- Qualitätsregelkarte
-
Die Qualitätsregelkarte (QRK) oder kurz Regelkarte (engl. „[quality] control chart“, wobei „chart“ eigentlich nicht „Karte“, sondern vielmehr „Schaubild“ oder „Datenblatt“ bedeutet) wird im Qualitätsmanagement zur Auswertung von Prüfdaten eingesetzt. Auf ihr werden statistische Stichprobenkennwerte (z. B. Stichprobenmittelwert und Stichprobenstandardabweichung eines Werkstückmaßes) grafisch dargestellt. Auf Qualitätsregelkarten sind Warn- und Eingriffsgrenzen eingezeichnet.
Inhaltsverzeichnis
Arten von Regelkarten
Grundsätzlich unterscheidet man Regelkarten nach der Art der zu untersuchenden Merkmale in Regelkarten für variable Merkmale und Regelkarten für attributive Merkmale.[1]
Regelkarten für variable Merkmale
Zu den Regelkarten für variable Merkmale zählen u.a.
- die Urwertkarte
- die Shewhart-Regelkarte[2] (ImR-Karte nach Walter A. Shewhart)
- die Pre-Control-Regelkarte (Prozessregelkarten) sowie
- die Annahmeregelkarte
Prozessregelkarten
Die Prozessregelkarte[3] ist eine Regelkarte, die nicht von vorgegebenen Grenzwerten ausgeht. Die obere und untere Warngrenze sowie die obere und untere Eingriffsgrenze werden aus den vorhandenen Prozessdaten berechnet; sie spiegeln nicht den Toleranzbereich wider, sondern nur die beobachtete Häufigkeitsverteilung der mit dem jeweiligen Schaubild überwachten Stichprobenkenngröße.[4] Die Warn- und Eingriffsgrenzen werden periodisch basierend auf den jüngsten Prozessdaten neu berechnet. Die auf Prozessregelkarten gesammelten Prozessdaten bilden die Grundlage für die Prozessfähigkeitsuntersuchung, in der die Häufigkeitsverteilung des beobachteten Merkmals mit dem Toleranzbereich verglichen wird.
Die wesentlichen Prozessregelkarten sind:
Prozessregelkarten englische Herleitung Graphische Darstellung (Chart) der mathematisch auch ImR-Karte Individual and moving Range Einzelwerte über deren gleitender Spannweite XmR XmR-Karte Xbar-Karte X with bar (= Querstrich) Mittelwerte als Einzelwerte 
X-quer-Karte XbarR-Karte Xbar and R Mittelwerte über deren Spannweite 
X-quer-R-Karte XbarS-Karte Xbar and S Mittelwerte über deren Standardabweichung 
X-quer-S-Karte EWMA-Karte Exponentially Weighted Moving Average exponentiell gewichteten, gleitenden Mittelwerte EWMA CUSUM-Karte Cumulative SUM Kumulative Summen CUSUM Drei-Wege Karte Three-way chart[5] Interaktionen von drei unterschiedlichen Parametern z-Karte z-chart z Z-Diagramm[6] Regelkarten dienen auch der Analyse von Lage und Streuung.
Annahmeregelkarten
Die Annahmeregelkarte ist eine Regelkarte, bei der die Eingriffs- und Warngrenzen über vorgegebene Toleranzgrenzwerte berechnet werden. Die Toleranzgrenzwerte geben an, welche Abweichungen bei einem Produkt maximal vorhanden sein dürfen, um noch brauchbar zu sein. Die Verwendung von Annahmeregelkarten steht im Widerspruch zum Prinzip der ständigen Verbesserung.[7]
Regelkarten für attributive Merkmale
Die wesentlichen attributiven Regelkarten [8] sind:
Attributive Regelkarten englische Herleitung Graphische Darstellung (Chart) der Stichprobenumfang mathematisch p-Karte Proportions Proportionen, z. B. Anteil fehlerhafter Einheiten in einer Stichprobe variabel p np-Karte number of proportions Anzahl Proportionen, z. B. Anzahl fehlerhafter Einheiten in einer Stichprobe konstant np c-Karte Anzahl Ereignisse, z.B. Anzahl Fehler innerhalb eines konstanten Ereignisbereiches konstant c u-Karte Unit Anteile bzw. Ereignisse, z.B. Fehler pro untersuchter Einheit variabel u Grenzwerte
Warngrenzen und Eingriffsgrenzen
Grenzwerte in Qualitätsregelkarten werden durch horizontale, durch Farbe bzw. Linienstärke hervorgehobene Linien dargestellt. Man unterscheidet zwischen Warn- und Eingriffsgrenzen, die jeweils oberhalb bzw. unterhalb des als optimal definierten Mittelwertes des zu steuernden Prozesses liegen.
