- Lunker
-
Lunker ist ein Begriff aus der Metallurgie und bezeichnet einen bei der Erstarrung gegossener Teile entstandenen Hohlraum. Der Ursprung könnte im germanischen Wort „Lunk“ für „Senke“ liegen. Ebenso ist eine Herkunft von „lunken“ möglich, das in rheinischer Mundart mit „hohl werden“ erklärt wird.[1] Lunker treten beim Vergießen von Schmelzen einzeln oder gehäuft auf. Weist ein Gussteil mehrere Lunker auf, spricht man von Lunkerung.
In einem erweiterten Sinn werden als Lunker auch andere unerwünschte Hohlräume in Werkstoffen und Werkstücken bezeichnet. Näheres im Abschnitt Erweiterter Lunkerbegriff.
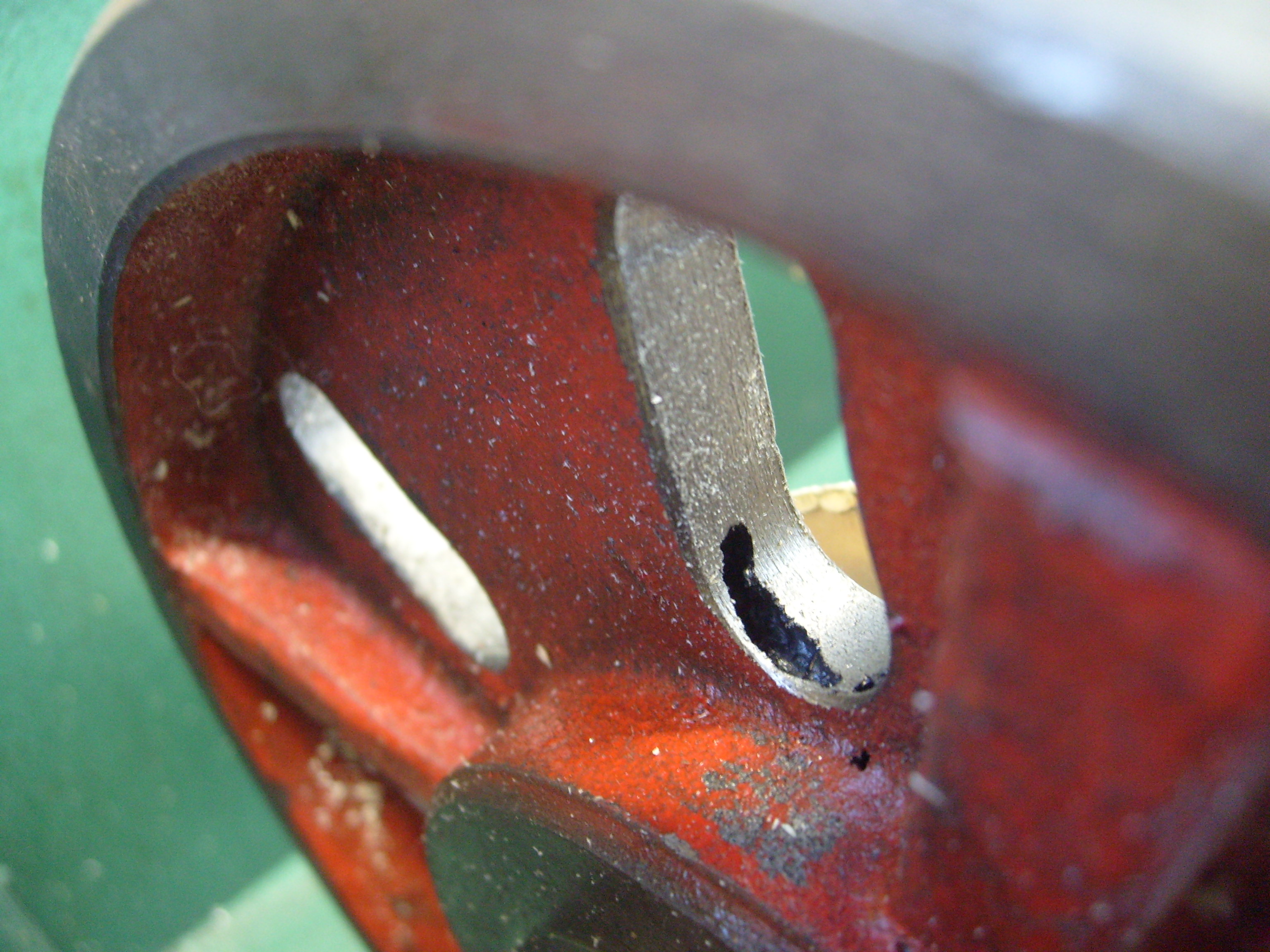
 Unechter Lunker („Blaslunker“) in einem metallischen Werkstück
Unechter Lunker („Blaslunker“) in einem metallischen Werkstück
Inhaltsverzeichnis
Ursachen der Lunkerbildung
Mit einer Ausnahme (siehe unten unter Unechte Lunker/Blaslunker) setzt der Begriff Lunker oder Lunkerung eine Volumenkontraktion beim Erstarren einer Schmelze voraus. Seltener tritt der Lunker bei schneller Erstarrung in einer metallischen Dauerform auf. Bei in Sandform abgegossenen, langsam erstarrenden Schmelzen besteht immer die Möglichkeit der Ausbildung eines Lunkers
In Gießereien kann die Spanne zwischen der Temperatur der Schmelze und der des erstarrten Gussstücks mehr als 1500 °C betragen und entsprechend viel Zeit zur Abkühlung in Anspruch nehmen. Großteile benötigen für eine durchgehende Erstarrung sogar einige Tage – in Eisengießereien kein Sonderfall.
Um das Ausmaß der Volumenverringerung einer erstarrten Schmelze zu verdeutlichen, sei Aluminium angeführt, dessen gießbereite Schmelzen 650 °C bis max. 800 °C heiß sind. Die Volumenschrumpfung bis zur vollendeten Erstarrung beträgt für Reinaluminium 7 %, für Legierungen des Aluminiums 2 % bis 7 %.
