- Stichtiefdruck
-
Der Sammelbegriff Tiefdruck bezeichnet Druckverfahren, bei denen linien-, punkt- oder flächenartige Vertiefungen auf einer blanken Metallfläche mit Druckfarbe gefüllt werden und ein aufgepresstes Papier diese Druckfarbe aufnimmt. Tiefdruck wird sowohl in der gewerblichen Reproduktionstechnik wie auch in der künstlerischen Grafik verwendet.
Inhaltsverzeichnis
Der Tiefdruck in der Kunst
Als künstlerisches Medium verleiht der Tiefdruck dem Künstler große Souveränität, mit der sich sein Einfallsreichtum ungehindert verwirklichen kann. Insbesondere die Radierung ist seit Rembrandt immer wieder ein bevorzugtes Arbeitsgebiet bildender Künstler gewesen.
Merkmale der Tiefdrucktechnik
Alle manuell hergestellten Tiefdrucke haben als Erkennungszeichen einen durch den Druck in das gefeuchtete Papier entstandenen Plattenrand (Facette), der sich in das Papier einprägt und auch auf der Rückseite des bedruckten Papiers eine Erhöhung bewirkt. Ein weiteres Merkmal ist, dass die verschiedenen Abzüge einer Platte geringe Maßdifferenzen aufweisen: Die fertigen Drucke sind feucht und müssen getrocknet werden, die Bögen ziehen sich dabei zusammen. Je nach Qualität kann die ungleichmäßig verlaufende Schrumpfung zwischen ein und zwei Prozent liegen.
Bei stichelgravierten Zylindern weisen Kanten und Ränder stets einen sogenannten Sägezahneffekt (optisches Ausfransen der Ränder und Kanten) auf, der durch die rautenförmigen Näpfchen entsteht.
Die grafischen Verfahren des Tiefdrucks
Innerhalb der Grafik werden die Tiefdruckverfahren in zwei große Gruppen unterteilt:
- die manuellen (trockenen) Verfahren, die auf physikalischer Kaltverformung der Druckplatte beruhen, wie Kaltnadelradierung, Kupferstich, Mezzotinto (Schabtechnik), Steinradierung
- und die (nassen) Ätzverfahren, bei denen mit chemischen oder galvanischen Methoden Material entfernt wird, wie Ätzradierung, Aquatinta, Vernis Mou (Weichgrundätzung), und teilweise auch beim Stahlstich
Zwischenzeitlich werden viele Mischtechniken verwendet, sodass die strikte Trennung zwischen trockenen Verfahren und nassen Verfahren nicht mehr so strikt getroffen wird.
Varianten der künstlerischen Tiefdrucktechniken sind:
- Für den Prägedruck, auch Reliefdruck genannt, ohne Farbe Blinddruck (Gaufrieren), werden Metallplatten in Form geschnitten, zum Teil werden Bleche oder Drähte aufgelötet oder Teile der Platte ausgestanzt oder herausgesägt. Manche Radierer prägen unterhalb der eigentlichen farbigen Darstellung ihr Künstlerzeichen als farblosen Blinddruck in das Kupferdruckbüttenpapier.
- Carborundum ist eine Kombination aus Radierung und Prägedruck, bei der (auch zusätzlich zur Radierung) auf Teile der Druckplatte eine Mischung aus Carborundum (Schleifmittel) oder Marmormehl mit Acrylharz aufgetragen wird. Die Druckfarbe haftet in den Kornzwischenräumen und ergibt beim Abdruck Farbflächen hoher Intensität. Joan Miró hat solche Arbeiten geschaffen.
