- Lötkolben
-
Der Lötkolben ist ein Gerät zum Aufschmelzen von Metallen, um Bauteile durch Weichlöten zu verbinden.
 Lötkolben die mit Lötlampen erhitzt werden
Lötkolben die mit Lötlampen erhitzt werden
Beim Lötvorgang werden Metallteile mit dem Lötkolben erhitzt und durch ein weiteres, dadurch schmelzendes Metall (z. B. Lötzinn) benetzt. Dieses Metall stellt nach dem Erkalten eine zuverlässige mechanische und elektrische Verbindung zwischen den Metallteilen her. Die Metallteile selbst werden nicht wie beim Schweißen thermisch angeschmolzen, allerdings entsteht an den Grenzschichten eine sehr dünne Legierungsschicht mit dem Lot. Löten ist also keine Klebverbindung.
Inhaltsverzeichnis
Typen
Man unterscheidet zwischen elektrischen und gasbeheizten Lötkolben. Beide dienen zum Weichlöten. Hartlöten ist mit Kupferspitzen nicht möglich.
Gasbeheizte Lötkolben
 Gaslötkolben
GaslötkolbenBei Lötungen mit großer Wärmeabfuhr des Lötgutes (große Bleche, Dachrinnen) reicht die Heizleistung des üblichen elektrischen Lötkolbens mit bis 150 W oft nicht mehr aus. Es gibt geeignete teure Kolben mit über 500 W, aber das ist schon das Einsatzgebiet des Gas-Lötkolbens. Die „antiken“ Lötkolben in Hammerform bestehen aus einem 250-1500g schwerem Kupferklotz mit Eisenstiel (schlechtere Wärmeleitung) und Holzgriff (Eigenbau leicht möglich). Der Kolben wird mit der Lötlampe erhitzt, wobei sich das Kupfer schwärzt und dann in der Flamme wieder blank wird. Jetzt hat der Kupferklotz genügend Wärmekapazität, um auch größere Lötstellen zu bearbeiten. Wenn das Zinn nicht mehr fließt, muss neu aufgeheizt werden. Bequemer sind die gasbeheizten Lötkolben, bei denen die Flamme am Kupferklotz kontinuierlich brennt.
Elektrische Lötkolben
 Elektrischer Lötkolben (Lötstation) mit Regler, Lötkolbenhalter und Reinigungsschwamm
Elektrischer Lötkolben (Lötstation) mit Regler, Lötkolbenhalter und ReinigungsschwammDer elektrische Lötkolben kann entweder mit innen- oder außenbeheizten, in der Regel auswechselbaren Lötspitzen bestückt werden.
Bei elektronisch temperaturgeregelten Lötkolben wird die Heizung elektronisch gesteuert. Die Temperatur wird entweder mit einem zusätzlichen, möglichst nahe der Spitze montierten Temperatursensor gemessen, oder der temperaturabhängige elektrische Widerstand des Heizdrahts wird zur Temperaturbestimmung ausgewertet. Wenn die Solltemperatur frei einstellbar ist (typischerweise mithilfe eines Drehknopfs an der Lötstation), sollte die Wärmekapazität der Lötspitze möglichst gering sein, damit ihre Temperatur der Solltemperatur (auch nach unten) zeitnah folgen kann. Die Heizleistung muss den Wärmeabfluss während des Lötvorgangs vollständig ausgleichen können. Elektronisch temperaturgeregelte Lötkolben eigenen sich besonders für feine Lötarbeiten im Laborbetrieb.
Die Nutzung der Heizwendel als Temperatursensor ist nicht zu verwechseln mit Heizwendeln, die sich über ihre Kaltleit-Eigenschaft selbst regeln. Durch sie fließt in der Nähe der Abschalttemperatur fast kein Strom mehr. Um die Löttemperatur stabil zu halten, sollte aber bei Unterschreitung der Abschalttemperatur ein möglichst großer Energienachschub geliefert werden. Dafür wäre ein möglichst hoher Stromfluss nötig. Die Selbstregelung ist also nur als Überhitzungsschutz für Lötkolben wie Hammerlötkolben geeignet, deren Heizleistung erheblich niedriger ist als der Wärmeabfluss während des Lötvorgangs.
