- Drahtbonden
-
Das Drahtbonden (von engl. bond - „Verbindung“, „Haftung“) bezeichnet in der Aufbau- und Verbindungstechnik einen Verfahrensschritt, bei dem mittels dünner Drähte (Bonddraht) der Die eines integrierten Schaltkreises oder eines diskreten Halbleiters (z.B. Transistor, Leuchtdiode oder Photodiode) mit den elektrischen Anschlüssen des Chipgehäuses verbunden wird. Der Vorgang der Draht-Kontaktierung wird als Drahtbonden, der Vorgang des Auflötens der Rückseite des Chips als Chipbonden bezeichnet. Das Drahtbonden wird aber auch in der Hybridtechnik, als auch bei diskreten Bauteilen angewandt.[1]
Inhaltsverzeichnis
Einsatzzweck
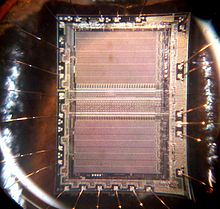 Mit dünnen Golddrähten (ca. 30 µm) gebondeter integrierter Schaltkreis (EPROM in Keramikgehäuse mit Glasfenster)
Mit dünnen Golddrähten (ca. 30 µm) gebondeter integrierter Schaltkreis (EPROM in Keramikgehäuse mit Glasfenster)
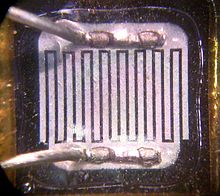 Aluminium-Drahtbondung an einem Leistungstransistor
Aluminium-Drahtbondung an einem LeistungstransistorDie bei einem elektronischen Schaltkreis außen sichtbaren Anschlüsse (pins) sind über Bonddrähte im Innern des Gehäuses mit den Chip-Anschlüssen (Bondinseln oder pads) verbunden. Die Pads sind ihrerseits metallische Kontakte welche mittels ohmscher Kontakte elektrisch mit dem Halbleiter verbunden sind. Die Aufgabe des Bonddrahtes ist die elektrische Verbindung zwischen der eigentlichen integrierten Schaltung bzw. dem nackten Bauteil und dem Verdrahtungsträger.
Der Bonddraht wird von der Anschlussfläche (Bondinsel) des Chips zum inneren Teil des Anschlussbeins gezogen und an beiden Stellen verschweißt. Nach dem Bonden werden die Bauteile verkappt, das heißt, thermetisch in einem Gehäuse eingeschlossen oder in Plaste bzw. Kunstharz eingegossen. Die beiden Verfahrensschritte werden als Zyklus 2 oder „Backend“ der Halbleiterfertigung bezeichnet. Es werden hauptsächlich die beiden Verfahren Thermosonicbonden und Ultrasonicbonden angewendet.
Bonddraht
In der mikroelektronischen Aufbau- und Verbindungstechnik besteht Bonddraht meist aus Gold oder auch legiertem oder dotiertem Gold, aber auch Aluminium mit (geringem) Siliziumanteil (AlSi1) findet Verwendung. Die minimalen Durchmesser runder Dünndrähte liegen zumeist bei 12,5 µm bei Gold, 18 µm bei Aluminium und 20 µm bei Kupfer.[2]. Dünnere Drähte erlauben engere Pad-Geometrien und daher höhere Packungsdichten. Im Bereich der Leistungselektronik kommen reine (99,99 % Al-Anteil und höher) Aluminium-Materialien zur Anwendung, bei diskreten Halbleitern (Dioden, Transistoren) wird zumeist hochreines Gold verwendet (Kupferdrähte befinden sich zur Zeit in der Testphase). Bei Leistungshalbleitern zur Verwendung hoher Stromlasten werden Dickdrähte mit Durchmesser zwischen 100 µm und 500 µm oder Dickdraht-Bändchen verwendet. Reicht das nicht aus, wird mehrfach gebondet.
Verfahren
Die verschiedenen Verfahrensvarianten bei der sequentiellen Kontaktierung von Halbleiterbauelementen sind das Thermokompressionsbonden (kurz: TC-Bonden), das Thermosonic-Ball-Wedge-Bonden (TS-Bonden) und das Ultraschall-Wedge-Wedge-Bonden (US-Bonden). Die zuerst genannten Verfahren arbeiten in der Regel mit Golddraht, das US-Bonden wird mit Aluminium bzw. Aluminium-Silizium- Draht (AlSi1) durchgeführt.
