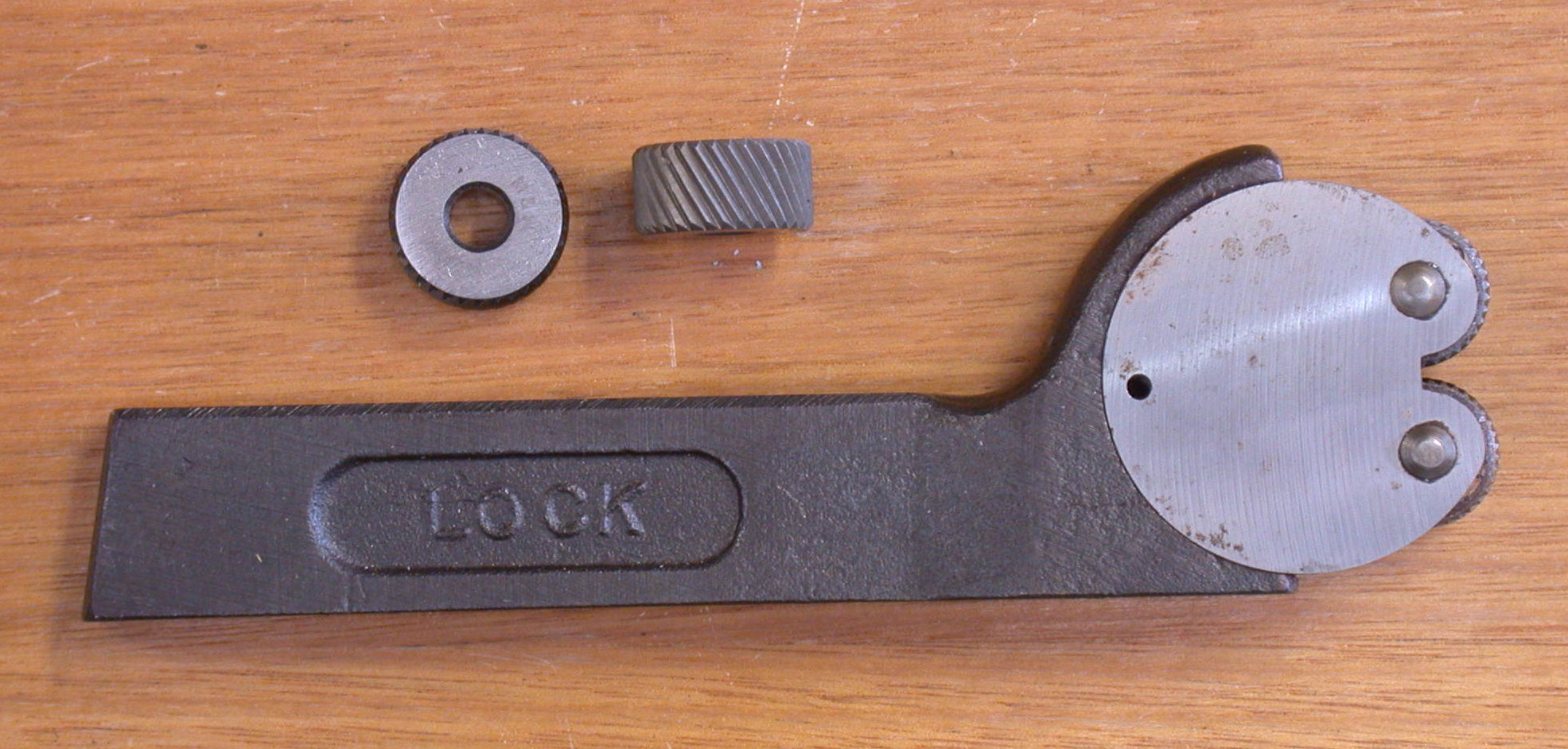
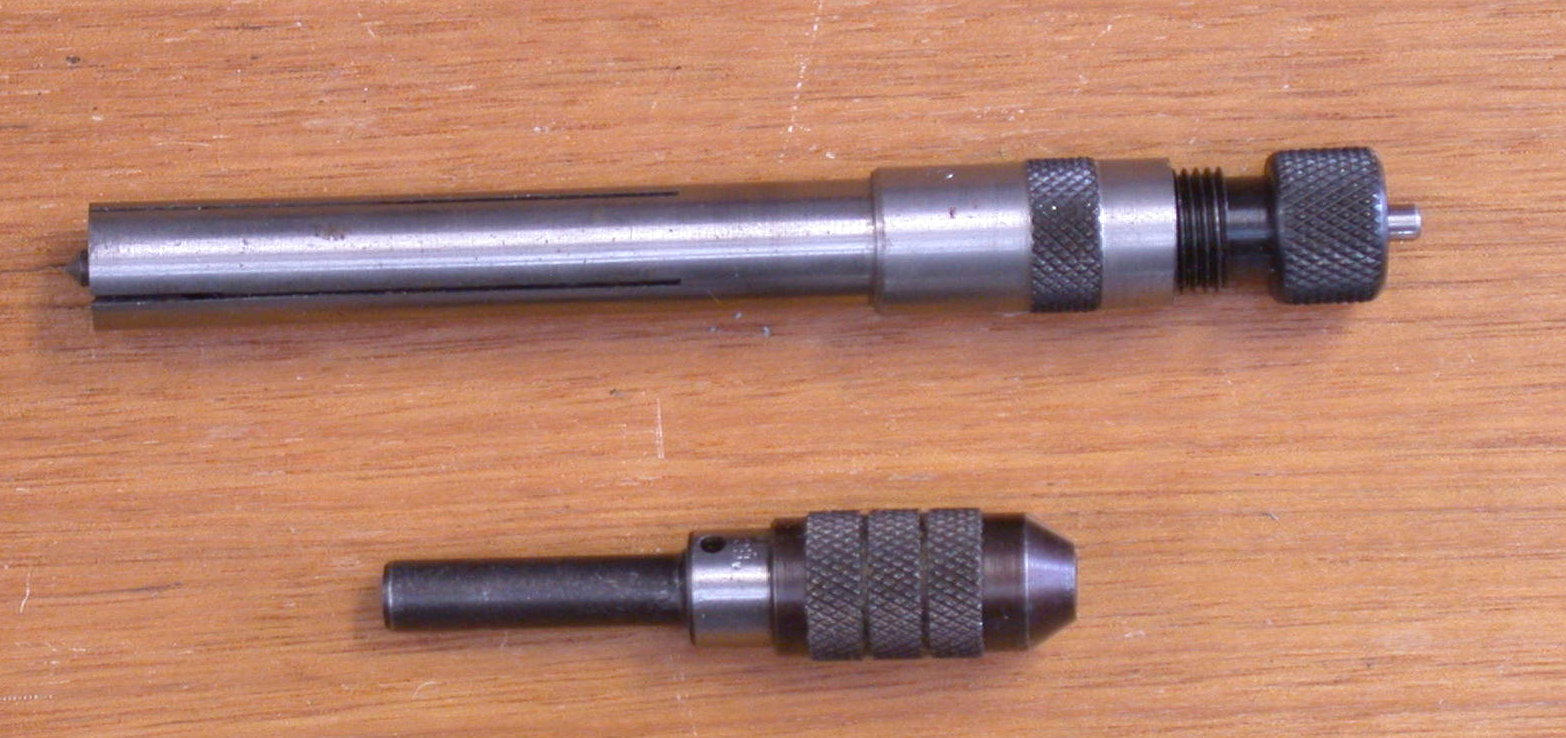
Rändeln wird zum einen angewendet um Muster in Handgriffe an Werkzeugen einzuprägen. So werden z. B. die Griffe bzw. Griffflächen von Messschrauben oft gerändelt.
Ein weiterer Anwendungsfall ist das Erzeugen eines Zackenprofils für eine Welle-Nabe-Verbindung, z. B. für das Befestigen eines Rotorpaketes auf einer Welle, um höhere Drehmomente zu übertragen, als bei einer Schrumpfverbindung oder Rändelschraube.
Gerändelte Flächen haben den Vorteil, dass sie griffiger sind als glatte Flächen.
Es gibt Rändel in folgenden Ausführungen:
- RAA: Rändel mit achsparallelen Riefen
- RBL: Linksrändel
- RBR: Rechtsrändel
- RGE: Links-Rechtsrändel, Spitzen erhöht
- RGV: Links-Rechtsrändel, Spitzen vertieft
- RKE: Kreuzrändel, Spitzen erhöht
- RKV: Kreuzrändel, Spitzen vertieft
Der Profilwinkel beträgt 90°, in Sonderfällen auch 105°.
Bezeichnung: z. B.: Rändel RAA 08-105: Rändel mit achsparallelen Riefen, Teilung 0,8 mm und Profilwinkel 105°
Normen
Fußnoten
Wikimedia Foundation.