- Die Heliogravure entstand Ende des 19. Jahrhunderts als mit der Fotografie lichtempfindliche Beschichtungen aufkamen. Sie erlaubt fotografische Wiedergaben. Ende des 20.Jahrhunderts kamen neue Verfahren hinzu, die mit einer auf einer glatten Oberfläche aufkaschierten (meist lichtempfindlichen) Polymerfolie hergestellt werden. Siehe auch: Edeldruckverfahren (Übersicht)
- Cerataryt, Druck mittels Wachsplatten oder gewachsten Stoffen
Der Kupferstich als Vorbild des Tiefdrucks
Das Vorbild des Tiefdrucks ist der Kupferstich. Die druckenden Teile sind leicht vertieft.
In den Kupferzylinder wird das Druckbild entweder mechanisch mit einem Stichel, einer Nadel, einem Laser, einem Roulette geprägt oder photochemisch bzw. galvanochemisch übertragen. Im Rasterverfahren heißen die Vertiefungen Näpfchen. Für die Aufrasterung werden zwei verschiedene Methoden eingesetzt:
- der flächenvariable Raster. Dabei sind die Näpfchen unterschiedlich groß und es entstehen somit unterschiedliche Schwärzungsgrade. Je größer die Näpfchen, desto mehr Farbe wird angenommen.
- der tiefenvariable Raster. Hier sind die Näpfchen unterschiedlich tief, dadurch kann unterschiedlich viel Farbe aufgenommen und ans Papier abgegeben werden.
Der Kupferzylinder rollt durch die dünnflüssige Druckfarbe, und ein Rakelmesser streicht die überschüssige Farbe ab. Das Rakelmesser ist ein dünnes Stahllineal.
Tiefdruck – Druckverfahren für hohe und höchste Druckauflagen
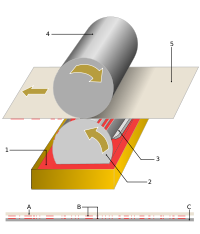 A: Papier, B: Farbe, C: Druckform; 1: Farbbehälter, 2: Druckformzylinder, 3: Rakel, 4: Druckzylinder, 5: Papier
A: Papier, B: Farbe, C: Druckform; 1: Farbbehälter, 2: Druckformzylinder, 3: Rakel, 4: Druckzylinder, 5: PapierDas Tiefdruckverfahren entwickelte sich aus dem Kupferstich des 19. Jahrhunderts und wird auch Rakeltiefdruck genannt. Der Tiefdruck ist ein Direktdruckverfahren. Im Jahr 2005 lag der Anteil des Tiefdrucks am Gesamtumsatz in der Druckindustrie bei 12 Prozent.
Arbeitsschritte
Das Tiefdruckverfahren besteht aus mehreren Arbeitsschritten. Zuerst werden der Text gesetzt und die Abbildungen reproduziert. Nach dem Umbruch erfolgen das Ausschießen und die Formenmontage. Anschließend werden die zu druckenden Informationen auf den Druckformzylinder, mittels Gravur,Ätzung oder Laser, übertragen. Nach dem Einrichten der Druckmaschinen wird gedruckt.
Druckmaschinen
Es gibt im Tiefdruck sowohl Rollenrotationsmaschinen, als auch Bogendruckmaschinen. Im Rotationsdruck werden vor allem auflagenstarke Produkte hergestellt. Ihre Druckleistung liegt aktuell bei 60.000 Drucken pro Stunde,das entspricht einer Papierbahngeschwindigkeit von ca 16m/s. Im weniger verbreiteten Bogentiefdruck wird vor allem beim Druck von Leuchtstofffarben, Metallfarben und Lacken (z. B. Metallic-, UV-aktivierbare, grobpigmentösen Farben) auf fertigen Bildern genutzt. In Kombination mit Offsetdruck sind im Bogentiefdruck hochqualitative und optisch sehr ansprechende Druckergebnisse möglich. Anwendungen sind vor allem in der Zigarettenindustrie, aber auch bei Parfüm-, Kosmetikverpackungen, Displays sowie im Sicherheits- und Wertpapierdruck zu finden.