Bezeichnung DE Abkürzung DE Bezeichnung EN Abkürzung EN Vorzeichen Linienart unten Obere Eingriffsgrenze OEG Upper control limit UCL + rote, fette Strichlinie Obere Warngrenze OWG Upper warning limit UWL + rote, dünne Strichlinie Mittelwert Mean keines grüne Volllinie Untere Warngrenze UWG Lower warning limit LWL - rote, dünne Strichlinie Untere Eingriffsgrenze UEG Lower control limit LCL - rote, fette Strichlinie 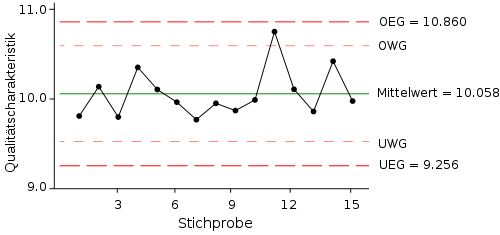
 Qualitätsregelkarte
QualitätsregelkarteDer Abstand der beiden Warngrenzen (±) sowie der beiden Eingriffsgrenzen (±) vom Mittelwert ist betragsmäßig gleich groß, wobei folgende Zusammenhänge gelten, wenn die Messwertverteilung der gaußschen Normalverteilung gehorcht:
UWG bis OWG 95,45 % Mittelwert ± 2 Sigma der Häufigkeitsverteilung der dargestellten Stichprobenkenngröße UEG bis OEG 99,73 % Mittelwert ± 3 Sigma der Häufigkeitsverteilung der dargestellten Stichprobenkenngröße Der elfte Messpunkt (fünfte von rechts) in der gezeigten Regelkarte liegt außerhalb der Warngrenze. Wenn die Eingriffsgrenzen überschritten wäre, so wäre es möglich, dass der Prozess an dieser Stelle außer Kontrolle geraten ist. In knapp 3 von ca. 1000 Fällen wird aber aus statistischen Gründen die Eingriffsgrenze überschritten (bei dem oben definierten 3-Sigma-Bereich), ohne dass dies zwangsläufig bedeutet, dass der Prozess oder seine Parameter sich verändert haben (1 − 0,9973 = 0,0027). Bei Übersteigen der Warngrenzen sind mögliche, unbeabsichtigte Veränderungen im Prozess zu suchen und ggf. geeignete Abstellmaßnahmen zu ergreifen, um den Prozess wieder in seinen ordnungsgemäßen Zustand zu bringen. So kann der Prozess im Idealfall korrigiert werden, noch bevor dieser außer Kontrolle gerät und möglicherweise fehlerhafte Teile produziert werden.
Toleranzgrenzen
Toleranzgrenzen (Oberer Grenzwert (OGW) und Unterer Grenzwert (UGW)) werden auf Prozessregelkarten grundsätzlich nicht eingezeichnet, da sie ja für einzelne Merkmalswerte gelten und nicht für die auf den Regelkarten dargestellten Kenngrößen (Stichprobenmittelwerte, Stichprobenspannweiten usw.).
