- Tiefziehen
-
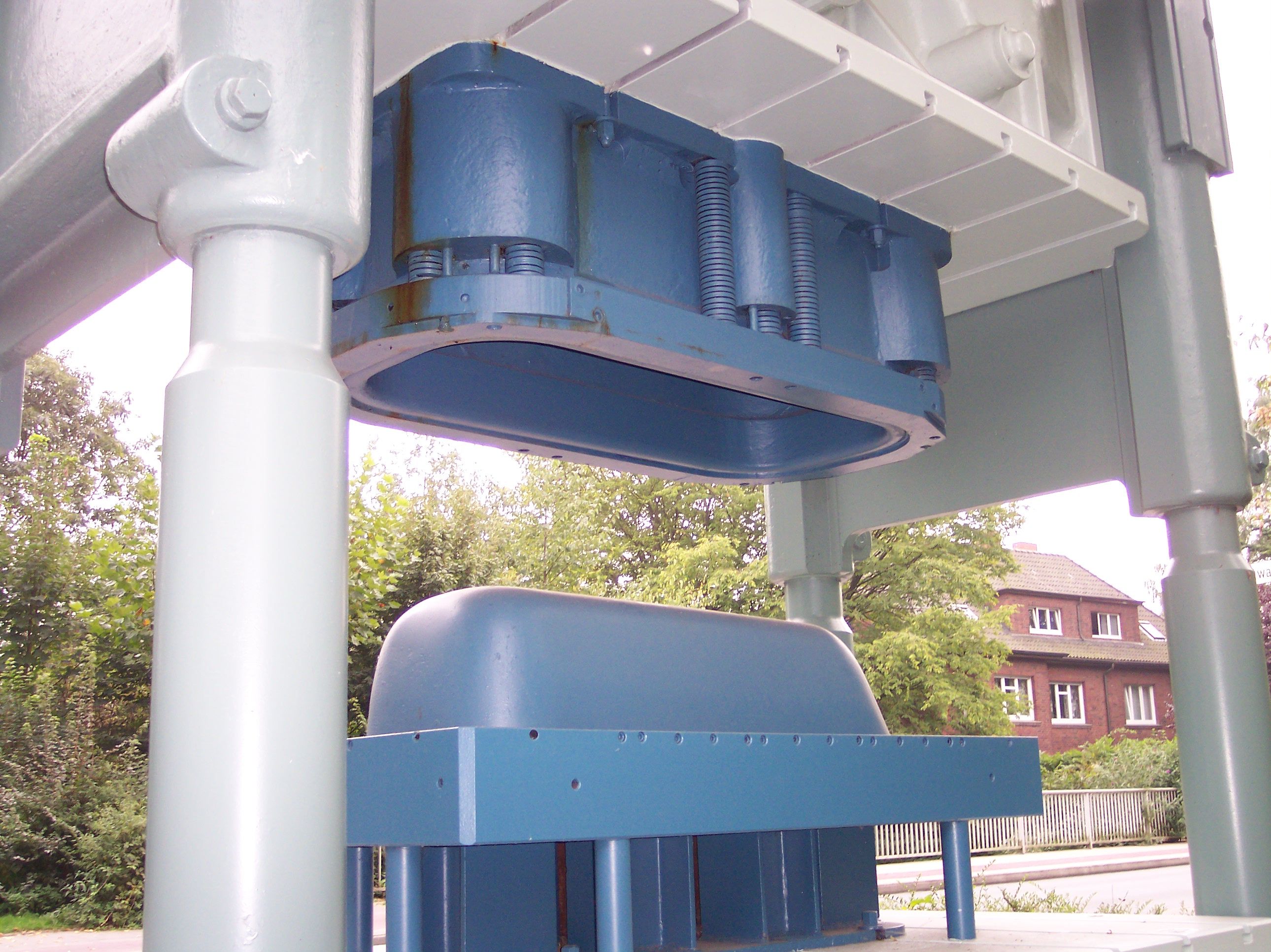
 Eine alte Tiefziehpresse für das Herstellen von Kaldewei-Badewannen
Eine alte Tiefziehpresse für das Herstellen von Kaldewei-Badewannen
 Tiefziehgerät in der Zahntechnik
Tiefziehgerät in der ZahntechnikTiefziehen ist nach DIN 8584 das Zugdruckumformen eines Blechzuschnitts (auch Ronde, Folie, Platte, Tafel oder Platine genannt) in einen einseitig offenen Hohlkörper oder eines vorgezogenen Hohlkörpers in einen solchen mit geringerem Querschnitt ohne gewollte Veränderung der Blechdicke. Ein runder Zuschnitt wird auch Ronde genannt.
