- Honen
-
 Durch Kreuzschliff kennzeichnende Nahaufnahme einer gehonten Metalloberfläche
Durch Kreuzschliff kennzeichnende Nahaufnahme einer gehonten Metalloberfläche
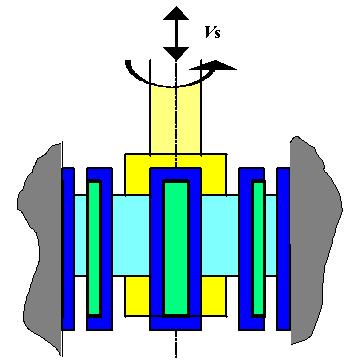
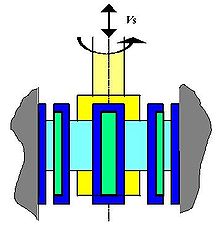 Werkzeugbewegung der Honahle, ein zylindrisches Honwerkzeug
Werkzeugbewegung der Honahle, ein zylindrisches HonwerkzeugDas Honen ist ein zerspanendes Feinbearbeitungsverfahren für fast alle Werkstoffe und stellt in der Produktion den letzten Fertigungsprozess dar. Ziel ist die Verbesserung der Maß- und Formgenauigkeit, vorwiegend sollen die tribologischen Eigenschaften positiv beeinflusst werden. Die bekanntesten Anwendungsfälle sind die Kolbenlaufflächen an Zylindern von Verbrennungsmotoren und Hydraulik-Bauelementen.
Inhaltsverzeichnis
Wortherkunft
Der Begriff Honen stammt vom englischen Verb to hone ab, welches ursprünglich das Abziehen oder Wetzen eines Gegenstandes auf einem Stein bedeutete. Der erste Einsatz in der Massenproduktion erfolgte 1923 beim Automobilunternehmen Ford im US-amerikanischen Detroit.[1]
Das Werkzeug Honahle

Das Abtragen des Werkstoffs erfolgt mit geometrisch unbestimmten Schneiden durch die in Honleisten (auch Honsteine genannt) zusammengefassten Schleifmittel (gebundenes Korn). Diese sind jeweils in einem nachstellbaren und federnden Träger (auch Schuh) eingesetzt.
Das Werkzeug, auch als Honahle bezeichnet, bewegt sich sowohl in der Längsachse als auch drehend; daher ist eine gehonte Fläche meist am Kreuzschliff (Kreuzstrich) erkennbar. Dieser Kreuzschliff ist charakteristisch beim Langhubhonen, er verbessert die Gleiteigenschaften, da sich in den kleinen Furchen Öl sammeln kann. Außerdem wird die Rundheit des bearbeiteten Werkstücks deutlich verbessert. Damit sich die Honleisten nicht mit dem Schleifschlamm zusetzen, wird beim Arbeitsvorgang reichlich (meist mit Honöl) gespült.
Verfahren
In der DIN 8589 wird das Honen nach verschiedenen Kriterien eingeteilt. Als Ordnungskriterien werden die Form sowie die Lage der erzeugten Fläche herangezogen. Die Verfahren sind Innenrundhonen (formschlüssig oder kraftschlüssig), Außenrundhonen (zwischen Spitzen oder spitzenlos), Flachhonen und Profilhonen.
Gemeinsam ist den Verfahren die aus zwei Richtungen zusammengesetzte zyklische Schnittbewegung, von denen meist eine oszillierend ist. Je nach Frequenz der oszillierenden Bewegung kann das Honen in das sogenannte Langhubhonen sowie das Kurzhubhonen (auch Feinziehschleifen) unterteilt werden.
