- Hartmetall
-
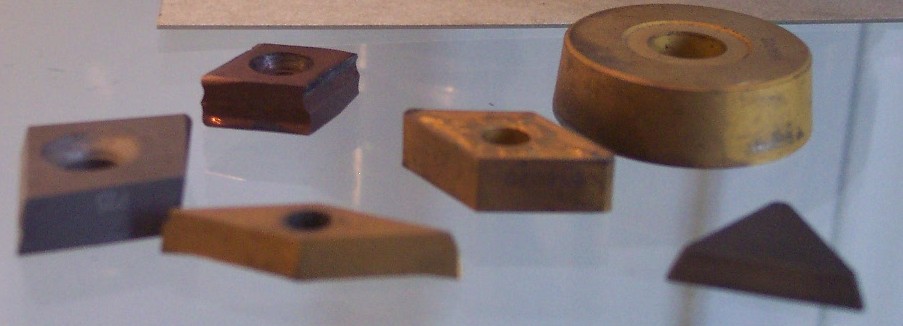
 Hartmetallwendeschneidplatten für Drehmaschinen
Hartmetallwendeschneidplatten für Drehmaschinen
 Hartmetall-Gewindefräser
Hartmetall-GewindefräserUnter Hartmetallen versteht man gesinterte Carbidhartmetalle. Kennzeichnend für die Hartmetalle sind sehr hohe Härte, Verschleißfestigkeit und besonders die hohe Warmhärte. Sie finden daher eine ausgedehnte Anwendung in der Bestückung von Werkzeugen und Teilen für die Zerspanung, spanlose Formgebung und bei reibendem Verschleiß. Hartmetall gehört den Verbundwerkstoffen an.
Hartmetall besteht meistens aus 90–94 % Wolframcarbid (Verstärkungsphase) und 6–10 % Cobalt (Matrix, Bindemittel, Zähigkeitskomponente). Die Wolframcarbidkörner sind durchschnittlich etwa 0,5–1 Mikrometer groß. Das Cobalt füllt die Zwischenräume.
Gegossenes Hartmetall, das noch sehr viel in der Bearbeitung von frischem Holz verwendet wird, bezeichnet man als Stellite. Der Vorteil von Stellite bei einer Holzsägeanwendung ist, dass es vergleichsweise einfach auf den Sägengrundkörper aufzulöten ist. Anschließend kann es mit kostengünstigen Schleifscheiben in die gewünschte Geometrie geschliffen werden. Stellitsägen können öfter geschärft werden als Hartmetallsägen.
Das Sintern beruht darauf, dass man hochschmelzende Hartstoffe im fein zerkleinerten Zustand mit einem leichter schmelzenden zweiten Stoff (Zusatzkörper) mischt und auf Temperaturen unterhalb des Schmelzpunktes des schwer schmelzbaren Anteils (Carbide) erhitzt, wobei die Temperatur und Zeitdauer der Erhitzung so gewählt werden, dass die Carbide zusammenbacken. Bei dünnen Holzsägen ist es problematisch die Hartmetallschneide fest auf den Sägengrundkörper aufzubringen. Selbst bei einer Fertigung mit Plasmaschweißgeräten kommt es immer wieder zu Zahnausfall während des Einsatzes der Säge. Ein weiterer Nachteil ist dass Hartmetallsägen mit einer teuren Diamantschleifscheibe geschärft werden müssen, während der Grundkörper mit einer Steinscheibe geschärft werden soll, da der Sägegrundkörper aus weicherem Stahl besteht und somit die Diamantschleifscheibe verkleben würde.
Inhaltsverzeichnis
Geschichte
Gegossenes Hartmetall wurde 1914 von Lohman und Voigtländer zum Patent angemeldet, doch hat es sich aufgrund seiner Sprödheit nicht bewährt. Gesintertes Hartmetall konnte 1923 von Karl Schröter[1] und Heinrich Baumhauer[2] zum Patent angemeldet werden, welches die Fa. Osram aufkaufte. 1926 brachte dann die Firma Krupp Hartmetall unter dem Namen Widia (Wie Diamant) auf den Markt.[3][4] Pobedit wurde 1929 in der UdSSR von der gleichnamigen Firma entwickelt.
