- Automobilbau
-
Automobilfertigung bezeichnet die industrielle Herstellung von Automobilen. Die Produktion erfolgt in Fabriken der Fahrzeughersteller. Die Herstellung eines Automobils erfordert einen großen Aufwand an technischen Ressourcen und Mitarbeitern.
Abhängig vom Typ des gefertigten Fahrzeuges, der geforderten Stückzahl und dem Standort der Fabrik hat die Fertigung einen unterschiedlichen Automatisierungsgrad. Einige in geringen Stückzahlen gefertigten Fahrzeuge werden komplett in Handarbeit hergestellt. Auch in Niedriglohnländern werden große Arbeitsumfänge manuell durchgeführt. Typisch für die Automobilfertigung ist jedoch ein großer Anteil an Automation.
Meistens werden Autos heute in Linienfertigung hergestellt. Dabei durchläuft das unfertige Fahrzeug zahlreiche Stationen, an denen automatisch oder durch Werker jeweils einige wenige Arbeitsschritte ausgeführt werden, die das Auto weiter komplettieren. (Siehe auch Fließbandfertigung).
Inhaltsverzeichnis
Ablauf
Vor der Produktion eines neuen Fahrzeugtypes steht dessen Entwicklung. Diese läuft in folgenden Schritten ab. Diese werden grundsätzlich in der unten angegebenen Reihenfolge durchgeführt, finden teilweise aber auch parallel statt (Simultaneous Engineering). Nicht alle Schritte müssen beim Automobilhersteller selbst erfolgen. Oft werden Tätigkeiten an Zulieferfirmen ausgelagert.
Strategische Planung
Zunächst wird aufgrund von Marktanalysen festgelegt, welche Art von Fahrzeug eigentlich gebaut werden soll, welche Stückzahlen gewünscht werden und welche allgemeinen Eigenschaften das Produkt haben soll. Auch der spätere Preis des Autos wird hier festgelegt und beeinflusst die nächsten Entwicklungsschritte.
Designphase, (Vor-)Entwicklung
Aus den Vorgaben der Strategischen Planung wird das Design des Fahrzeuges abgeleitet. Hier wird das spätere Aussehen des Fahrzeuges im Wesentlichen festgelegt. Schon hier kann sich entscheiden, wie gut sich das Auto später verkaufen lässt.
Konstruktion
In diesem Schritt wird die gesamte technische Gestaltung des Autos festgelegt. Hier werden alle Einzelteile des Fahrzeuges konstruiert und festgelegt, wie diese zusammengebaut werden, um ein Automobil zu erhalten, das den Designvorgaben entspricht. Folgende Punkte müssen bei der Konstruktion berücksichtigt werden:
- Gesetzesvorgaben: Für unterschiedliche Märkte wie die USA, Europa und RdW (Rest der Welt) sind verschiedenste gesetzliche Vorgaben einzuhalten, um das Fahrzeug dort verkaufen zu dürfen. Diese Vorschriften beziehen sich u. a. auf die Insassen (Kopffreiheit, Sichtwinkel …), die Fußgänger (keine hervorstehenden Teile; Daimler Chrysler u. a. haben aus historischen Gründen Sondererlaubnisse) und die Umwelt (Emissionen wie Geräusche, Gerüche, Abgase; Recycling …).
- Kosten: Die Gestaltung der einzelnen Bauteile und der Gesamtkonstruktion beeinflusst maßgeblich die späteren Herstellungskosten des Fahrzeuges.
- Eigenschaften des Endproduktes: Das fertige Fahrzeug soll bestimmte Eigenschaften bekommen (Crashsicherheit, Komfort, etc.). Dementsprechend muss die Konstruktion ausgeführt werden. Zur Überprüfung wird häufig Simulation eingesetzt. Immer wichtiger wird auch die Positionierung gegenüber den Wettbewerbsfahrzeugen bezüglich unterschiedlichster Abmessungen (Länge, Höhe, Breite, Kopffreiheit, Ladevolumen …). Dazu werden in der Vorentwicklung die entsprechenden Maße und Dimensionen der Wettbewerber analysiert und die eigene Entwicklung dementsprechend ausgelegt.