Langhubhonen
Beim Langhubhonen einer Bohrung beispielsweise rotiert das Werkzeug um die eigene Achse und wird dabei über die gesamte Länge der Bohrung auf und ab, also oszillierend, bewegt. Durch mehrmaliges Überfahren der gleichen Fläche mit entgegengesetzter Vorschubrichtung ergeben sich die für das Honen typischen gerade oder elliptisch kreuzenden Riefen auf der Oberfläche, welche für eine niedrige Schnittkraft bestenfalls einen Winkel von ungefähr 45 ° aufweisen. Die geforderten tribologischen Eigenschaften stehen dem jedoch häufig im Wege, so dass nicht die optimale Standzeit der Werkzeuge erreicht werden kann. Eine wichtige Anwendung des Langhubhonens besteht im sogenannten Plateauhonen, das vor allem für die Bearbeitung von Zylindern eine Rolle spielt. Meist werden alle Verfahren bis auf das Innenrundhonen mit dem Kurzhubhonen ausgeführt.
Kurzhubhonen
Beim Kurzhubhonen hingegen entsteht ein Sinusschliff, da sich der Umkehrpunkt des Werkzeuges innerhalb des Werkstücks befindet. Dieses Verfahren wird auch als Superfinish bezeichnet. Eine weitere Besonderheit besteht darin, dass bei diesem Verfahren das Werkstück die Rotations- und das Werkzeug die Oszillationsbewegung ausführen kann. Beim Langhubhonen werden immer beide Bewegungen über das Werkzeug realisiert.
Flachhonen
 Flachhonen
FlachhonenLaser-Honen
Ein gänzlich neues Verfahren, das aber nicht auf dem Verfahren Zerspanen sondern Abtragen (thermisches Abtragen) beruht, ist das Laser-Honen (z.B. bei Zylinderlaufbuchsen). Der Einsatz dieser Technik findet sich vor allem bei Dieselmotoren. Bei diesem Laserhonen schmilzt ein Laserstrahl die metallische Oberfläche auf, verdampft sie teilweise, und erzeugt so die gewünschten feinen ölhaltenden Vertiefungen. Vorteil bei diesem Verfahren ist zusätzlich die Ausbildung von durch den Schmelzprozess erzeugten harten Schmelzkanten, die sehr verschleißfest sind. Eine Verschleißminderung und Lebensdauerverlängerung um etwa 75 % ist so zu erreichen.
Honmaschinen
 Einfache Honmaschine mit Spanntisch und aufgespanntem Dreibackenfutter
Einfache Honmaschine mit Spanntisch und aufgespanntem DreibackenfutterHonarbeiten sind auf gewöhnlichen Drehmaschinen und Vertikal-Bohrmaschinen möglich, in der Serienfertigung sind jedoch spezielle Honmaschinen mit senkrechter oder waagrechter Spindel üblich. Des Weiteren gibt es auch ein Flachhonen, dies ist für planparallele Werkstücke.
Auf einer Honmaschine wird - ähnlich wie bei einer Fräsmaschine - ein rotierendes Werkzeug in die zu bearbeitende Bohrung eingeführt und darin rotierend sowie oszillierend (längs hin und her) bewegt. Die eigentlichen Schneidleisten aus Siliziumkarbid, Korunden oder Diamant werden mit einem vorgegebenen, variabel einstellbaren Druck an die Bohrung angepresst.
Hierdurch erhält die Oberfläche der inneren Zylinderwandung ein charakteristisches Aussehen mit schräg im Zylinder verlaufenden Riefen und bekommt definierte Glättungs-Eigenschaften, oftmals mit einer Rest-Haftfähigkeit für Flüssigkeiten (Hydraulik-Öl, Motoren-Öl).
Diese Bearbeitung geschieht oft in einem starken Flüssigkeitsstrom, um den zerspanten Partikeln eine schnelle Abfuhr aus dem Bearbeitungsprozess zu geben. Des Weiteren wird eine Kühlung des Werkstücks erreicht, um die geforderten Toleranzen einzuhalten.
Siehe auch
Fußnoten
- ↑ Klaus Jörg Konrad: Taschenbuch der Werkzeugmaschinen, Carl Hanser Verlag München Wien, 2002, ISBN 3-446-21859-9, S. 654
Weblinks




Wikimedia Foundation.