Thermosonic-Ball-Wedge-Bonden
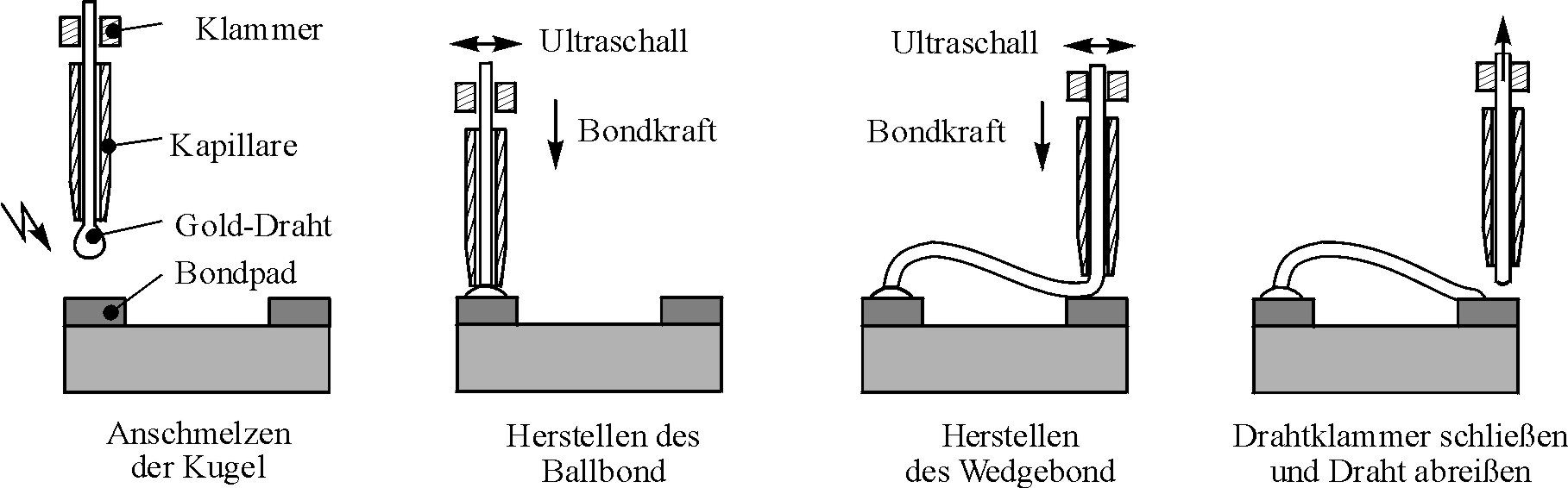
Beim TS-Bonden wird der Golddraht durch eine Kapillare aus Sintermetall oder Keramik geführt. Mittels einer Flamme oder einer kleinen elektrischen Entladung wird das unten herausstehende Drahtende angeschmolzen, so dass sich durch die Oberflächenspannung eine Kugel (Ball) bildet. Dieser Ball wird unter Druck, Wärme und Ultraschall auf die Kontaktfläche (Ballbond) gebondet. Dabei wird der Ball durch die Kapillare verformt. Die Form dieses Kontaktes erinnert an einen Nagelkopf (daher wird oft auch vom Nailhead-Bonden gesprochen). Der Draht wird dann zur zweiten Kontaktstelle geführt und wieder mittels Ultraschall, Wärme und Druck kontaktiert. Durch dieses Verfahren entsteht ein keilförmiger Abschluss, dem der Wedgebond seinen Namen zu verdanken hat (Wedge = engl. für Keil). Eine oberhalb der Kapillare angebrachte Drahtklammer verhindert beim Abheben des Werkzeugs, dass der Draht nachgeführt wird. Stattdessen wird der Draht am Wedgebond abgerissen und durch die Drahtklammer ein wenig nachgeschoben, so dass ein neuer Ball angeschmolzen werden kann.
