- Spritzblasen
-
Das Spritzblasen und das Streckblasen sind Verfahren aus der Fertigungstechnik zur wirtschaftlichen Herstellung von direkt gebrauchsfertigen Hohlkörpern, mit einem präzisen Mündungs-, Dichtbereich und gleich bleibender Wanddicke.
Im Gegensatz zum Extrusionsblasen haben diese Hohlkörper keine Nähte (Quetschkanten) und können so auch Drücken standhalten, die zum Beispiel beim Befüllen mit kohlesäurehaltigen Getränken entstehen.
Spritzblasen
Beim Spritzblasen (Ein-Stufen-Verfahren) wird zunächst durch Spritzgießen eine zylindrische Preform (Vorformling) mit dem späteren Mündungs- und Dichtbereich aus einem Thermoplast hergestellt. Diese Preform wird in einer Konditionierstation thermisch auf das Blasprofil eingestellt und anschließend dem Blasvorgang zugeführt. Beim Blasvorgang wird erst die Preform in den zu expandierenden Bereichen oberhalb der Erweichungstemperatur gebracht und mittels Blasdorn und Blaswerkzeug auf die endgültige Kontur aufgeblasen. Nach dem Abkühlen kann nun das fertige Formteil entformt werden.
Streckblasen
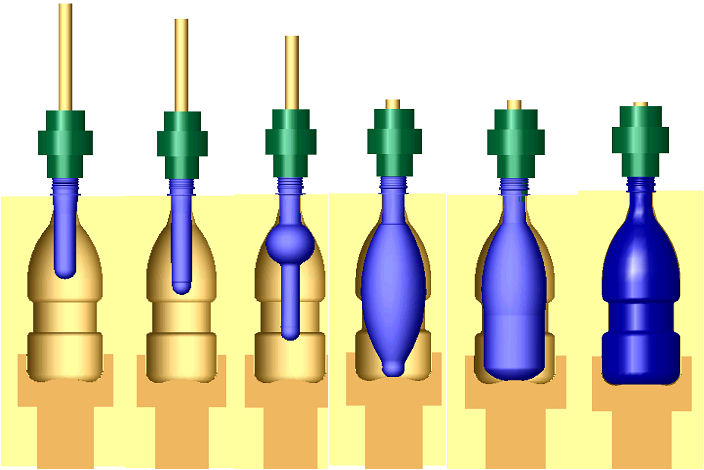
 Das Streckblas-Verfahren zur Herstellung von PET-Flaschen
Das Streckblas-Verfahren zur Herstellung von PET-Flaschen
Beim Streckblasen (Zwei-Stufen-Verfahren) werden die Preformen in einem IR-Heizmodul mit 8 oder 9 Heizzonen (Je nach Hersteller) auf Umformtemperatur gebracht, wobei die einzelnen Zonen separat gesteuert werden können, um das geeignete Heizprofil für den Blasprozess zu erhalten. Die Anzahl der verwendeten Heizmodule ist direkt abhängig von der Produktionsgeschwindigkeit. Zur gleichen Zeit werden die Gewindeflächen der Preformen vor den hohen Temperaturen geschützt und gekühlt, um ein Verziehen der Gewindegänge zu vermeiden. Nachdem die Preformen eine Ausgleichszone durchlaufen haben, werden diese an die Blasstation übergeben. In der Blasstation werden die Preformen mittels Reckdorn in Längsrichtung und gleichzeitig mit einem geringen Vorblasdruck (5-15 bar) in Umfangsrichtung gestreckt, so dass sich die Molekülketten orientieren können und dann mit Hochdruck (bis 40 bar) fertig ausgeblasen werden. Die Kühlung der bis zu 65 °C warmen Flaschen wird durch die gekühlten Blasformen in der Blasstation erreicht. Die biaxiale Orientierung der Molekülketten hat die Vorteile, dass eine höhere Festigkeit bei geringerer Wanddicke (Permeationsreduzierung) und ein stärkerer Oberflächenglanz erreicht wird.
Wikimedia Foundation.