Das Tiefziehen zählt zu den bedeutendsten Blechumformverfahren und wird sowohl in der Massenfertigung als auch in Kleinserien eingesetzt, wie beispielsweise in der Verpackungs- und Automobilindustrie sowie im Flugzeugbau.
Thermoformen bei Kunststoffen wird umgansprachlich oft Tiefziehen genannt, kann jedoch nicht mit dem Tiefziehen von Metallen verglichen werden. Beim Tiefziehen rutscht Material nach, eine Wanddickenänderung ist nicht vorgesehen. Wanddickenänderungen gibt es nur beim Abstrecktiefziehen, hier ist der Boden dicker als die Wand, da der zuerst tiefgezogene Napf anschließend durch Abstreckringe gezogen wird. Das Erzeugnis wird dünner und höher. (Beispiel: Herstellung von Getränkedosen).
Das Tiefziehen lässt sich in drei Bereiche unterteilen:
- Tiefziehen mit Formwerkzeugen (Ziehring, Stempel und Blechhalter)
- Tiefziehen mit Wirkmedien (Gase, Flüssigkeiten)
- Tiefziehen mit Wirkenergie (z. B. Hochgeschwindigkeitsumformen)
Inhaltsverzeichnis
Tiefziehen mit Werkzeugen
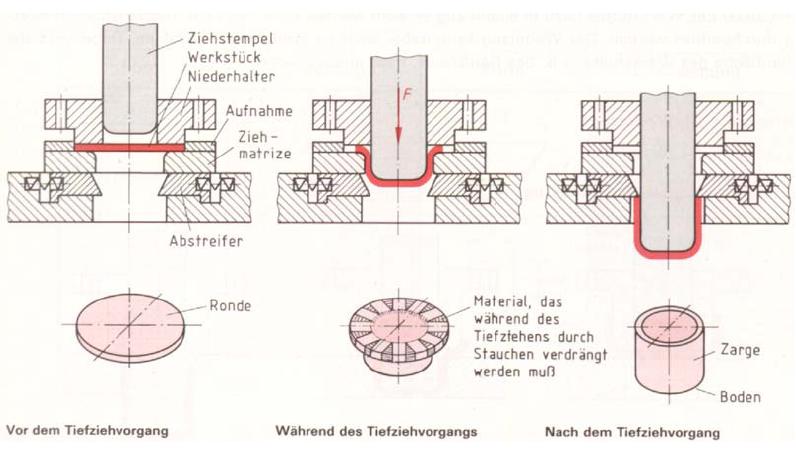
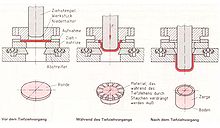 Vorgänge beim Tiefziehen
Vorgänge beim TiefziehenDas klassische und bevorzugte Verfahren ist Tiefziehen mit starren Werkzeugen aus dem Werkzeugbau. Zum Tiefziehen werden hier Pressen verwendet. Die zur Umformung notwendige Pressenkraft wird mit Hilfe eines Stempels auf den Boden des zu fertigenden Tiefziehteiles über die Bodenrundung und dem Seitenteil (Flansch) in den eigentlichen Umformbereich (Bereich zwischen Ziehring und Niederhalter) geleitet. Die Umformung erfolgt durch radiale Zugspannung und dadurch bewirkte tangentiale Druckspannungen. Durch die Druckspannungen erfolgt eine Durchmesserreduzierung, etwa bei einer Ronde. Durch die radialen Zugspannungen im Umformbereich wird eine Blechverdickung vermieden. Der Niederhalter soll dabei eine Faltenbildung durch das Aufstauchen vermeiden.
