- Gesenkbiegen (Abkanten)
-
 Gesenkbiegen
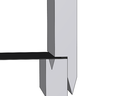
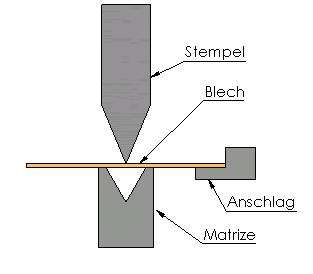
GesenkbiegenBeim Gesenkbiegen (vielfach auch als Abkanten bezeichnet) wird das un- oder vorgebogene Werkstück (das Blechteil) auf eine Matrize mit V-förmiger Öffnung gelegt. Die dargestellten Hinteranschläge ermöglichen es, das Werkstück schnell und wiederholbar genau auf der Matrize zu positionieren. Bei modernen Maschinen werden zwei CNC-gesteuerte Hinteranschläge verwendet. Durch die kontrollierte Abwärtsbewegung des Oberwerkzeugs, welches als Stempel oder auch Schwert bezeichnet wird, findet die Blechumformung statt.
Man unterscheidet zwischen Freiem Biegen (auch: Luftbiegen, Freibiegen, freies Biegen im Gesenk), Prägebiegen und Dreipunktbiegen.
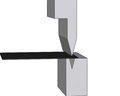
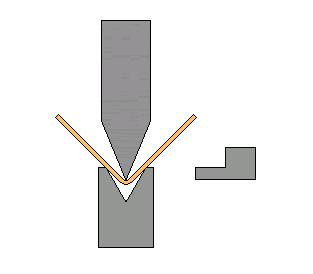
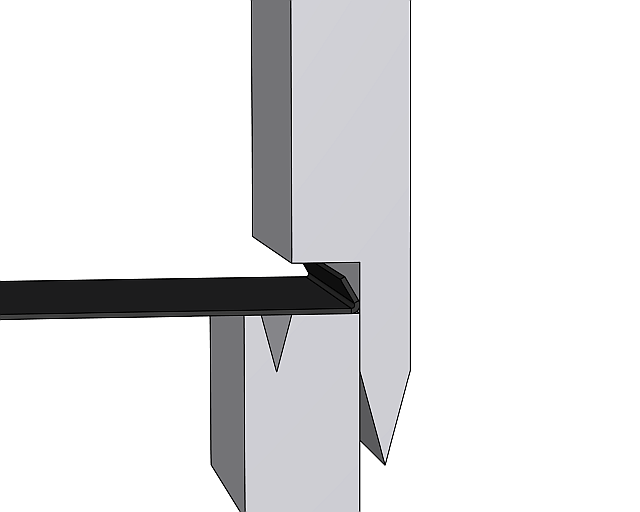
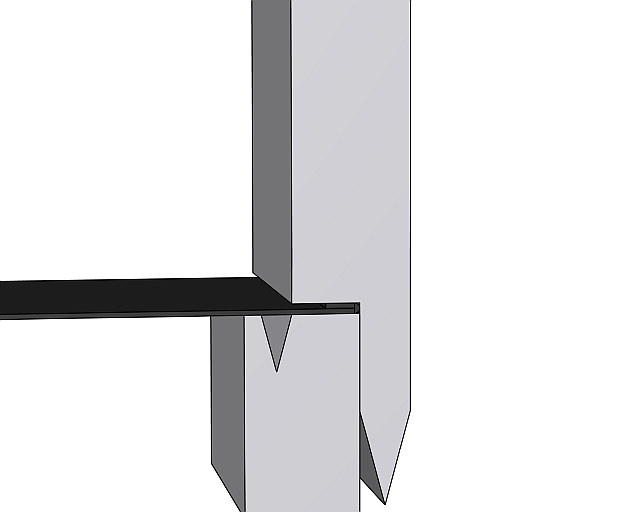
Als Freies Biegen bezeichnet man das in Abb. 1 und Abb 2. dargestellte Verfahren. Charakteristisch hierfür ist, dass das bearbeitete Blech die Matrize nur an den beiden Kanten berührt. Zum Fertigen von Biegungen mit ausreichender Genauigkeit ist eine präzise Steuerung des Stempels erforderlich, wofür eine CNC-Steuerung eingesetzt wird. Vorteilhaft am Freibiegen ist insbesondere die Möglichkeit unterschiedliche Winkel ohne Werkzeugwechsel zu fertigen. Aus diesem Grund wird es häufiger angewandt als das Prägebiegen oder Dreipunktbiegen (siehe unten). Der entstehende Radius an der Biegekante wird im Wesentlichen von der Öffnungsweite der Matrize ("V-Öffnung") bestimmt. Der Radius an der Unterkante des Stempels hat kaum Einfluss auf den Radius.