Herstellung von Hartmetall
Formgebung
In der Regel werden im ersten Schritt zunächst Wolframcarbid und das Bindemittel, welches im gesinterten Hartmetall die Matrix bildet (in den allermeisten Fällen Cobalt), sowie evtl. Kohlenstoff und weitere Additive, wie Titancarbid, Tantalcarbid, Chromcarbid oder Vanadiumcarbid verwogen und anschließend in einer Kugelmühle oder in einem Attritor mehrere Stunden bis Tage vermahlen. Der Mahlprozess dient dazu alle Komponenten möglichst gleichmäßig zu verteilen und größere WC Partikel zu brechen. Die in den Kügelmühlen und Attritoren verwendeten Kugeln bestehen üblicherweise aus Hartmetall. Als Mahlflüssigkeit werden organische Lösemittel, in neuerer Zeit auch Wasser verwendet. Kurz vor Ende des Mahlvorgangs wird ein organischer Binder (z. B. Paraffin oder Polyethylenglycol) zugesetzt. Im nächsten Schritt wird die Mahlflüssigkeit entweder durch Sprühtrocknung oder Erwärmen entfernt. Je nach Zusammensetzung und organischem Binder erhält man dann ein rieselfähiges Pulver (Pressgranulat, ready-to-press Pulver) oder eine knetbare Masse. Durch Pressen des Pressgranulats oder durch Extrusion der knetbaren Massen (z.B. Strangpressen) erhält man mehr oder weniger formstabile Grünlinge oder Grünkörper. Diese Grünkörper können, soweit sie formstabil sind, vor den Sintern durch Schneiden und Schleifen noch einer weiteren Formgebung unterzogen werden.
Stoffeigenschaften ändern
Danach wird der Grünling je nach Herstellverfahren im Vakuum oder in einer Schutzatmosphäre bei Temperaturen bis 1600 °C und Drücken bis 5000 bar gesintert. Das Pulver kann dabei in einem Gesenk oder in verschweißte Stahlbleche eingepackt erhitzt und verdichtet werden. Es kommen unterschiedliche, in der Regel aktive, den Sinterprozess unterstützende Gase zum Einsatz. Das Verfahren liefert hochfeste und dichte Werkstücke.
Trennen, Beschichten
Für die gängigste Anwendung, Hartmetall-Wendeschneidplatten, folgen oft noch die Arbeitsgänge Schleifen (Unterseite, gegebenenfalls Oberseite, Kanten, Radien), Beschichten (CVD-Verfahren, PVD-Verfahren, Vakuum-Elektroden-Abscheiden, etc.), Beschriften und Verpacken.
Werkstoff-Varianten: Cermets
Es gibt neben den konventionellen Hartmetallen auf Wolframcarbid-Basis auch Hartmetalle, die nur Titancarbid und Titannitrid als Hartstoffe beinhalten. Die Bindephase besteht dabei aus Nickel, Cobalt und Molybdän. Diese als Cermets (ceramic + metall) bezeichneten Hartmetalle zeichnen sich durch eine weiter erhöhte Warmfestigkeit und Härte und durch sehr geringe Diffusions- und Adhäsionsneigung aus. So sind noch höhere Schnittgeschwindigkeiten zum Schlichten von Metall möglich. Aus diesem Grund werden die Cermet-Schneidstoffe vorwiegend zum High Speed Cutting (HSC) Verfahren eingesetzt.
Hartmetall-Sorten
Je nach Zerspanungsanwendung werden Hartmetalle in verschiedene Gruppen (P,M,K) unterteilt:
- P-Hartmetalle (Kennzeichnungsfarbe: blau) haben einen verhältnismäßig großen Anteil an Titan- und Tantalcarbid (TiC bzw. TaC), und werden zur Bearbeitung von langspanenden Werkstoffen verwendet, zum Beispiel Stahl, Stahlguss, langspanender Temperguss.
- Die fast TiC- und TaC-freien Hartmetalle der K-Gruppe (Kennzeichnungsfarbe: rot) werden bevorzugt für die Bearbeitung von kurzspanenden Werkstoffen verwendet, zum Beispiel Eisenguss, NE-Metallen (Nicht-Eisen-Metalle), gehärtete Stähle, Holz und für Kunststoff verwendet.
- Die Hartmetalle der M-Gruppe (Kennzeichnungsfarbe: gelb) können als Übergang zwischen P- und K-Hartmetallen angesehen werden. Man bezeichnet sie als Mehrzwecksorte, das Einsatzgebiet sind zum Beispiel Stahl, austenitische Stähle, Automatenstähle, Manganhartstahl.
- Die Hartmetalle der N-Gruppe (Kennzeichnungsfarbe: grün) werden für die Bearbeitung von Nichteisenmetallen, hauptsächlich Aluminiumlegierungen, und Nichtmetallen verwendet.
- Die Hartmetalle der S-Gruppe (Kennzeichnungsfarbe: orange) sind für die Bearbeitung von warmfesten Superlegierungen wie Titanlegierungen oder Nickelbasislegierungen (z.B. Hastelloy) vorgesehen.
- Die Hartmetalle der H-Gruppe (Kennzeichnungsfarbe: weiß) eigenen sich für die Zerspanung von gehärteten Werkstoffen (HRC > 45).
Der Sortenkennzeichnung folgt eine Kennzahl, die das Verschleißverhalten und die Zähigkeit beschreibt. Je kleiner die Zahl, umso größer ist der Verschleißwiderstand, aber umso geringer die Zähigkeit. Typische Kennzahlen sind: 01, 10, 20, 30, 40, 50 (z. B. P 01, M 30, K 05). Endungen F, bzw. UF bedeuten fein bzw. ultrafein (z. B. K40UF)
Hersteller von Hartmetall
Im deutschsprachigen Raum haben sich die Hersteller von Hartmetall, sowie die Lieferanten von Metallpulvern und Anlagentechnik, in dem Interessenverband Fachververband Pulvermetallurgie (FPM) zusammengeschlossen[5].