Würde diese erhebliche Volumenverminderung unberücksichtigt bleiben, wäre es nicht möglich, auch nur ein einfaches Gussstück in einer geschlossenen Form herzustellen. Immerhin wussten schon die „frühen Gießer“ um das Problem und auch wie das Schwindmaß schon bei der Herstellung eines Modells zu berücksichtigen war.
Im technischen Zeitalter ist es der Modellbauer, dessen Wissen und Fertigkeiten ins Modell eingehen und es ermöglichen, zeichnungsgetreue Gussstücke herzustellen. Im 21. Jahrhundert hilft ihm die Gießsimulation, die zeigt, wie ein bestimmtes Gussstück erstarren wird und wo und in welchem Ausmaß Volumendefizite, zu denen auch das lineare Schwindmaß zählt, bei der Erstarrung in der Form zu berücksichtigen sind. Dies gilt besonders angesichts zumeist sehr unterschiedlicher Wandstärken und sich daraus bis zur endgültigen Gefügeausbildung ergebender, ebenso unterschiedlicher Erstarrungszeiten.
In Berücksichtigung aller Voraussetzungen und Möglichkeiten sollte die zu den Gussfehlern zählende Lunkerung im Gießereibetrieb die Ausnahme sein. Dagegen spricht, dass es sich in Gießereien um Chargenfertigung handelt und insoweit schon die Schmelzen nie völlig gleich ausfallen. Hinzu treten die Einflüsse der Form und des Formstoffs, der Formfüllungstechnik sowie nicht zuletzt der „menschliche Faktor“.
Echte und unechte Lunker
Unechte Lunker
Ein Hohlraum in einem Gussstück wird zwar verbreitet als Lunker angesprochen, indessen trifft der Ausdruck nur auf solche Hohlräume zu, die durch Erstarrungsschwindung entstehen. Hohlräume, deren Ursachen Lufteinschlüsse oder gasbildende Faktoren, wie Luft oder Wasserdampf aus der Formfeuchte oder aus Kernen sind, nennt man Blasen. Blasen, die mit bloßem Auge gerade noch erkennbar sind, nennt man Poren.