Bekannteste Hersteller von Bogentiefdruckmaschinen sind die Firma H.C.Moog in Rüdesheim, KBA sowie Billhöfer im Auftrag von MAN.
Das Tiefdruckwerk besteht aus einem Formzylinder, der Farbwanne, einem Rakelsystem, dem Presseur und einem Trockner.
Druckform
Im Tiefdruck besteht die Druckform aus einem Stahlzylinder mit einer Kupferbeschichtung. Der Zylinder kann eine Breite von 5 Meter und einen Durchmesser bis zu 1,6 Meter haben. Darauf kommt eine weitere, etwa 0,1 Millimeter starke Kupferschicht (das Gravurkupfer). In diese zweite Kupferschicht wird das Druckbild als tief gelegene Näpfchen mit einem Diamantstichel eingraviert. Pro Sekunde können etwa 8000 Näpfchen eingraviert werden. Dazu wird eine Diapositivform auf gleichmäßig gerastertes Pigmentpapier kopiert und von diesem aus auf den Zylinder übertragen. Die zweite Kupferschicht kann zusätzlich verchromt werden, um eine bessere Haltbarkeit zu erreichen. Dies wird vor allem in höheren Auflagenbereichen genutzt. Nach dem Druck wird die dünne Kupferbeschichtung wieder abgezogen, so dass der Stahlzylinder wieder verwendet werden kann. Die Art der Gravur im Tiefdruck ermöglicht eine exakte und zuverlässige Wiederholbarkeit des Ergebnisses.
Je nach Größe und Tiefe der Näpfchen werden im Tiefdruck konventionelle, halbautotypische und autotypische Verfahren unterschieden. Im konventionellen Verfahren sind die Näpfchen gleich groß (gleich Fläche auf dem Druckträger)aber unterschiedlich tief. Im halbautotypischen Verfahren sind die Näpfchen unterschiedlich groß und tief. In beiden Verfahren liegt über der gesamten Form ein Raster. Dies bildet Stege, die dem Rakelmesser ein besseres Schaben ermöglichen. Im autotypischen Verfahren variieren die Näpfchen in der Fläche, aber nicht in der Tiefe (idealerweise). Für jede Druckfarbe wird eine eigene Montage vorgenommen.
Druckverfahren
Das Druckbild liegt vertieft in der Druckform. Diese Vertiefungen werden Näpfchen genannt und sind in das Metall eingraviert. Die Tiefe der Näpfchen kann ebenso variieren wie ihre Breite, wodurch echte Halbtöne und haptisch wahrnehmbare Unterschiede (Banknotendruck) möglich sind. Die Näpfchentiefe variiert je nach gewünschtem Tonwert und damit gewünschter Farbmenge zwischen vier Mikrometern bei hellen Stellen und 40 Mikrometern bei dunklen Stellen. Im Tiefdruck können verschieden dicke Farbschichten gedruckt werden, um die Tonwerte zu verändern. Zwischen den Näpfchen liegen die Stege. Auf ihnen gleitet das Rakel entlang und hält sie durch abrakeln farbfrei.
Die dünnflüssige Farbe wird im Farbbad in die Näpfchen des sich drehenden Zylinders gedrückt. Die Farbe im Tiefdruck enthält viele sich schnell verflüchtigende Lösungsmittel. Beim Einfärben nehmen sowohl die druckenden als auch die nicht druckenden Teile Farbe an. Die bildfreien Stellen werden durch das Rakel aus Stahl gereinigt, indem überschüssige Farbe abgeschabt wird. Die dünnflüssige Farbe kann über die Stege ineinander laufen. Dies hat zur Folge, dass optisch ein echtes Halbtonbild entsteht.