Bei elektromechanisch temperaturgeregelten Lötkolben gibt die gewählte Lötspitze die Solltemperatur vor: Wird die Lötspitze montiert, zieht ihre schaftseitige Kappe einen im Schaft beweglichen Magneten an, der den Heizstrom einschaltet. Erreicht die Kappe ihre Curie-Temperatur, wird der Magnet nicht mehr angezogen, federt in seine Ruheposition zurück, und die Heizung ist wieder abgeschaltet. Ihre Curie-Temperatur ist eine feste, alterungsbeständige Eigenschaft des Materials der Kappe, die durch dessen Legierung fest voreingestellt ist. Bekannt ist dieses Temperaturregelungsprinzip unter der von Cooper Hand Tools, Inc. registrierten, für Ihre Marke Weller verwendeten Wortmarke Magnastat. Da für unterschiedliche Solltemperaturen die Lötspitze ohnehin gewechselt werden muss, kann die Wärmekapazität der Lötspitze beliebig hoch sein. Elektromechanisch temperaturgeregelte Lötkolben eigenen sich für feine und gröbere Lötarbeiten und besonders für schnelle, gleichartige Lötfolgen. Für Lötarbeiten an elektrostatisch gefährdeten Bauteilen sind sie prinzipbedingt nicht zugelassen.
Elektrische Lötkolben gibt es mit Heizleistungen ab etwa sechs Watt (Mikrolötkolben) bis zu mehreren hundert Watt und müssen je nach Aufgabengebiet entsprechend ausgewählt werden. Leistungsfähige temperaturgeregelte Lötstationen mit auswechselbaren Spitzen sind dagegen sowohl für sehr feine, aber auch für mittlere Arbeiten geeignet. Eine Miniaturbauform des Lötkolbens ist die sogenannte Lötnadel, die typischweise mit 6 V oder 12 V betrieben wird.
Lötpistole
 Lötpistole
LötpistoleEine andere Bauform eines elektrischen Lötgerätes ist die nach ihrer typischen Form (s. Bild) benannte Lötpistole. Ihre auf eine Schlaufe verkürzte Heizwendel wird selbst als Lötspitze benutzt. Die Lötspitze wird also – anders als beim elektrischen Lötkolben – selbst vom Strom durchflossen. Damit es nicht zu Funkenschlägen (und entsprechender Korrosion) bei Berührung mit dem Lötgut kommt, muss die Spannung möglichst niedrig sein. Um der Lötspitze dennoch ausreichend Energie zuführen zu können, muss ein sehr hoher Strom fließen, der wiederum sehr dicke Zuleitungsdrähte erfordern würde. Der Transformator zur Umspannung wird ins Gerät integriert. Durch die Pistolenform bleibt das Lötgerät trotz seines (in klassischer Bauform) hohen Gewichts und Platzbedarfs handhabbar. Für geringe Lötleistungen gibt es auch Lötpistolen in Barrenform. Lötpistolen haben gegenüber Lötkolben den Vorteil einer sehr kurzen Anheizzeit von nur wenigen Sekunden. Sie werden durch einen im Handgriff befindlichen Taster nur für den Lötvorgang eingeschaltet. Das Gerät würde bei längeren Lötdauern überhitzen. Feine Lötarbeiten sind mit Lötpistolen unmöglich. Für Lötarbeiten an temperaturempfindlichen Bauteilen wie Halbleiterelementen sind Lötpistolen schlecht geeignet. Für Lötarbeiten an elektrostatisch gefährdeten Bauteilen sind Lötpistolen prinzipbedingt untauglich. Ein typischer Einsatzzweck für Lötpistolen war das bis in die frühen 1970er Jahre bei der Elektroninstallation vorschriftsgemäße Verzinnen von zu klemmenden Kabeln, auf die gemäß aktuellen VDE-Vorschriften stattdessen Aderendhülsen gecrimpt werden müssen. Viel besser als zum Löten sind Lötpistolen für Schneidarbeiten in thermoplastischen Kunststoffen geeignet.