Typische „Nichtlunker“ sind ungeachtet der Bezeichnung die sogenannten „Blaslunker“. Sie entstehen örtlich, wenn vorhandene Formfeuchtigkeit beim Einströmen der Schmelze in die Form zu Wasserdampf wird und dieser mit seinem Entstehungsdruck (Dampfdruck) keinen anderen Ausweg findet, als in die noch nicht gehärtete Schale des Gussstücks einzudringen und als Blase eingeschlossen zu werden.[2]
Ein anderer, besonders bei Aluminium, aber auch Kupfer, vorkommender Gussfehler ähnelt einer Mikro- oder Feinlunkerung. Erst unter Vergrößerung ist eine genaue Aussage möglich, denn selbst sehr feine Blasen sind im Inneren glattwandig, wogegen die Wandung eines Lunkers kristalline Rauigkeit aufweist. Glatte Blasen verweisen auf Wasserstoffporosität, die darauf zurückgeht, dass die Schmelze gelösten Wasserstoff enthielt. Er kann dem Einsatzgut anhaften, als dünne Schicht aus Aluminiumoxid-Mono- oder Trihydrat, oder erst im Kontakt der Schmelze mit Feuchtigkeit, insbesondere Luftfeuchtigkeit entstehen. Die Reduktion von Feuchtigkeit – gleich welcher Herkunft – führt in der Schmelze stets zur Bildung von Oxid (Aluminiumoxid, Kupferoxid) und atomarem Wasserstoff.
Bei der Erstarrung einer Schmelze geht deren Fähigkeit, Wasserstoff in Lösung zu behalten, sehr stark zurück – bei Aluminium von 1 cm³/100 g Aluminium auf nur noch 0,05 cm³. Der somit überschüssig gewordene Wasserstoff entweicht zum Teil aus der Schmelze. Eine geeignete Schmelzebehandlung verringert ihn weiter. Verbliebener Wasserstoff zeigt sich zufolge seines Ausscheidungsdruckes im erkalteten Gussstück als Porosität. Sind diese Poren oder Blasen sehr klein und unterbleibt eine gebotene Überprüfung, ist falsche Zuordnung als Lunkerung nicht selten.
Verwandt mit der Wasserstoffporosität ist die bei zinkfreien Kupferlegierungen[3] auftretende Wasserdampfporosität. Deren Ursache liegt in der Fähigkeit des Wasserstoffs in der Schmelze vorhandenes Kupferoxid zu reduzieren. Dabei entstehender Wasserdampf ist zwar sehr flüchtig (Kp 100 °C), bildet er sich aber in einer abgegossenen Form und wird dort am Entweichen gehindert, führt er zu mitunter gröberer Poren- oder Blasenbildung im Gussstück (siehe Blaslunker).
Echte Lunker
 Mikrolunker bei im Lichtbogenofen erschmolzenen Lutetium, aus der Gruppe der Lanthaniden (Seltene Erdmetalle). Aus dem Rohling wurde dieser 1-cm3-Würfel herausgefräst.