- Qualität: Die spätere Qualität des Autos ergibt sich aus seiner Konstruktion. Eine höhere Qualität bedingt in der Regel auch höhere Kosten. Hier muss entsprechend den Vorgaben aus der strategischen Planung ein Kompromiss gefunden werden.
- Herstellbarkeit: Die Konstruktion muss nicht nur so erfolgen, dass das Auto die gewünschten Eigenschaften erhält, sondern die einzelnen Bauteile müssen sich auch (möglichst günstig) herstellen, zusammenbauen und für etwaige Reparaturen während des Produktlebenszyklus austauschen lassen. Auch bei der Fertigung (z. B. Ziehsimulation bei Blechteilen) und dem Zusammenbau (Montageplanung) kommt Simulation zum Einsatz.
Die eigentliche Konstruktion des Autos und der dazugehörigen Werkzeuge läuft bei großen Automobilherstellern in mehreren Schleifen ab, wobei CA-Techniken (CA = Computer Aided = computergestützt) verwendet werden. In der Regel wird zuerst ein virtueller Prototyp des Autos aufgebaut, d. h. das komplette Fahrzeug wird als virtuelles Modell im Computer konstruiert und dargestellt. Anschließend folgen meistens mehrere Schleifen, bei denen zu definierten Terminen fahrfertige Prototypen gebaut werden. Diese Fahrzeuge müssen sich in den Labors, auf den Testgeländen der Automobilhersteller, auf gemieteten Rennstrecken und teilweise in der Öffentlichkeit, als Erlkönig verschiedensten Prüfungen unterziehen. Auch der Zusammenbau der einzelnen Komponenten des Fahrzeuges wird hierbei erprobt. Die Ergebnisse aus all diesen Versuchen fließen in die nächste Schleife bei der Konstruktion mit ein. Parallel zur Verbesserung und Optimierung der Bauteile für das Auto erfolgt auch die Konstruktion der dazugehörigen Werkzeuge.
Produktionsplanung
Wenn die Konstruktion des Fahrzeugs feststeht, muss seine Fertigung geplant werden. Hier geht es darum, eine Fabrik zu entwickeln, in der das zuvor festgelegte Auto gebaut werden kann. Oft wird die Fahrzeugproduktion in bestehende Fabriken integriert und nutzt teilweise dort bereits vorhandene Betriebsmittel. Erschwerend kommt in diesem Fall hinzu, daß die bestehende Fertigung während der Umbaumaßnahmen möglichst durchgehend funktionsfähig bleibt.
Aufbau der Fertigung
Nach Abschluss der Produktionsplanung wird die Fertigung aufgebaut. Im Anschluss daran kann die Produktion beginnen.
Produktionsschritte
Bei der Fertigstellung des Automobils werden in der Regel die nachfolgend beschriebenen Produktionsbereiche durchlaufen. In modernen Fabriken ist dabei schon von Anfang an bekannt, für welchen Endkunden jedes Fahrzeug gefertigt wird. Es werden also während der Produktion genau die Komponenten eingebaut, die ein bestimmter Kunde bestellt hat.
Das gefertigte Fahrzeug wird zwischen den einzelnen Fertigungsbereichen und -stationen per Fördertechnik transportiert. Eine typische Automobilfertigung erstreckt sich dabei über mehrere Etagen. Im Erdgeschoss befinden sich meistens die Anlieferbereiche und Bereiche zur Komponentenfertigung. Wegen der schweren Maschinen und dynamischen Belastungen ist auch das Preßwerk in der Regel ebenerdig aufgestellt. In der nächsten Etage befindet sich die Hauptfertigungslinie, in der die Karosserie bzw. das Fahrzeug immer weiter komplettiert wird. Die Hauptlinie wird dabei aus der darunterliegenden Etage mit Bauteilen versorgt. Über der Hauptlinie befindet sich die Förderebene, in der die Fahrzeuge zwischen weiter auseinander liegenden Bereichen transportiert werden.