Lötspitze
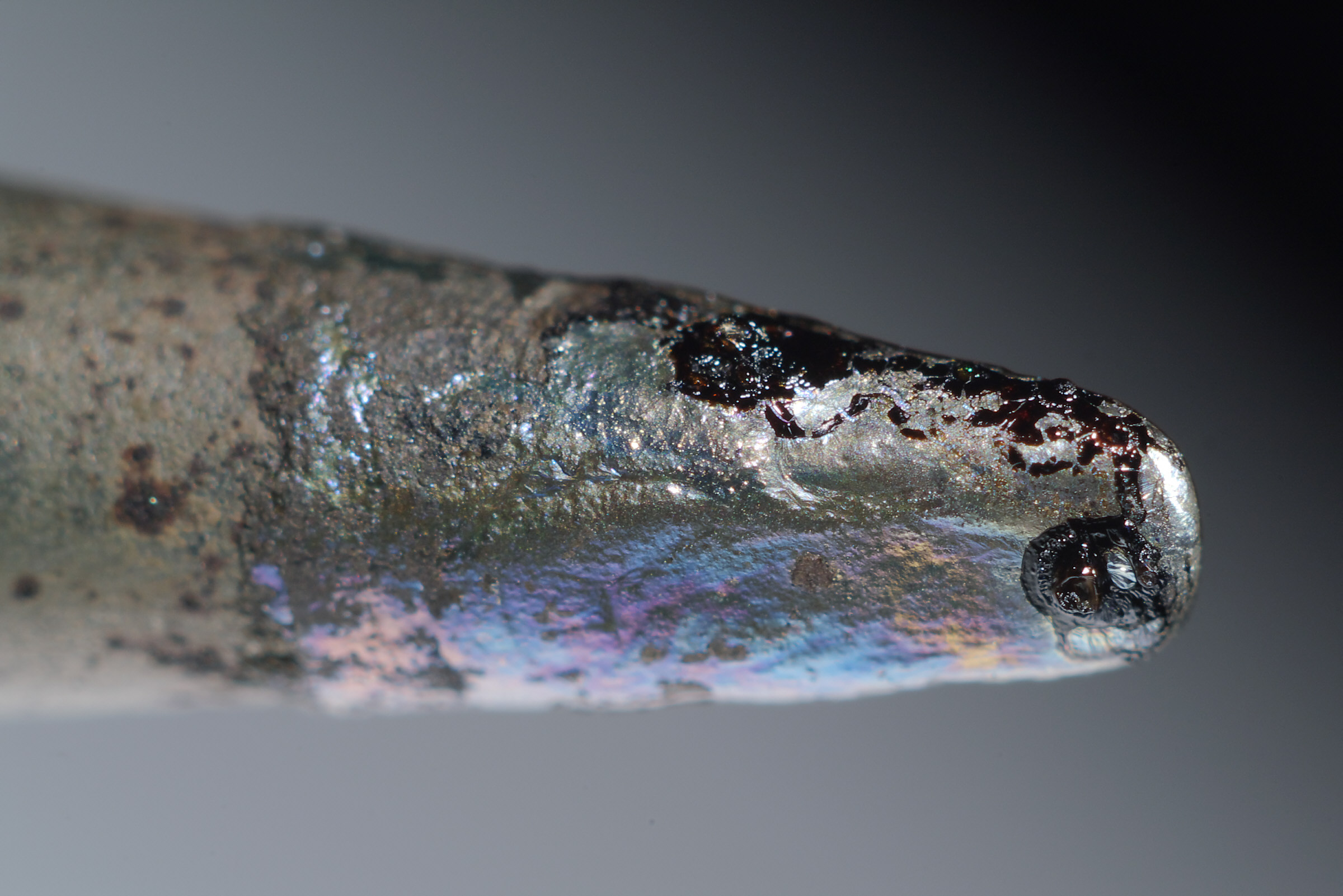
 Nahaufnahme einer Dauerlötspitze mit Flussmittelresten
Nahaufnahme einer Dauerlötspitze mit FlussmittelrestenDer Kern der Lötspitzen, der gut wärmeleitend sein muss, besteht immer aus Kupfer. Das Kupfer legiert sich aber schon bei Löttemperaturen leicht mit Zinn (zu Bronze) und wird aufgelöst, die Lötspitze wird narbig und muss abgefeilt werden. Eine sogenannte Dauerlötspitze besteht aus dem Kupferkern zur Wärmeleitung und ist galvanisch mit einer Eisenschicht überzogen. Eisen wird verwendet, weil es auf der einen Seite noch mit Zinn benetzbar ist, auf der anderen Seite aber sehr langsam ins flüssige Zinn einlegiert. Dadurch wird die Standzeit der Spitze verlängert. Der benetzbare Bereich der Spitze wird dann noch galvanisch vorverzinnt und anschließend tauchverzinnt. Der rückwärtige Teil wird mit einer Chrom oder Nickel/Chromschicht gegen Korrosion geschützt. Wenn die Spitze unbenetzbar wird, hilft der Salmiakstein bei höchster Lötkolbentemperatur. Eine Dauerlötspitze darf nicht mechanisch (schleifen) behandelt werden. Dadurch wird die Eisenschicht zerstört und die Lötspitze ist unbrauchbar.
Die Art der Reinigung hängt stark vom Verwendungszweck ab. Lötspitzen für elektronische Bauelemente werden zum Beispiel mit einem feuchten Reinigungsschwamm gereinigt. Säurehaltige oder chemisch aggressive Reinigungsmittel werden für solche Lötspitzen nicht verwendet.
Korrosion am Lötspitzenschaft in der Heizpatrone stört den Wärmeübergang. Abhilfe bringt Sauberbürsten und Umwickeln mit etwas Haushalts-Alufolie.
Lötspitzen gibt es in unterschiedlichen Formen. Verbreitet sind zum Beispiel runde kegelförmige Spitzen und flache Spitzen. Einige Lötkolben haben austauschbare Spitzen.