Mikrolunker bei im Lichtbogenofen erschmolzenen Lutetium, aus der Gruppe der Lanthaniden (Seltene Erdmetalle). Aus dem Rohling wurde dieser 1-cm3-Würfel herausgefräst.Echte Lunker entstehen nur durch Volumenabnahme (Schrumpfung) beim Erstarren einer Metallschmelze. Wie das eingefügte Bild veranschaulicht, gilt dies auch für in der Gießerei selten vertretene Elemente und kleinste Teile. Bestimmender Faktor ist allein, ob beim Phasenübergang von flüssig zu fest im Gussstück entstehende Hohlräume durch die Zufuhr (noch) flüssiger Schmelze, die Nachspeisung, gefüllt werden können. Ist dies der Fall, so treten auch keine Lunker auf. Andernfalls entwickelt sich die Lunkerung phasenweise, parallel der Volumenschwindung der Schmelze, einer Flüssigkontraktion, die mit dem Unterschreiten der Gießtemperatur TG einsetzt und weitergeht, solange sich die Schmelze noch oberhalb der Erstarrungstemperatur TS befindet. Beim Erreichen des Solidus oder Erstarrungspunktes TS kommt es zu einer sprunghaften Erstarrungskontraktion Volumenschwindung. Ungeachtet dessen geht die Schrumpfung des erkaltenden Gussstücks noch solange weiter, bis es sich der Raumtemperatur angeglichen hat.
Die echte Lunkerung, kann sich in Ausmaß und Erscheinungsform unterschiedlich zeigen. Reinmetalle haben andere Schwindmaße als Legierungen. Hilfreich bei ihrer für den Modell- wie Dauerformbau unerlässlichen Berechnung sind die für alle wichtigen Gießwerkstoffe erstellten Tabellen.
Erscheinungsformen echter Lunker
Offene Lunker
Zu den offenen Lunkern, auch Außenlunker genannt und stets zu den Groblunkern zählend, die dennoch nicht in jedem Fall Gussfehler bedingen, zählen die „Sauglunker“ am Eingusstrichter und an gussstückbedingt aufgesetzten Speisern. Sie beweisen jedenfalls, dass eine Nachspeisung zum Ausgleich von Volumendefiziten bei der Erstarrung stattfand. Sorgfältige Abtrennung vom Gussstück zeigt, ob der Lunker sich auf den Einguss – auch zweiseitiger Einguss ist möglich – begrenzt, oder in das Gussstück hineinreicht und sich insofern als unzulänglich bemessen erweist. Gleiches gilt von den Speisern.
Ebenfalls zu den offenen, weil sichtbaren Lunkern gehört der „Drucklunker“, fachsprachlich auch „Nachsatz“ genannt. Er zeigt sich als Einfallstelle an einer Gussoberfläche. Verursacht wird er dadurch, dass zwar eine Schalenbildung in der Form begann, danach aber Flüssigmetall in andere Bereiche abgesaugt wurde und die bestehende Schale aufgrund ihres Eigengewichts in den unter ihr entstandenen Hohlraum einsank.
Auch Querschnittsübergänge am Gussstück sind für offene Lunkerung anfällig, weil die bereits erstarrten stärkeren Partien von den benachbarten schwächeren und bereits erstarrten keine Nachspeisung erfahren.
Geschlossene Lunker
Sie sind für die betriebliche Ausschussquote nachteilig, weil sie erst bei einer Dichteprüfung oder der kostenträchtigen Bearbeitung des Gussstücks erkannt werden. Abhängig von der Zusammensetzung der Schmelze treten sie in starkwandigen Partien eines Gussstücks, die nicht ausreichend nachgespeist wurden, entweder als „Groblunker“ (Makrolunker) auf – auch der „Fadenlunker“[4] ist hier zuzuordnen - oder das sich ausbildende Volumendefizit führt zu einer zwischenkristallinen Fein- oder „Mikrolunkerung“, die nur makroskopisch von einer Gasporosität unterschieden werden kann. Legierungen mit breitem Erstarrungsintervall tendieren zu dieser Art von Lunkerung. Eutektische Legierungen – wie AlSi 12 (Aluminium mit 12 % Silizium) – bilden unbehandelt, ohne Beeinflussung des Gefüges durch Natrium oder Strontium, Groblunker aus.