Der Bedruckstoff wird mit einem hohen Druck auf die Druckform gepresst. Dazu drückt der Presseur die Papierbahn gegen den Formzylinder. Häufig werden der Presseur und die Papierbahn elektrostatisch aufgeladen, um eine bessere Farbübertragung zu erreichen. Anschließend wird die Bahn in einen vertikalen Trockenkanal geführt; die Farbe trocknet, bevor sie das nächste Druckwerk erreicht, es wird also nicht "nass in nass" gedruckt. Wegen des hohen Anteils von Lösungsmitteln in der Tiefdruckfarbe ist die Arbeit an einer Tiefdruckmaschine nicht ungefährlich. Moderne Tiefdruckmaschinen werden mit integrierten Feuerlöschsystemen angeboten. Anschließend geht der Bedruckstoff in das nächste Druckwerk oder in das Falzwerk.
Gravur
Bei der konventionellen Herstellung der Druckform wurde ursprünglich der Zylinder geätzt. Eine Diapositivform wird dabei auf gleichmäßig gerastertes Pigmentpapier kopiert. Von dort aus findet die Übertragung auf den Zylinder statt. Hier werden die Halbtonbilder nicht gerastert.
Beim autotypischen Tiefdruck wird vom Halbtonpositiv ein Rasternegativ hergestellt. Dieses wird wiederum zu einem Rasterpositiv kopiert. Anschließend wird dies auf den Zylinder kopiert.
Nach der Kopie werden die druckenden Teile mit Eisenchlorid in die Kupferhülle des Zylinders geätzt. Der Vorgang ist nicht gut reproduzierbar und erfordert viel Personal.
Daher ist es heute kaum noch in Gebrauch und wurde ab Mitte der 1960er Jahre von der Elektromechanischen Gravur verdrängt. Dieses Verfahren ist heute (2007) noch marktbestimmend. Bei der elektromechanischen Gravur taucht ein dreieckig geschliffener Diamantstichel in die Kupferoberfläche ein und schneidet einen Napf aus. Je nach Eindringtiefe erzeugt er dabei auch eine andere Oberfläche. Das Verfahren ist also sowohl flächen- als auch tiefenvariabel (halbautotypisch).
Die Ansteuerung des Stichels erfolgt über den Gravierstrom. Dieses Signal wurde zunächst analog gebildet, wobei man einen gerasterten Film mit einem Optikkopf abtastete. Vom Film kommend arbeitete man als nächsten Schritt mit Opalen. Dabei werden Vorlagen von einem Abtastkopf abgetastet. Dieser misst die Dichtwerte. Auf Grund dieser Werte entstehen elektrische Signale, die graviert werden.
Mitte der 1990er Jahre begann man, Signale mit einem Computer digital zu verarbeiten. Der Computer steuert nach Abschluss dieses Vorgangs das elektromagnetische Graviersystem an. Dieses wiederum steuert den Diamantstichel, der die Kupferschicht bearbeitet.
Heute erfolgt die Datenübertragung aus einen digitalen Workflow, der meist mit PDF Seiten beginnt und nach Belieben automatisiert werden kann. Die Gravuranlagen lesen von 1Bit Tiff-Dateien, die zur Abtastung verwendet werden. Des Weiteren ist es ebenfalls möglich, Daten des Offsetdruckverfahrens in Daten für den Tiefdruck umzurechen.
Je nach Gravursystem werden heute 4.000 bis 12.000 Näpfchen pro Sekunde pro Gravierkanal hergestellt.
Bei Vierfarbformen kann die Form für die schwarze Farbe mit feinerem Raster als die anderen Formen angelegt werden. Dadurch kann ein scharfes Druckbild erreicht werden, was man für Texte benutzt, allerdings verliert man Enddichte.
Linotype Hell plante in den 1980er Jahren, die Gravur mittels Diamantstichel durch eine Elektronenstrahlgravur abzulösen. Diese Art der Gravur erreicht die Herstellung von 150.000 Näpfchen pro Sekunde, benötigt aber Vakuumtechnik und hat sich daher in der Praxis nicht durchgesetzt.