Da die Weiterführung des Drahtes nach dem Ballbond richtungsunabhängig ist, ist das Ball-Wedge-Bonden das schnellste und flexibelste Verfahren. Der Nachteil liegt in der notwendigen Temperatur von ca. 120 bis 300 °C. Da Gold im Gegensatz zu Aluminium gar nicht oder nur gering oxidiert, fehlt die für den Aluminiumdraht typische sprödharte Aluminiumoxidschicht, die beim Bonden mit Aluminiumdraht die Oberflächen durch einen „Schmirgeleffekt“ reinigt. Die Oxidpartikel werden dabei zum größten Teil aus der Bindezone hinaustransportiert und zu einem geringeren Teil eingearbeitet. Durch die höheren Temperaturen werden beim Bonden mit Golddraht die Oberflächen bereits vor dem eigentlichen Bondvorgang aktiviert, so dass allein der Materialfluss durch die Verformungen des Drahtes zur Bindungsbildung ausreicht. Ball-Wedge-Bonds mit Aluminiumdraht sind nur bedingt möglich, da die Oxidhaut einen höheren Schmelzpunkt hat als das Aluminium selbst. Beim Anschmelzen des Balls besteht daher immer die Gefahr, dass Teile der Oxidhaut die Ballgeometrie zerstören, so dass eine reproduzierbare Bondqualität nur mit hohem apparativem Aufwand (Schutzgasatmosphäre) möglich ist.
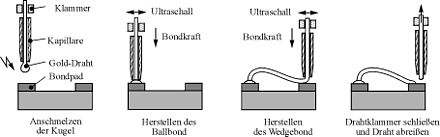 Verfahren des Ball-Wedge-Bondens
Verfahren des Ball-Wedge-BondensUltraschall-Wedge-Wedge-Bonden
Dieses Verfahren wird für das Bonden von Aluminumdrähten benutzt. Hierbei wird durch Ultraschall und Anpressdruck die oberste Oxidschicht des Aluminiumdrahtes abgetragen, so dass der Draht sicher auf der Kontaktfläche haften kann. Da durch den ersten Bond bereits die Richtung der Drahtweiterführung vorgegeben ist, ist dieses Verfahren weniger flexibel als das Ball-Wedge-Bonden. Der Vorteil dieses Verfahrens liegt in dem niedrigen Platzbedarf für einen Kontakt. Dieser ist ca. zwei. bis dreimal geringer als bei einem vergleichbaren Ballbond. Vor dem Hintergrund der ständig steigenden Anschlusszahlen von integrierten Schaltkreisen und den damit auftretenden Platzproblemen zur Kontaktierung zeigt das US-Bonden hier deutliche Vorteile. Ein weiterer Vorteil dieses Verfahrens ist, dass zur Kontaktierung keine Wärme zugeführt werden muss. Da aus Kosten- und Verarbeitungsgründen in zunehmendem Maße temperaturempfindliche Kunststoffe und Kleber in der Herstellung von integrierten Schaltkreisen eingesetzt werden, darf eine bestimmte Temperatur in der Herstellung der ICs nicht überschritten werden. Weiterhin nimmt die Aufheiz- und Abkühlzeit innerhalb des Kontaktierprozesses einen bedeutenden Zeitraum ein. Durch eine Reduzierung der zum Bonden notwendigen Temperatur kann hier eine beträchtliche Produktivitätssteigerung erzielt werden.