Mit dem Stempel wird der Blechzuschnitt durch den Ziehring (auch Matrize genannt) gedrückt. Der Niederhalter verhindert die Bildung von Falten am Ziehteil. Es werden auch Ziehleisten und Ziehwülste/Ziehsicken verwendet, um die Wirkung der Niederhalter zu verbessern.
Die Kanten von Stempel und Ziehring müssen abgerundet sein, da sonst das Blech reißen würde. Wenn die Rundungen zu groß sind, kann das Blech am Ende vom Zug nicht mehr durch den Niederhalter festgehalten werden. Die Folge ist Faltenbildung. Der Positivradius des Stempels muss kleiner als der Negativradius der Matrize sein, da sonst der Stempel einschneidet.
Wenn die endgültige Ziehtiefe durch einen einzigen Zug nicht erreicht werden kann, so wird in mehreren Stufen gezogen.
Tiefziehen mit Wirkmedien
Eine Abwandlung des klassischen Ziehverfahrens ist das hydromechanische Tiefziehen. Ein druckreguliertes Wasserkissen ersetzt dabei die Matrize. Der absinkende Stempel des Werkzeugoberteils presst die Blechplatine an ein Wasserkissen, zieht sie beim Eintauchen mit sich und bringt so exakt die gewünschte Geometrie auf das Ziehteil auf.
Aufgrund der verteilten Pressung des Blechs an den Stempel durch das Wirkmedium verschiebt sich die Lage des kritischen Ziehbereichs vom Werkstückboden hin zum Ziehradius. Daher lassen sich höhere Ziehverhältnisse als beim klassischen Ziehverfahren realisieren, und das bei geringeren Herstellkosten aufgrund des relativ kleinen Bauraums. Die erreichbaren Pressenkräfte sind jedoch geringer als bei herkömmlichen Anlagen, weshalb sich nur eine beschränkte Auswahl an Blechteilen mit dieser Technologie fertigen lässt.
Effekte beim Tiefziehen
 Aus einem gestreiften Polystyrol-Band warm tiefgezogener und nach Füllung und Verschluss ausgestanzter Becher
Aus einem gestreiften Polystyrol-Band warm tiefgezogener und nach Füllung und Verschluss ausgestanzter BecherBeim Tiefziehen zeigt das Werkstück verschiedene Effekte. Im Wesentlichen werden die Moleküle gegeneinander verschoben, was zu Festigkeitsänderungen führt. Anisotrope (richtungsabhängige) Werkstoffeigenschaften beeinflussen das Bauteilverhalten. Dies lässt sich nachweisen, indem man die verschiedenen Kräfte misst, die nötig sind, ein Wandstück aus einem Tiefziehteil (z. B. Joghurtbecher) zu zerreißen: Kunststoffe werden in Richtung der Dehnung gestreckt, deren Makromoleküle richten sich teilweise parallel zueinander in Richtung der Kraft aus. Bei teilkristallinen Kunststoffen wird dadurch auch der Grad der Kristallinität erhöht.
Ein teilweise gewünschter Effekt ist der Aufbau von latenten Spannungen im Werkstück (Kaltverfestigung bei Metallen).
Beispiele für klassische Tiefziehteile sind Kfz-Karosserieteile, wobei beim Karosserieteil fast immer eine Kombination aus dem klassischen Tiefziehen und dem Streckziehen zur Anwendung kommt. Man nennt diese Kombination deshalb auch Karosserieziehen.
Siehe auch
 Commons: Deep drawing – Sammlung von Bildern, Videos und Audiodateien
Commons: Deep drawing – Sammlung von Bildern, Videos und Audiodateien


Wikimedia Foundation.