Indikator für den Prozess
Die Qualitätsregelkarte ist auch ein Indikator für den Prozess an und für sich. Bei der Auswertung einer Qualitätsregelkarte unterscheidet man zwischen zufälligen und systematischen Einflüssen. Zufällige Einflüsse führen zu einer Streuung der Prüfdaten auf der Qualitätsregelkarte, sie sind bedingt durch Einflussfaktoren wie kleine Temperaturschwankungen oder Werkstoffbeschaffenheit und sind als normaler, immer vorhandener Teil des Prozesses zu betrachten. Systematische Einflüsse können zu einer langsamen Verschiebung der Prüfdaten auf der Qualitätsregelkarte oder auch zu plötzlichen, drastischen Prozessveränderungen führen; sie sind bedingt durch besondere Einflussfaktoren wie Werkzeugverschleiß oder fehlerhaft eingestellte Maschinen.
Indikator für das Produkt
Der Verlauf der Messpunkte der untersuchten Teile zeigt die Qualität der Teile aus der Stichprobe. Daraus lässt sich auf die Qualität der Gesamtmenge der Teile schließen.
Auswerten von Regelkarten
Systematische Abweichungen unterliegen Gesetzmäßigkeiten. Aus dem Verlauf der Messpunkte auf der Qualitätsregelkarte lässt sich auf diese Gesetzmäßigkeiten zurückschließen.
So spricht man von einem „Trend“, wenn mindestens sieben Messpunkte eine nahezu lineare Steigung in Richtung einer Grenze zeigen. Möglicherweise liegt ein stark zunehmender Werkzeugverschleiß vor, der bald eine Überschreitung der Eingriffs- bzw. Warngrenze verursacht.
Ein „Pattern“ (Gesetzmäßigkeit) ist ein nicht zufälliger Kurvenverlauf, z. B. das periodische „Schwingen“ um die Mittelwertlinie. Es kann Temperaturschwankungen bedeuten, die in der Fertigung mal größere, mal kleinere Teile verursachen. Befinden sich 7 eingezeichnete Punkte ober- bzw. unterhalb der Mittelwertlinie, hat sich der Prozessmittelwert wahrscheinlich verschoben. Es wird von einem Durchlauf (oder „Run“) gesprochen. Dieser kann z. B. anzeigen, dass eine Werkzeugschneide einen Schaden erlitten hat und die Teile von nun an größer bzw. kleiner fertigt.
Die Eingriffsgrenzen sind also nicht die einzigen Anzeichen für potenzielle Probleme; die Anordnung der Messpunkte ist ebenfalls zu beachten. Liegen mehr als 90 % der eingezeichneten Punkte im mittleren Drittel des Bereichs zwischen den Eingriffsgrenzen oder weniger als 40 % der Punkte in diesem Drittel, ist ebenfalls davon auszugehen, dass ein systematischer (nicht zufälliger) Einfluss vorliegen könnte.
Quellen
- ↑ Arten von Regelkarten
- ↑ Beispiel einer Shewhart-Regelkarte
- ↑ Siegfried Dreher, Prozessregelkarten
- ↑ QS-9000, SPC-Leitfaden
- ↑ Three-way chart example from Boeing
- ↑ Z-Diagramm im ISI glossary of statistical terms
- ↑ Dietrich, Schulze (2005): S. 238
- ↑ Siegfried Dreher, Attributive Regelkarten
Siehe auch
- Statistische Prozesslenkung (SPC)
-
 Commons: Qualitätsregelkarten – Sammlung von Bildern, Videos und Audiodateien
Commons: Qualitätsregelkarten – Sammlung von Bildern, Videos und Audiodateien
Literatur
- Edgar Dietrich, Alfred Schulze: Statistische Verfahren zur Maschinen- und Prozessqualifikation. 5. aktualisierte Auflage. Carl Hanser Verlag, München u. a. 2005, ISBN 3-446-22894-2.
- Hans-Joachim Mittag: Qualitätsregelkarten. Carl Hanser Verlag, München u. a. 1993, ISBN 3-446-17661-6.
Kategorien:- Qualitätsmanagement-Werkzeug
- Six Sigma

Wikimedia Foundation.