- Handlaminat
-
Das Handlaminat ist ein mit einfachsten Werzeugen von Hand hergestelltes Bauteil aus faserverstärktem Kunststoff. Die Größe der Bauteile reicht von kleinen Behältern oder Formteilen bis hin zu Segelflugzeugen oder Sportbooten. Im dazugehörigen Handlaminatverfahren wird meist eine Negativform, seltener eine Positivform, des herzustellenden Bauteils verwendet, und darin beziehungweise darauf das gewünschte Fasergewebe (zum Beispiel Glasfasermatten) und die Matrix (zum Beispiel Epoxidharz) Aufgelegt.
Inhaltsverzeichnis
Negativform
Die Negativform wird mit einem Trennwachs beschichtet, damit sich das fertige Bauteil nach der Aushärtung gut von der Form lösen lässt. Als äusserste Schicht folgt das Gelcoat, welches die äussere sichtbare Schicht bildet und das Laminat wasserdicht abschliesst. Das Gelcoat wird direkt auf das Trennwachs aufgetragen und ist oft mit einem Farbpigment eingefärbt. Die Glasfassermatten werden mit dem Harz getränkt und von Hand schichtweise (Laminat) in die Form eingelegt. Nach jeder Schicht wird nach Bedarf zusätzlich Harz aufgetragen, bis die Fasern ohne Lufteinschlüsse mit dem Harz (der Matrix) getränkt sind. Es dürfen keine Lufteinschlüsse vorhanden sein, da diese die Festigkeit insgesamt und in bestimmten Richtungen herabsetzen können (Isotropie). Luftenschlüsse werden mit einer harten Rolle aus dem Lamiat herausgepresst, oder beim Vakuumverfahren durch Unterdruck zwischen der Form und einer abdeckenden Folie herausgesaugt. Danach muss das Bauteil aushärten. Dies geschieht entweder kalt an der Luft oder warm bis heiß im Härteofen, auch Temperkammer genannt. Durch das heiße Aushärten werden höhere Festigkeiten erreicht und der Aushärtungsvorgang läuft etwas schneller ab.
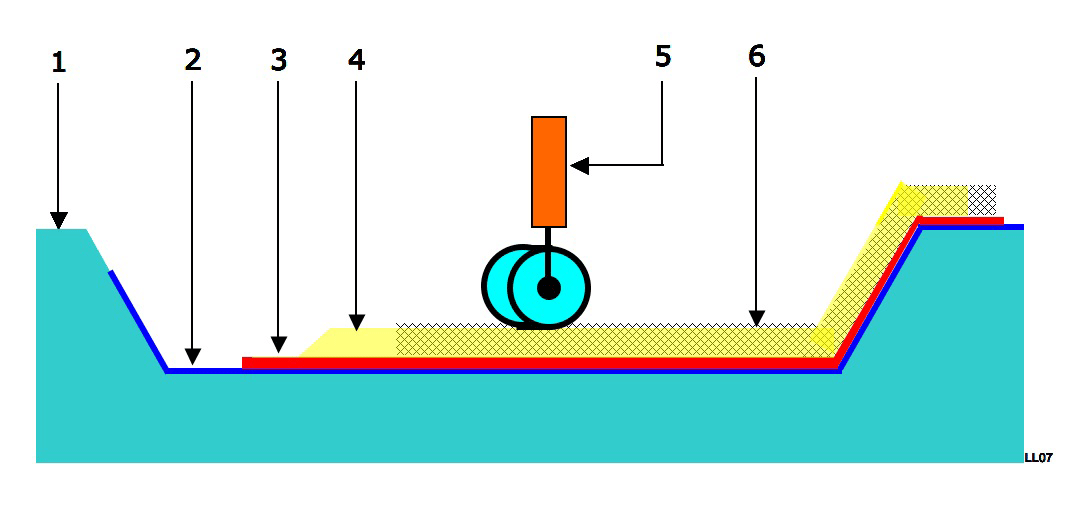
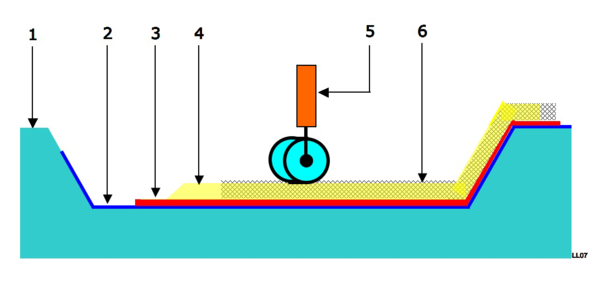 Prinzip
Prinzip
- 1: Negativform
- 2: Trennwachs
- 3: Gelcoat
- 4: Glasfasermatte oder -Flies
- 5: Anpress-Rolle
- 6: 2-Komponenten-Harz
Positivform
Die Positivform ist ein aus beispielsweise Hartschaum gefertigter Grundkörper oder ein mit beispielsweise Hühnerdraht umhülltes tragendes Gerippe. Sie verbleibt nach Fertigstellung des Bauteils meist in dessen Inneren. Je nach Material der Form und des Harzes ist eine Trennschicht erforderlich, damit die Form nicht chemisch durch das Harz angegriffen wird. Bei der Positivform wird das Gelcoat als äussere Schicht zuletzt aufgetragen, oft als Lack gerollt, gepinselt oder gespritzt.
Harz
Häufig verwendete Harze sind ungesättigtes Polyesterharz/UP (preiswert) und Epoxydharz (etwa 2 mal teurer). Beim Harz ist exakt auf das richtige Mischungsverhältnis aus Binder und Härter sowie auf eine guten Durchmischung beider Komponenten zu achten. So wird zum Beispiel im Segelflugzeugbau das Epoxidharz aus einer Dosiereinrichtung entnommen, anschließend gut verrührt und von jeder angerührten Portion ein kleiner Probetropfen genommen, um die Festigkeit der einzelnen Mischungen nachweisen zu können. Die Verarbeitungszeit beträgt je nach Material zwischen wenigen Minuten bis mehreren Stunden.
Siehe auch
Wikimedia Foundation.