- Optimized-Production-Technology
-

Dieser Artikel wurde aufgrund inhaltlicher und/oder formaler Mängel auf der Qualitätssicherungsseite des Portals Wirtschaft eingetragen.
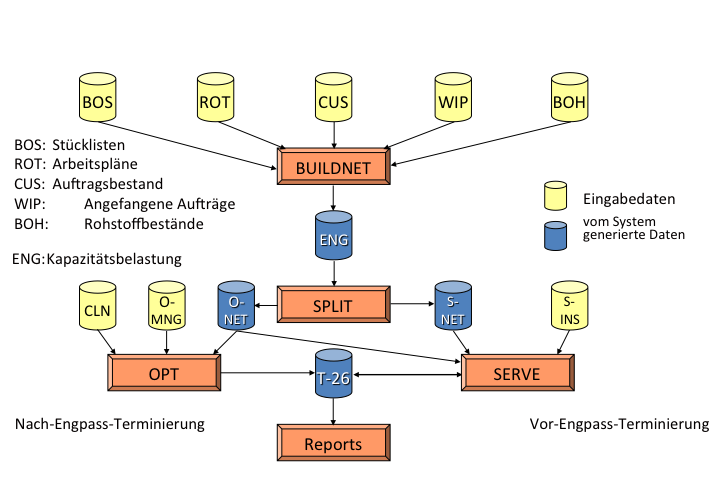
Du kannst helfen, indem Du die dort genannten Mängel beseitigst oder Dich an der Diskussion beteiligst. Funktionsweise von OPT
Funktionsweise von OPT
Optimized-Production-Technology, kurz OPT, ist ein 1980 von Eliyahu M. Goldratt entwickeltes Produktionsplanungsverfahren auf Basis eines geheim gehaltenen Optimierungsalgorithmus. Das Optimierungsziel ist in Produktionsunternehmen das Programm mit dem höchsten Deckungsbeitrag zu erreichen.
Die Software wurde zunächst sehr erfolgreich durch die Creative Output Inc. vertrieben. Nach einer schwerwiegenden gerichtlichen Auseinandersetzung mit der Mars Incorporated[1] änderte sich das und es folgte in den späten 1980er Jahren die Insolvenz. Dabei ging die Lizenz von OPT an die britische Scheduling Technologies Group, welche unter anderem auch eine Schnittstelle zur SAP R/3-Software herstellte.
Wesentliche Mitarbeiter von Creative Output gründeten 1988 die i2 Technologies[2] mit, die unter Anderem eine nachprogrammierte Software vertreibt[3]. OPT selbst wird nicht mehr angeboten. Der immer geheimgehaltene Algorithmus wurde auch nach dem Verkaufsstopp nicht offen gelegt[4].
OPT-Philosophie
In der OPT-Philosophie werden 9 grundlegende Regeln genannt:[5]:
- Den Fertigungsfluss, nicht die Kapazität abgleichen.
- Der Nutzungsgrad einer Nicht-Engpasskapazität wird nicht durch ihre eigene Kapazität bestimmt sondern durch irgendeine andere Einschränkung im System.
- Betrieb und Nutzung einer Kapazität sind nicht gleichbedeutend.
- Eine in einem Engpass verlorene Stunde ist eine für das gesamte System verlorene Stunde.
- Eine an einem Nicht-Engpass gewonnene Stunde ist bedeutungslos.
- Engpässe bestimmen sowohl den Durchsatz als auch die Bestände.
- Das Transportlos kann sich vom Bearbeitungslos unterscheiden und soll das in vielen Fällen sogar.
- Das Bearbeitungslos muss variabel bleiben und soll nicht unveränderlich sein.
- Belegungspläne sollen unter gleichzeitiger Einbeziehung aller dafür notwendiger Voraussetzungen erstellt werden. Durchlaufzeiten sind das Ergebnis der Planung und können nicht im Voraus festgelegt werden.
Die Summe der lokalen Optima entspricht nicht dem globalen Optimum.
Literatur
- Goldratt, Eliyahu Moshe; Cox, Jeff: The Goal : A process of ongoing improvement. 3rd revised edition Great Barrington, MA, USA: The North River Press, 2004 (20th Anniversary Edition, 1st Edition 1984). - ISBN 0-88427-178-1.
- Goldratt, Eliyahu Moshe; Cox, Jeff: Das Ziel : Höchstleistung in der Fertigung. Hamburg: McGraw-Hill, Hamburg, 1987. - ISBN 3-89028-077-3.
- Windt, Katja: Lenkung. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H. (Hrsg.): Handbuch Logistik. 2. Auflage Berlin: Springer, 2004. - ISBN 3-540-40110-5. Seite B3-37
- Zimmermann, Gero: PPS-Methoden auf dem Prüfstand. Landsberg/Lech: Verlag moderne Industrie, 1987. - ISBN 3-478-41250-1.
Referenzen
- ↑ MARS klagte erfolgreich auf Zugang zum Quellcode und konnte anhand dessen nachweisen, dass OPT für MARS nicht geeignet war, man ihnen also Produkteigenschaften zugesagt hatte, die nicht vorhanden waren. Vgl.: Trietsch, Dan: Why a Critical Path By Any Other Name Would Smell Less Sweet? Towards a Holistic Approach to Pert/Cpm. In: Project management journal 36(2005)1, S. 27-36, abgelesen am 20. Juli 2011
- ↑ i2 Technologies in der englischen Wikipedia
- ↑ Shobrys, Donald: The History of APS (PDF). Abgerufen am 26. Mai 2010.
- ↑ Dill, Christoph: Optimized Production Technology (OPT). Uni-Karlsruhe. Abgerufen am: 26. Februar 2010.
- ↑ Zimmermann, Gero: PPS-Methoden auf dem Prüfstand. Landsberg/Lech: Verlag moderne Industrie, 1987. - ISBN 3-478-41250-1. Seite 28
Wikimedia Foundation.