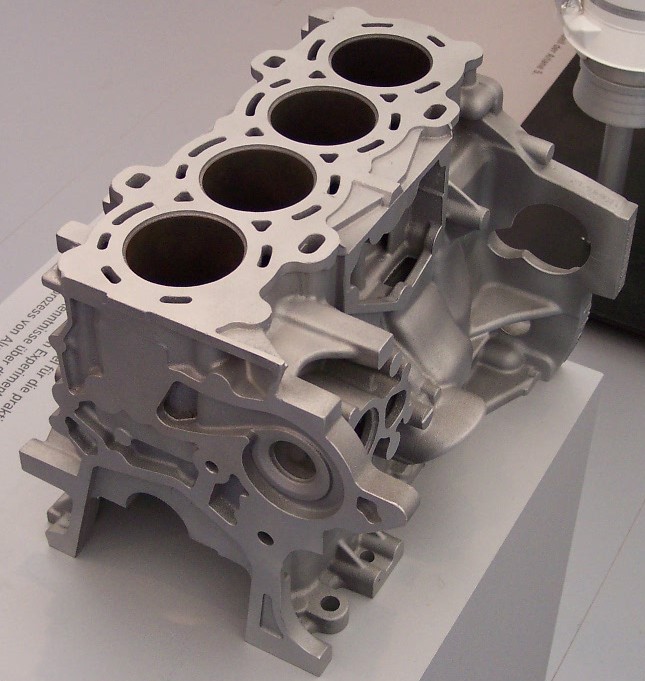
Gießerei
Hier werden im Gussverfahren Teile hergestellt, die in das Fahrzeug eingebaut werden (z. B. Motorblock). Speziell Motorblöcke werden in eigenständigen Anlagen und oft an anderen Standorten hergestellt; viele Automobilhersteller gießen sogar gar nicht selber, sondern kaufen von Zulieferern ein. Auch die Gussteile für Turbolader werden meist zugekauft.
 Motorblock
MotorblockPresswerk
Hier werden die Blechteile hergestellt, aus denen später die Karosserie zusammengefügt wird. Das Blech wird in Form von großen Rollen geliefert („Coils“). Diese werden in geeignete Stücke zerschnitten, die dann in großen Pressen zur gewünschten Form umgeformt werden. (siehe auch Umformverfahren).
Rohbau/Karosseriebau
In diesem Bereich werden die Blechteile aus dem Presswerk zur Rohkarosserie zusammengefügt. Die Blechteile werden häufig durch Punktschweißen, aber auch durch Bahnschweißen oder Druckfügen verbunden. Immer öfter kommen auch andere Verfahren wie Nieten (z. B. bei Aluminium/Stahl-Verbindungen) und Kleben (zur Unterstützung der Schweißverbindungen aber auch als einzige Verbindung) zum Einsatz. Im Rohbau werden typischerweise große Mengen von Industrierobotern eingesetzt.
Die Karosseriefertigung im Rohbau kann in die folgenden sieben Hauptgruppen untergliedert werden:- Bodengruppen-/Motorraumfertigung
- Seitenwandfertigung
- Dachautomation
- Türenstraße
- Bocklinie
- Montageband
- Finishband
Darüber hinaus arbeiten mehrere Abteilungen in peripheren Bereichen:
- Eingangsinspektion
- Musterinspektion
- Qualitätskontrolle
- Materialhandling und Logistik
Fachabteilungen unterstützen die Produktionsmitarbeiter bei technischen Störungen oder bei Qualitätsproblemen, z. B.:
- Zentralwerkstätten, elektrisch und mechanisch
- Roboterwerkstatt
- Pneumatikwerkstatt
- Schweißteam
- Elektronik und Netzwerke
- Werkstatt für Flurförderfahrzeuge
Lackiererei
Die Rohkarosse wird hier zunächst gegen Korrosion geschützt. Dazu werden häufig ein oder mehrere Tauchbäder durchlaufen. Je nach Verfahren gibt es ein oder zwei Schutzschichten, die während des Lackiervorganges aufgetragen werden. Vorbereitend für die Schmucklacke wird die Karosserie durch die Kathodische Tauchlackierung (KTL) vor Korrosion geschützt. Danach wird ein sogenannter Füller aufgetragen, der den gleichmäßigen Auftrag der Decklacke ermöglicht. Danach wird der Lack aufgetragen, der dem Fahrzeug seine gewünschte Farbe verleiht. Er wird mit einem Klarlack versiegelt.
Komponentenfertigung
In diesen Fertigungsbereichen werden Großbauteile gefertigt, die meist in der Montage als ganzes eingebaut werden. Beispiele: Motor, Getriebe, Achsen, Cockpit, Frontend (z. B. Stoßfänger + Scheinwerfer). Viele dieser Komponenten werden jedoch auch bei externen Zulieferern zugekauft.