Anwendung
Das Lötkolbenlöten oder Handlöten wird nur noch für Reparaturarbeiten, zur Herstellung von Testmustern, bei der Produktion von Kleinstserien oder von Heimwerkern eingesetzt.
In der industriellen Produktion finden heute moderne Lötverfahren wie das Wellen- bzw. Schwalllöten oder Reflow-Löten Anwendung. Aber auch im Handwerk ist das zeitaufwendige Löten in vielen Bereichen durch mechanische Verbindungstechniken, wie z. B. Crimpen, Einpresstechnik, Wrappen und verschiedenste Klemm- und Stecktechniken verdrängt worden.
Um eine Lötverbindung zu lösen und von dem bindenden Metall zu reinigen, verwendet man zusammen mit dem Lötkolben meist Entlötlitze oder eine Entlötpumpe.
Technische Kenndaten
Die technischen Kenndaten eines Lötkolbens sind dessen elektrische Leistung in Watt, der Arbeitstemperaturbereich, der Typ der Klemmung am Kolbenende und die Geometrie der Lötspitze sowie der Halterungstyp.
Das Intervall an elektrischen Leistungen für konventionelle Lötkolben erstreckt sich von etwa 15 bis 120 W. Der Arbeitstemperaturbereich liegt in der Regel zwischen 150 und 480 °C. Von diesem hängt entscheidend die Art der verwendbaren Lote ab. Die Lötspitzen unterscheiden sich grundlegend im Durchmesser und können in ihrer geometrischen Gestalt unterschiedlich ausgeführt sein. Die Sicherheitsablage gibt es in der konisch zulaufenden Standardausführung sowie den Typen 105A, die allerdings nicht zueinander kompatibel sind.
Literatur
- Klein Wassink, R. J.: Weichlöten in der Elektronik. 2. Auflage. Eugen G. Leuze Verlag, 1991, ISBN 3-87480-066-0.
- Scheel, Wolfgang: Baugruppentechnologie der Elektronik. 1. Auflage. Verlag Technik, 1997, ISBN 3-341-01100-5.




Wikimedia Foundation.