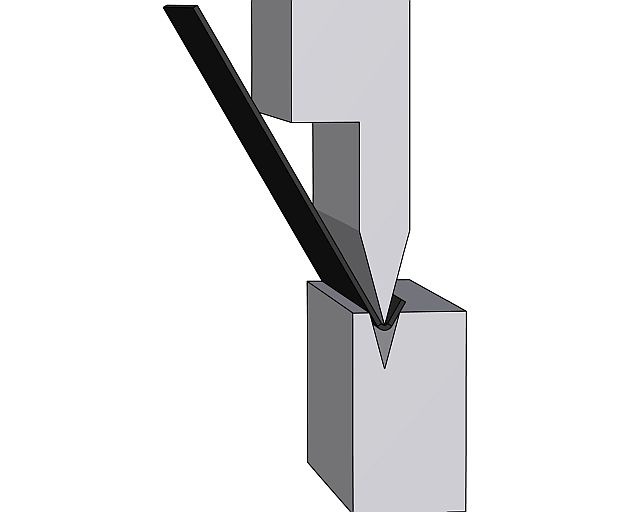
Beim Prägebiegen (Abb. 3) wird das Blech zwischen Stempel und Matrize mit hohem Druck geprägt. Die Öffnungswinkel von Stempel und Matrize sind nahe bei 90°. Das Prägebiegen liefert etwas genauere Ergebnisse, verlangt eine nicht so hohe Genauigkeit der Steuerung ist aber weniger flexibel, da der Werkzeugsatz genau für einen Biegewinkel ausgelegt ist.
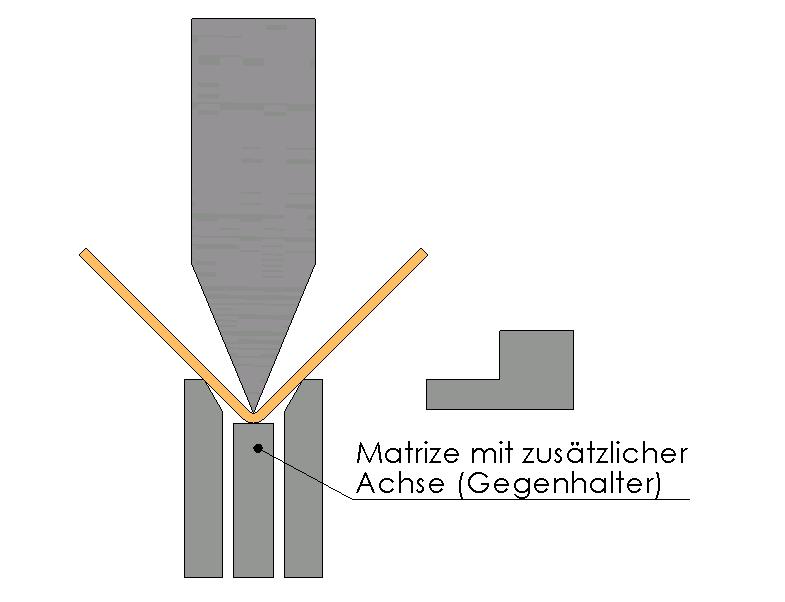
Beim Dreipunktbiegen (Abb. 4) drückt der Stempel das Werkstück bis auf die Matrize ("U-Öffnung"), so dass das Werkstück die Matrize an drei Punkten berührt. Das Biegeergebnis ist präziser als beim freien Biegen, der Öffnungswinkel wird durch die Position der drei Werkstückauflagepunkte (genauer: drei Auflagelinien, je eine an jeder oberen Innenkante der Matrize und eine auf dem als Gegenhalter fungierenden Matrizenboden) bestimmt. Ist die Matrize mit einem in der Höhe verfahrbaren Gegenhalter ausgestattet, lassen sich auch unterschiedliche Biegewinkel ohne Werkzeugwechsel herstellen. Allerdings ist die Steuerung durch diese zusätzliche gesteuerte Achse (das heißt, durch den beweglichen Gegenhalter) und die Notwendigkeit, den unteren Endpunkt des Stempels genau auf die Position des beweglichen Gegenhalters abzustimmen, aufwendiger. Außerdem sind die Werkzeuge teurer. Nur wenige Maschinenhersteller produzieren Biegemaschinen für dieses Verfahren.
 Gesenkbiegen
Gesenkbiegen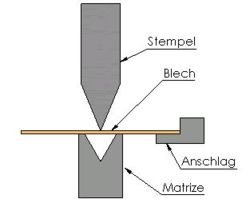 Abb. 1: Blech vor dem Biegen
Abb. 1: Blech vor dem Biegen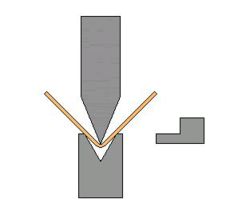 Abb. 2: Freies Biegen im Gesenk
Abb. 2: Freies Biegen im Gesenk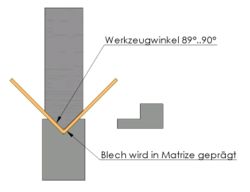 Abb. 3: Prägebiegen im Gesenk
Abb. 3: Prägebiegen im Gesenk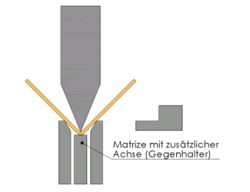 Abb. 4: Dreipunktbiegen
Abb. 4: DreipunktbiegenBiegen eines Umschlags
Das Biegen eines Umschlags, auch Falz oder Dopplung genannt, erfolgt in zwei Schritten:
- Das Vorbiegen erfolgt, wie oben beschrieben, als freies Biegen im Gesenk.
- Vor dem Einlegen des Blechs wird die Matrize nach vorne verfahren. Hierzu bieten moderne Biegemaschinen eine eigene, numerisch gesteuerte Achse. Der Stempel wird heruntergefahren und dient als Hinteranschlag (Bild 3). Anschließend wird zugedrückt.


Siehe auch


Wikimedia Foundation.