Anwendung zum Trennen
- Hauptartikel: Schneidstoff
Hartmetalle sind nicht so zäh wie Schnellarbeitsstähle (HS, alte Bez. S), ertragen aber viel höhere Schnitttemperaturen (Temperaturbeständigkeit 1100–1200 °C) und damit noch höhere Schnittgeschwindigkeiten (~40–350 m/min) als Schnellarbeitsstähle. Sie sind im Gegensatz zu Schnellarbeitsstahl nur durch Schleifen bearbeitbar. Sie haben hohe Druckfestigkeit (4000–5900 N/mm² bzw. MPa), mittlere Biegefestigkeit (800–2200 N/mm² bzw. MPa), hohe Dichte (6,0–15,0 kg/dm³) und E-Moduln von 430.000 bis 630.000 N/mm² bzw. 430 bis 630 GPa. Durch ihre hohe Härte (Vickershärte HV30: 1300–2400) sind Hartmetalle spröde, d. h. empfindlich gegen Schlag und Stoß sowie gegen plötzliche Temperaturwechsel (sogenannte Thermoschock-Empfindlichkeit).
Zur Optimierung verringert man die Korngrößen, was höheren Aufwand zur Herstellung der Vormaterialien voraussetzt und die Kosten in die Höhe treibt. Eine kleinere Korngröße führt zu höherer Zähigkeit, höherer Härte und höherer Bruchdehnung. Faustformel: 1/4 der ursprünglichen Korngröße ergibt doppelt so hohe Bruchdehnungen. Leider sind dieser Möglichkeit von der Strukturmechanik her bei etwa 50 nm Grenzen gesetzt.
Klassischer Anwendungsfall von Hartmetall-Werkzeugen ist die zerspanende Bearbeitung von Metallen per Drehen, Fräsen und Bohren. Daneben gibt es auch etliche andere Anwendungsfälle; zum Beispiel sind die Messer von Zigarettenpapierschneideinrichtungen aus Hartmetall gefertigt. Auch der Einsatz von Werkzeugen in Gesteinsmühlen und in Bergwerken ist eine Domäne von Hartmetallen: Gesteine zu bohren, Tunnel aufzuschließen mithilfe von Schrämmmaschinen, Walzenladern, Teilschnittmaschinen oder Schildvortriebsmaschinen sind samt und sonders prädestiniert für die Verwendung von Hartmetall-bestückten Bohr- und Schneidwerkzeugen. Ein weiterer Anwendungsfall ist das Auftrennen von Harthölzern aus den Tropen mit Hartmetallsägen. Mit herkömmlichen Stellitesägen ist oft nicht möglich derartige Hölzer aufzutrennen.
Anwendungen zum Umformen
Die Einsetzbarkeit von Hartmetall ist auch bei Umform-Vorgängen gegeben, so zur Querschnittsverringerung in Ziehmatrizen bei der Herstellung von Drähten, Rohren und Profilen aus Stahl, Kupfer und Messing. Auch die Herstellung von Pressstempeln und Pressmatritzen zur Verpressung von Hartmetallpulver ist selbst ein Beispiel für den Einsatz von Hartmetall zur Umformtechnik. Diese Hartmetallsorten werden in der Regel als G-Sorten bezeichnet. Zum Beispiel G05; G10; G20 usw. Je höher die Zahl, umso zäher das Hartmetall.
Siehe auch
Einzelnachweise
- ↑ Schröter, Karl: Verfahren zur Herstellung einer harten Schmelzlegierung fuer Arbeitswerkzeuge, insbesondere Ziehsteine, Deutsches Reichspatent No. 498349A, 1923.
- ↑ Baumhauer, Heinrich, Hard tool and implement and in process of making, General Electric Company, US-Patent No. 1512191A, 1922.
- ↑ Werner Degner, Hans Lutz, Erhard Smejkal: Spanende Formung, Carl Hanser Verlag, 2002, ISBN 3446221387, S. 67.
- ↑ Wolfgang Filì, Die kreativen Zeiten fangen jetzt erst an, Industrieanzeiger.
- ↑ Offizielle Webseite des Fachverband Pulvermetallugie
Weblinks
- Wissenswertes über Hartmetall
- CERATIZIT Sorteneinteilung nach ISO 513
- Technisches Skript der luxemburgischen Firma Cerametal S.à.r.l
- Hartmetallarbeitsplätze – Exposition und Bewertung, Gefahrstoffe – Reinhaltung der Luft, Jan/Feb. 2008, Springer-Verlag (PDF-Datei; 342 kB)
- Cemented Carbides - A Success Story ITIA Newsletter June 2010 - (PDF Datei; 547 kB, englisch)
Kategorien:- Verbundwerkstoff
- Werkzeugwerkstoff

Wikimedia Foundation.