Lunkervermeidung
Der Lunker als Gussfehler verursacht entweder Ausschuss und Totalverlust der bisher für das Gussstück aufgelaufenen Bearbeitungskosten (abzüglich des reinen Materialwerts) oder er verlangt kostenträchtige Nacharbeit, insbesondere dann, wenn es um große Teile geht, bei denen eine Reparatur des Fehlers ohne Einbußen an der Gussqualität möglich ist. Die Maßnahmen zur Vermeidung von Lunkern richten sich nach deren Art. Äußerst hilfreich ist eine vorausgehende Gießsimulation, die Problemzonen des Gusstücks erkennen läßt und damit den Weg zu geeigneter Abhilfe anbietet.[5]
Manuelle Eingriffe
Eine der einfachsten Möglichkeiten besteht darin, die Nachspeisung dadurch zu begünstigen, dass der Einguss durch ständiges Rühren so lange wie möglich offen gehalten wird, um mit Flüssigmetall nachspeisen zu können.
Formtechnische Maßnahmen
Sinnvoller erscheint es im Vergleich, zur Abhilfe die Form und das gesamte Formfüllungssystem zu überprüfen. Eingusstrichter verlangen einen reichlich dimensionierten Durchmesser. Nach einer Faustregel soll im Interesse einer raschen, druckvollen Formfüllung der Querschnitt des Eingusstrichters größer sein als die Summe aller die Schmelze in das Gussstück leitenden, vom „Einlauf“ abzweigenden „Anschnitte“. Einem „Verhungern“ des Gussstücks ist damit in einem ersten Schritt vorgebeugt.
Eine weitere Regel besagt, dass sich das heißeste der Form zugeführte Metall bis zuletzt im Einguss findet und das kälteste in der am weitesten von ihm entfernten Zone. Im Idealfall und unter der Voraussetzung eines Stückes mit gleichen Wandstärken entspricht das einer lunkervermeidenden, gerichteten Erstarrung.
Starkwandige Partien im eingussfernen Bereich, ohne Ausgleich der Volumenschrumpfung führen zwingend zu Lunkerung. Dem ist nur dadurch zu begegnen, dass dem kritisch gewordenen Bereich heißes Flüssigmetall zur Verfügung gestellt wird. In der Praxis werden der Form dazu „Speiser“ mit starkem Querschnitt aufgesetzt, in denen das Metall länger als in der Form flüssig bleibt und in den defizitären Bereich „nachgesaugt“ werden kann. Für aufgesetzte Speiser unzugängliche, wegen ihrer Materialanhäufung aber bei der Erstarrung lunkergefährdete Partien können aus eingeformten Blindspeisern (verlorener Kopf) Flüssigmetall zum Ausgleich eines Volumendefizits an sich ziehen.[6]
Zu den formtechnischen Maßnahmen mit dem Ziel, allen Bereichen eines Gussstücks schnell und dennoch wirbelfrei gleichmäßig heißes Metall zuzuführen, gehört die steigende Formfüllung von unten nach oben. Doppelte Eingusstrichter, Ringläufe rund um das Gussstück, mit mehreren Anschnitten, seitlich tangential gegenläufig oder als Hornanschnitt ausgebildet sind dazu Voraussetzung.
Die Praxis versucht damit auch das heiße Metall bei der Formfüllung zu verteilen, um bei größeren Stücken eine die Lunkerung begünstigende Aufheizung der Einlaufzone zu vermeiden. Hohe Gussteile werden deshalb auch auf mehreren Ebenen angeschnitten.
Gießtechnische Maßnahmen
Das zur Ausbildung von Lunkern führende Volumendefizit ist eine physikalische Bedingtheit des Phasenwechsels von flüssig zu fest. Rasche Erstarrung, auch als Abschreckung bezeichnet, verhindert Groblunker und ersetzt sie durch ins Gefüge eingelagerte Mikrolunker. Langsame Erstarrung, wie bei Sandguss der Fall, verlangt gießtechnische Maßnahmen, die den Lunker aus dem Gussstück in offene Speiser oder Blindspeiser, sowie das Eingusssystem verlagern. Damit von diesen Stellen während der Dauer der Erstarrung und damit verbundener Schrumpfung Flüssigmetall nachgeliefert werden kann, isoliert man sie, oder sorgt für zusätzliche Erhitzung. Die einfache Isolierung bedient sich nicht oder nur wenig Wärme ableitender Materialien, die entweder als Manschette um die Speiser und den Einguss gelegt werden, oder als „Einsatz“ ausgeformt sind. Ein weiterer Schritt ist deren Herstellung aus aluminothermisch reagierenden Massen, die nicht nur Wärmeverluste verringern, sondern sogar Wärme zuführen. Zusätzlich können die Speiser und Eingusstrichter noch mit ebenfalls exotherm reagierendem „Lunkerpulver“ abgedeckt werden, oder einen daraus geformten Deckel erhalten.