Montage
In diesem Bereich wird die Rohkarosserie um alle noch fehlenden Teile ergänzt. Dazu werden in der Regel die Türen und manchmal die Heckklappen demontiert und parallel zur Karosserie ausgestattet. In der Rohkarosserie erfolgt dann die – meist kundenwunschspezifische – elektrische Verkabelung. Das anschließende Zusammenführen der vormontierten Motor-/Getriebe- und Fahrwerkseinheit wird in der Automobilfertigung als „Hochzeit“ bezeichnet. Danach folgt die Montage des Interieur (Teppiche, Verkleidungen, Cockpit, Sitze …) und weiterer Anbauteile (Scheiben, Scheibenwischer, Leuchten, Räder …). Zum Schluss werden die vorher demontierten Türen und Klappen an dem auf den eigenen Rädern stehenden Automobil wieder angebaut und die ersten Betriebsstoffe (Kraftstoff/Öle) eingefüllt). Die einzelnen Fahrzeugkomponenten werden in den letzten Jahren zunehmend durch Just-in-time- bzw. Just-in-sequence-Belieferung bereitgestellt, um kürzere Durchlaufzeiten und geringere Lagerkosten zu erzielen.
Den letzten Schritt der Montage bildet heute die Individualisierung der Steuergeräte des Fahrzeugs. Die Geräte müssen viele Informationen über das Fahrzeug erhalten, die für ihre Funktionen notwendig sind. Dies sind z. B. Verbauinformationen für eine Zentralverriegelung, die gerne wüsste, ob sie in einem 2- oder 4-Türer wohnt und ob die Heckklappe eine automatische Schließeinrichtung besitzt, aber auch Freischaltoptionen für Zusatzausstattungen oder Sonderschnittstellen für Taxis oder Polizeifahrzeuge, sowie ein Fahrzeugschlüssel zur Identifikation.
In der Regel kalkuliert ein Fahrzeughersteller heute ca. 15 bis 20 Stunden, um ein Fahrzeug der Golfklasse aus allen Einzelteilen komplett zu montieren, je nach Komplexität der angelieferten Baugruppen. Der Rekordhalter hierbei ist der Kleinwagen Smart, der in ca. 4 Stunden komplett zusammengebaut wird. Dies ist auf die große Anzahl vorgefertigter und vormontierter Module zurückzuführen, die die Zulieferer an der Montagelinie bereitstellen und die der Fahrzeughersteller nur noch zusammenfügen muss.
Qualitätskontrolle
Nach der Montage ist das Fahrzeug komplett. Jetzt wird durch verschiedene Kontrollen sichergestellt, dass das Auto fehlerfrei produziert wurde und allen Anforderungen entspricht. Ein Teil dieser Überprüfungen erfolgt bei so genannten Versuchsfahrten (Erprobungsfahrten) zum Teil unter Einsatz unterschiedlicher Datenlogger und von Fahrzeugdiagnosesystemen, die den Betrieb der Steuergeräte und ihrer angeschlossenen Komponenten überprüfen.
Übergeordnete Produktionssteuerung
Darüber hinaus gibt es eine, oft als Level 2 bezeichnete, der grundlegenden Automatisierung übergeordnete Steuerungsebene der Produktion. Hier werden alle Einzelfahrzeuge verwaltet und ihr Durchlauf durch die Produktionsanlagen gesteuert und überwacht. Das Level 2 ist zum Beispiel dafür verantwortlich, dass Türen nach dem Lackieren wieder zu ihren Fahrzeugen zurückfinden. Allgemein ist hier jedes Fahrzeug einem individuellen Auftrag mit detaillierten Austattungsinformationen zugeordnet. Entsprechende Informationen werden an beteiligte Maschinen und über Benutzerschnittstellen an das Produktionspersonal weitergegeben. Es bildet praktisch das Gehirn der Just-In-Sequence-Produktion und hat Schnittstellen zu Lagerhaltung und Bestellwesen für die Just-In-Time-Lagerung von Halbzeugen und Zukaufteilen.
Vertrieb
Nach erfolgreich absolvierter Prüfung wird das Fahrzeug an den Vertrieb übergeben.
Wikimedia Foundation.