Scitex plante, mit Lasergravur das Verfahren zu vereinfachen und zu verbilligen. Hier sollte nicht mehr der gesamte Zylinder graviert, sondern nur noch eine Kunststoffschicht, die anschließend auf den Zylinder aufgebracht wird. Das Verfahren hat sich in der Praxis nicht bewährt, weil die Kunststoffeinlagen ausgewaschen wurden und sich die Druckdichte über den Prozess änderte.
Heute wird die Lasergravur für den Verpackungsdruck und vereinzelt in Publikation und Dekor eingesetzt. Das berührungslose Verfahren bietet gegenüber der mechanischen Gravur sowohl Vor- als auch Nachteile. Man unterscheidet zwischen der Lasergravur und der Direktlasergravur.
Bei der Lasergravur, zum Beispiel dem Digilias von Schepers, HelioBeam von Hell-Gravure oder Think von Think Systems, wird die Kupferschicht des Zylinders mit einem lichtempfindlichen Lack beschichtet, in den das Druckbild gelasert wird. Die nicht belaserte Schicht wird beim Think Verfahren ausgehärtet (entwickelt). Anschließend wird der beschichtete Zylinder in ein Säurebecken getaucht. Die Säure frisst sich durch den, je nach Verfahren, belichteten oder unbelichteten Lack in das Kupfer und bildet die Näpfchen. Anschließend wird der verbleibende Lack in einem Laugebad abgewaschen. Diese Verfahren eignen sich hervorragend zum Abbilden feiner Linien und Texte. Creo und Acigraf haben im Jahr 2005 versucht, einen solchen Prozess für Halbtonanwendungen zu stabilisieren, was nicht gelungen ist. Für Halbton (Bilder) hat sich der Prozess als ungeeignet erwiesen, da er auf Ätztechnik beruht. Die Beschichtungstechnik ist nicht voll automatisierbar, so dass sehr hoher Personalaufwand entsteht. Bereits geringste Fehler in der Beschichtung führen zu Fehlzylindern.
Bei dem Direkt Laser System (DLS) von Daetwyler, brennt ein starker Laserstrahl das Näpfchen direkt in die Oberfläche. Bei diesem Verfahren wird auf die Kupferschicht eine Zinkschicht aufgebracht, in die die Näpfchen gebrannt werden. Seit mehreren Jahren (1995) wird die Dirketlasergravur von Daetwyler (DLS) nun eingesetzt. Das DLS Verfahren hat mittlerweile Serienreife erlangt. Im Bereich der höherer Qualität arbeitet man mit MasterScreen, wobei ein Napf aus sieben Schüssen gebildet wird, d. h. man erreicht bessere Qualität auf Kosten höherer Bearbeitungszeit.
Seit neustem ist auch die Direktlaserung von Kupfer- und Chromzylindern möglich, wodurch die empfindliche Zinkschicht vermieden werden kann. Dieses Verfahren ist von Hell Gravure Systems entwickelt worden (Cellaxy). Cellaxy arbeitet in einer Zeilentechnik – ähnlich wie ein Ablationslaser oder ein Offsetbelichter – und erreicht daher sehr hohe Auflösungen und gute Lineworkqualität. Das Chromverfahren verkürzt die für den Pubklikationstiefdruck kritische time to press, da ein Verchromen nach dem Belichten nicht mehr erforderlich ist. Nachteilig ist die notwendige dickere Chromschicht, welche eine längere Zeit in der galvanischen Vorbereitung erfordert sowie umwelttechnisch fraglich ist. Das Chromverfahren ist seit 2007 in Produktion, findet aber am Markt wenig Beachtung. Im Kupferverfahren ist eine Reinigung (Entgratung) des gelaserten Napfes erforderlich, danach wird der Zylinder poliert. Obwohl damit zusätzliche Prozessschritte einhergehen findet diese erst seit 2008 verfügbare Technologie am Markt reges Interesse.