Um das Auftreten von Lunkern zu vermeiden, stellt eine einschlägige Hilfsstoff-Industrie vielfältige Möglichkeiten zur Verfügung. Das Gussstück bestimmt indessen, wo eine Isolation angemessen ist, also eingesetzte Isoliersteine oder -ringe bei Stahlguss, oder Einbau von gusseisernen Schreckplatten, Kühleisen und anderen Kühlelementen, teils auf gut leitender Kupferbasis (Kühlkerne, Kühlnägel, Kühlrippen) sei es in Sandgussformen, oder metallische Dauerformen (Schwerkraftkokillenguss, Druckguss).
Lunkerkontrolle
Im Hinblick auf vielfältige Ursachen ist auch bei mit Hilfe lunkervermeidender Hilfsmittel hergestellten Gussstücken eine Lunkerung nie völlig auszuschließen. Kontrolle auf Grund ihrer Gestaltung und der verwendeten Legierung lunkerempfindlicher Teile ist daher unumgänglich. Dazu wurden bis ins 20. Jahrhundert überwiegend altüberlieferte Methoden eingesetzt.
Als Mindestvoraussetzung gilt die Sichtprüfung auf nicht immer sofort erkennbare Außenlunker an Querschnittsübergängen.[7] Ergänzend werden die Gussteile mit einem Hammer abgeklopft. Der Geübte kann am Klang hören, ob Lunker oder Risse vorliegen. Ein anderes Verfahren, das als Dichteprobe – allerdings vorwiegend zur Überprüfung des Wasserstoffgehaltes und von ihm kommender Porosität – noch heute Bestand hat, ist die Dichtebestimmung unter Anwendung des archimedischen Prinzips.
Bei Serienguss war es üblich, ein entweder nach dem Zufallsprinzip oder nach einer bestimmten gegossenen Stückzahl vom Band genommenes Teil zerstörender Prüfung zu unterziehen und die kritischen Stellen mittels angelegter Schnitte oder Brüche zu überprüfen.
Seitdem hat sich jedoch – zuerst generell bei sicherheitsrelevanten Teilen – die zerstörungsfreie Werkstoffprüfung mit ihren verschiedenen Methoden durchgesetzt. Praxisnah in der Handhabung ist die Ultraschall-Prüfung mit einem (tragbaren) Impuls-Echo-Schallgerät und ihm angeschlossener Datenverarbeitung. Mit der Röntgen-Prüfung in einer Durchleuchtungskammer wurde erstmals eine der Medizin zugehörige Methode auf technische Erzeugnisse übertragen. Die Weiterentwicklung führt zur Computertomographie (CT) mit der Möglichkeit dreidimensionaler Darstellung von Fehlstellen im Gussgefüge.[8]
Erweiterter Lunkerbegriff
Obwohl hauptsächlich der Metallurgie zugeordnet, verwenden auch andere Fertigungsbereiche das Wort Lunker. Es findet sich im Bauwesen und in der Hochspannungstechnik, doch handelt es sich in beiden Fällen um unechte Lunker, da ihnen keine temperaturabhängige Volumenschrumpfung eines Schmelzflusses zugrunde liegt, sondern ein zu einem örtlichen Materialdefizit führender, vermeidbarer Fertigungsfehler. Im Betonbau wird unter Lunker ein Hohlraum verstanden, der durch ungenügende Verdichtung entsteht (Verdichtungspore). Beim Mauern entsteht ein Lunker als Folge unzureichender Vermörtelung, die besonders bei Bruchsteinmauerwerk durch die verwendeten, ungleichen Steine begünstigt wird. In der Elektrotechnik wird ein Hohlraum in einem Isolator als Lunker bezeichnet. Auch in der Schweißtechnik wird der Begriff Lunker gebraucht, so für eine interdendritische Fehlstelle.