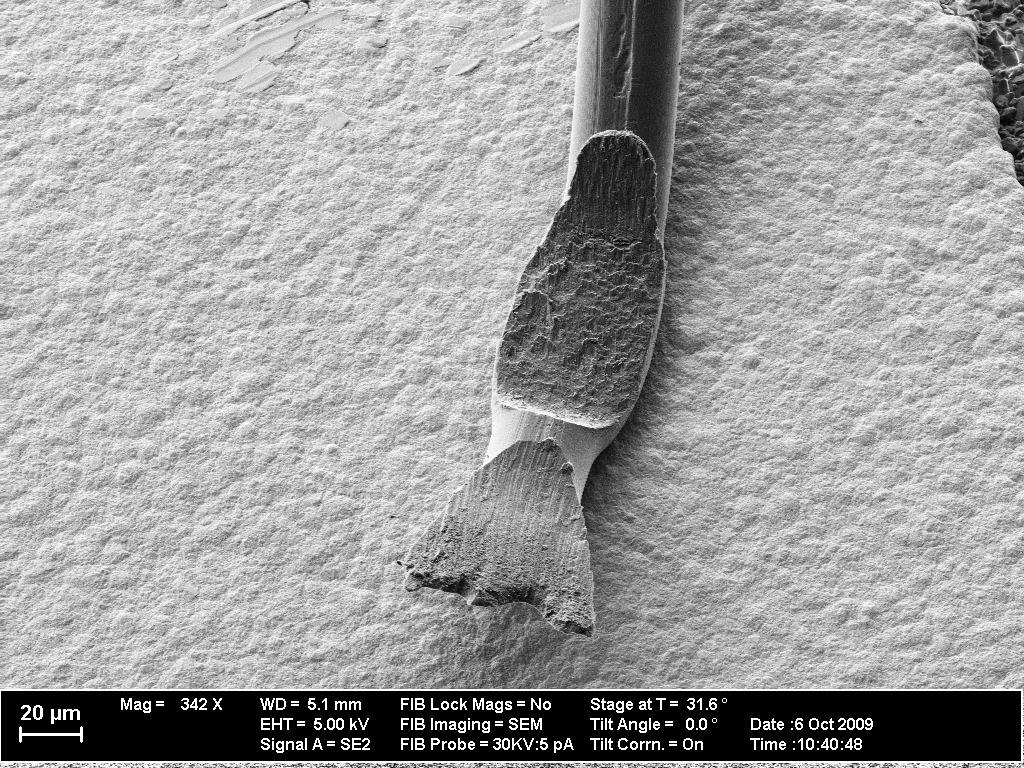
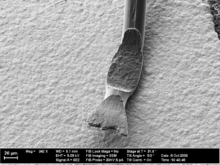 REM-Bild des ersten Bonds eines Wedge-Wedge-Bonds
REM-Bild des ersten Bonds eines Wedge-Wedge-Bonds- Dünndrahtbonden: Hierbei wird meistens Bonddraht aus 99 % Aluminium und circa 1 % Silizium der Dicke 17 µm bis 100 µm verwendet.
- Dickdrahtbonden: Das Drahtmaterial beim Dickdrahtbonden besteht aus 99,99 % Aluminium. Die Drahtstärke beträgt 100 µm bis 500 µm.
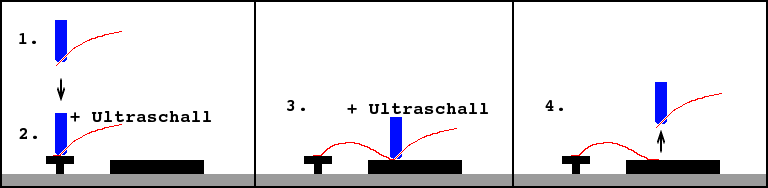
Der Prozess des Wedge-Wedge-Bonden läuft schematisch wie folgt ab:
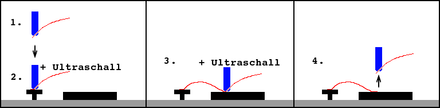 Die vier Schritte des Bondens. Der Bonddraht (rot) wird mittels Ultraschall und Druck mit den Kontaktierungsflächen (schwarz) verschweißt.
Die vier Schritte des Bondens. Der Bonddraht (rot) wird mittels Ultraschall und Druck mit den Kontaktierungsflächen (schwarz) verschweißt.- Schritt 1: Das Ende des Bonddrahtes (rot dargestellt), welches unter dem Bondtool (blau dargestellt) sitzt, wird auf die zu kontaktierende Fläche (Bondinsel oder Bondpad, schwarz dargestellt) mit einem definierten Anpressdruck gedrückt (zeitgleich setzt Schritt 2 ein).
- Schritt 2: Die Schweißung entsteht durch die Kombination aus Anpressdruck(Bondkraft) und eines angelegten Ultraschalls. Der Prozess dauert nur einige Millisekunden.
- Schritt 3: Anschließend wird das Bondtool zum zweiten Kontaktierungsort bewegt, wobei der Bonddraht durch das Bondtool nachgeführt wird. Dort wird der Draht ebenfalls wie im Schritt 1 beschrieben verbunden.
- Schritt 4: Die elektrische Verbindung ist nun hergestellt. Der Bondvorgang wird durch Entfernen des Bondtool in einer definierten Abreißbewegung abgeschlossen, wobei der Draht aufgrund der Schwächung, die an der zweiten Bondstelle durch das festpressen des Drahtes entstanden ist, und des nicht nachführen des Drahtes durch das Bondtool abgerissen wird.
Siehe auch
Literatur
- Wolfgang Scheel: Baugruppentechnologie der Elektronik. 1. Auflage. Verlag Technik, 1997, ISBN 3-341-01100-5.
Einzelnachweise
Kategorie:- Aufbau- und Verbindungstechnik der Elektronik

Wikimedia Foundation.