Andere Verfahren diskutieren Direktbearbeitung von Keramik mit Lasern. Hier gibt es Anwendungen bei der Herstellung von Rasterwalzen für den Flexodruck, für die Aufbereitung des Grundzylinders für den Tiefdruck ist aber kein Anbieter am Markt.
Unlängst veröffentlichte der Zylinderhersteller Wetzel, dass er ein eigenes System (Lexus) betreibt und bereits in Kupfer gelaserte Zylinder verkauft.
Die namhaften Anbieter Daetwyler und Hell-Gravure arbeiten sowohl an der Lasertechnologie als auch an der Weiterentwicklung der elektromechanischen Gravur. Die Herstellung einer Lasergravurmaschine ist ungleich komplexer als die einer elektromechanischen Maschine. Außerdem benötigt eine Lasergravurmaschine etwa das Zehnfache an Energie pro Zylinder.
Vergleicht man die Verfahren, so fällt auf, dass im Publikationsbereich die Strangunterschiede durch Lasern eliminiert werden, weil die Druckform nicht mehr in Stränge unterteilt wird. Dies wiederum hat eine Verbesserung der Gravurkalibrierung bewirkt. Vergleichstests namhafter Drucker zeigen, dass durch volumenorientiertes mit der elektromechanischen Gravur mittlerweile vergleichbare Ergebnisse erzielt werden können. Die Entwicklung des Lasers hat weiterhin die Automatisierung vorangetrieben. Sowohl mit Elektromechanischer Gravur als auch mit Direktlaserung können in der Zwischenzeit 5.000 Druckzylinder pro Mitarbeiter und Jahr hergestellt werden; vor zehn Jahren waren es weniger als 500. Laserverfahren arbeiten ohne Werkzeug und damit "verschleißfrei", allerdings sind die Strahlquellen und die Optiken nicht wartungsfrei. Die Nachteile aller Laserverfahrens sind ein mehrstufiger Prozess und höherer Energiebedarf.
Es ist daher fraglich, welches dieser Verfahren sich am Markt durchsetzen wird. Den über 4.000 Graviermaschinen, die weltweit mehr als acht Mio. Zylinder pro Jahr bebildern, stehen heute geschätzt 50 Lasermaschinen gegenüber, entsprechend einer Kapazität von rund 150.000 Zylindern.
Anwendung
Der Tiefdruck findet seine Anwendung vor allem im Bereich hoher Auflagen und Seitenzahlen. Das Tiefdruckverfahren wird heute für Druckaufträge mit hohen Auflagen von mehr als 300.000 Exemplaren wirtschaftlich eingesetzt. Die Wahl des Druckverfahrens ist abhängig von verschiedenen Kriterien wie zum Beispiel dem Format, der Anzahl der Druckformenwechsel. Im Illustrationstiefdruck werden in diesem Druckverfahren Zeitschriften wie stern und Der Spiegel, TV-Zeitschriften, Zeitungs- und Zeitschriftenbeilagen oder Kataloge (zum Beispiel vom Otto-Versand, von Quelle und IKEA) hergestellt. Ein anderes großes Marktsegment ist der Verpackungstiefdruck, z. B. die Herstellung von Faltschachteln, Tetra-Paks oder Folienverpackungen. Weitere Einsatzgebiete sind der Dekor-, Textil- und Wertpapierdruck. Gedruckt wird vor allem auf saugfähigem Papier mit glatter Oberfläche. Meist kommen satinierte Papiere zum Einsatz. Der Tiefdruck steht in Konkurrenz zum Rollenoffsetdruck. Bücher werden in aller Regel nicht im Tiefdruckverfahren hergestellt.