Eine Volumenschrumpfung als Voraussetzung der Lunkerbildung findet sich außerhalb der Metallurgie nur noch bei langsam erstarrenden mineralischen Schmelzen, wie etwa Glas (Guss von großen Teleskopspiegeln), Keramik, Lava.
Literatur
- Giesserei Lexikon. 19. Auflage. Schiele & Schön, Berlin, ISBN 3-7949-0606-3.
- Verein deutscher Giessereifachleute: Gußfehler-Atlas. 2 Bände, Giesserei-Verlag, Düsseldorf 1955/1956.
- Roland Irmann: Aluminiumguss in Sand und Kokille. Verlag der Aluminium-Zentrale e.V., Düsseldorf 1952.
- VDG u. a. (Hrsg.): Das Giessereiwesen in gemeinfaßlicher Darstellung. bearbeitet von Hans Schmidt. 3. umgearbeitete und erweiterte Auflage. Giesserei-Verlag, Düsseldorf 1953.
- W. Bergmann: Werkstofftechnik. Band 2: Werkstoffherstellung – Werkstoffverarbeitung – Werkstoffanwendung. Carl Hanser Verlag, 2001, ISBN 3-446-21639-1.
Siehe auch
Weblinks
 Wiktionary: Lunker – Bedeutungserklärungen, Wortherkunft, Synonyme, Übersetzungen
Wiktionary: Lunker – Bedeutungserklärungen, Wortherkunft, Synonyme, ÜbersetzungenEinzelnachweise und Fußnoten
- ↑ „Der Große Brockhaus“, 20. Auflage. 1996; Gerhard Wahrig, „Deutsches Wörterbuch“, ferner Duden, Band 1, „Die deutsche Rechtschreibung“. Ausgaben 1947 und 1991; weniger deutlich in „Duden. Rechtschreibung der deutschen Sprache und der Fremdwörter“, 9. Auflage. 1924, unter „Hüttenw.": „luftleerer Raum innerhalb der in der Gußform erstarrten Metallmasse“. Weiteres auch im „Sprach-Brockhaus“, Verlag E. Brockhaus, Wiesbaden, 6. Auflage. 1951
- ↑ Definition gemäß Giesserei-Lexikon. Die Literatur kennt auch den Begriff Winkelblase, als Blaslunker an überfeuchteten Sandkanten.
- ↑ bei zinkhaltigen Kupferlegierungen lässt der Dampfdruck des Zinks (Kp 907 °C) keinen Wasserstoffgehalt zu
- ↑ „langezogener Hohlraum längs der thermischen Mittelachse“ (lt. Giesserei Lexikon)
- ↑ siehe dazu als Beispiel: P. Kainzinger, M. Wohlfahrt, W. Eichlseder: Makrolunker in Gusseisen mit Kugelgraphit - Vorhersage durch Simulation und deren Einfluss auf die Schwingfestigkeit. In: VoeG Giesserei Rundschau. Jhg. 58, Heft 5/6 2011, S. 106.
- ↑ zu den Risiken: C. A. Rowe: Blindspeiser, warum sie manchmal versagen. In: Taschenbuch der Gießerei-Praxis 1993. Verlag Schiele&Schön, Berlin.
- ↑ Hilfsmittel sind hierbei Lupe und Reißnadel.
- ↑ Aus dem Österreichischen Gießereiinstitut des Vereins für praktische Gießereiforschung in Leoben, Tätigkeitsbericht 2008: Möglichkeiten und Grenzen der Computertomographie. In: VÖG Giesserei - Rundschau. Heft 7/8 2009, S. 142, Lorenz-Verlag, Wien 1010

Wikimedia Foundation.