Merkmale
Der Tiefdruck ist an seinem satten Farbauftrag zu erkennen. Dies wird vor allem in der Vergrößerung des Druckbildes sichtbar. Des Weiteren zeichnet sich der Tiefdruck durch den so genannten Sägezahneffekt aus. Dieser ist an einer gezackten Schrift zu erkennen und entsteht durch die Rasterung aller zu druckender Elemente. Charakteristisch für den Tiefdruck sind der halbtonartige Ausdruck in den Tonwerten ab etwa 70 Prozent. Kleinere Schriftgrade können etwas unscharf wirken. Der Tiefdruck zeichnet sich trotzdem vor allem durch eine hohe Druckqualität und Halbtonabbildungen aus. Die auf den Bedruckstoff übertragende Farbschichtendicke entspricht fast genau den Tonwertabstufungen in Fotografien.
Entwicklung
Zunächst wurde die Helio- oder Fotogravüre angewendet, die mit einer lichtempfindlichen Chromgelatineschicht arbeitete. Diese hatte der Brite Fox Talbot zu Ende des 19. Jahrhunderts entwickelt. Der tschechische Maler Karel Klic hatte 1878 die Heliogravüre zum ersten Mal verwendbar gemacht. Da die Heliogravüre nur mit der Handpresse abgezogen werden kann, wurde die Schnellpresse erfunden. Der Schnellpressentiefdruck lässt sich an den gleich großen Punkten, die die verschiedenen Tonwerte zeigen, erkennen. Bis 1962 wurden die Druckformen ausschließlich durch einen Ätzprozess hergestellt. 1962 stellte Rudolf Hell auf der drupa den Helio-Klischographen, den K190 vor (siehe oben: Gravur). Diese Maschine revolutionierte die Druckformherstellung, denn erstmalig konnte eine Form mit einer genau definierten Qualität hergestellt werden, zudem ohne einen chemischen Prozess (abgesehen von der Kupfer- und Chromgalvanik zur Walzenregenerierung). Diese Technik wird bis heute weiterentwickelt. Die modernste derzeit verfügbare Graviermaschine der Firma Hell Gravure ist der K6. Hier arbeiten bis zu 18 HelioSprint-Graviersysteme mit einer Gravurfrequenz von 7.500 Hertz in einem vollautomatischen Prozess. Damit lässt sich eine Tiefdruckform für 108 DIN A4-Seiten in weniger als einer halben Stunde erzeugen. Abhängig ist die Schnelligkeit der Erzeugung der Druckform vom Raster und den Bildinhalten.
Literatur
- Wolfgang Autenrieth: Techniken der Radierung und der Edeldruckverfahren – Vom "Hexenmehl und Drachenblut" zur Fotopolymerschicht – Tipps, Tricks, Rezepte und Anleitungen. Ein Werkstattbuch. Krauchenwies 2006, ISBN 3-000167-57-9. (Online-Ausgabe)
- Hubert Blana: Die Herstellung. Saur, München 1998, ISBN 3-598-20067-6.
- Eckhard Bremenfeld, Ralf Kapalla, Holger Knapp: Fachwissen Zeitungs- und Zeitschriftenverlage. Leitfaden für Verlagsberufe und Quereinsteiger. 4. Auflage. Springer-VDI, Düsseldorf 2001, ISBN 3-935065-03-5.
- Fritz Funke: Buchkunde. 6. Auflage. Saur, München 1999, ISBN 3-598-11390-0.
- Helmut Kipphan: Handbuch der Printmedien. Springer, Heidelberg 2000, ISBN 3-540-66941-8.
- Walter Koschatzky: Die Kunst der Graphik. DTV, München 1985, ISBN 3-423028688.
- Lothar Lang: Der Graphikensammler. Henschelverlag Kunst und Gesellschaft, Berlin 1979.
- Bernd Ollech: Tiefdruck, Grundlagen und Verfahrensschritte der modernen Tiefdrucktechnik. Polygraph, Bielefeld 1999.
- Hans Jürgen Scheper: Prüfungswissen Drucktechnik. Verlag Beruf und Schule, Itzehoe 2005, ISBN 3-88013-623-8.
Weblinks

Wikimedia Foundation.