- Spritzgießen
-
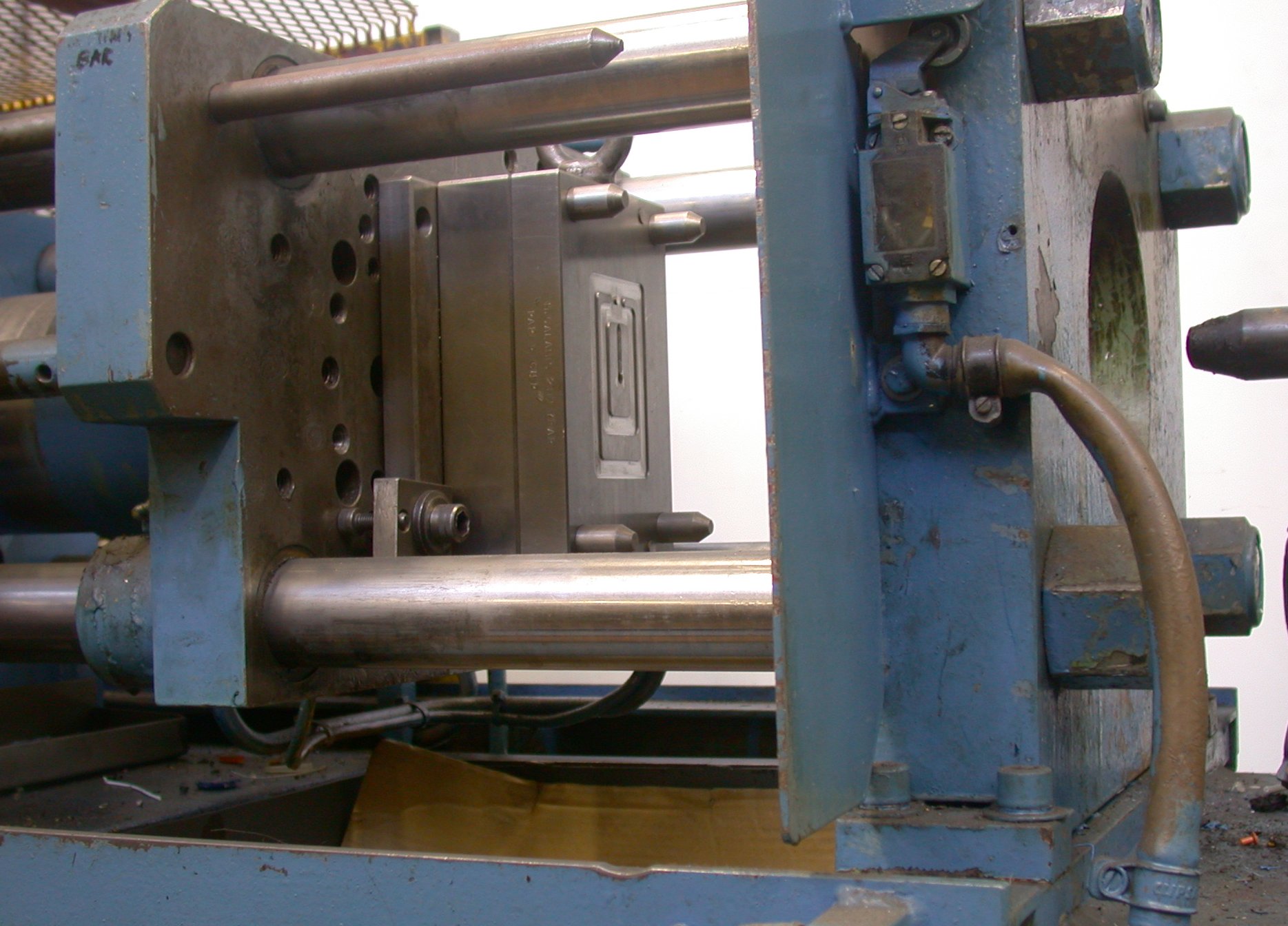
 Spritzgießmaschine
Spritzgießmaschine
 Form
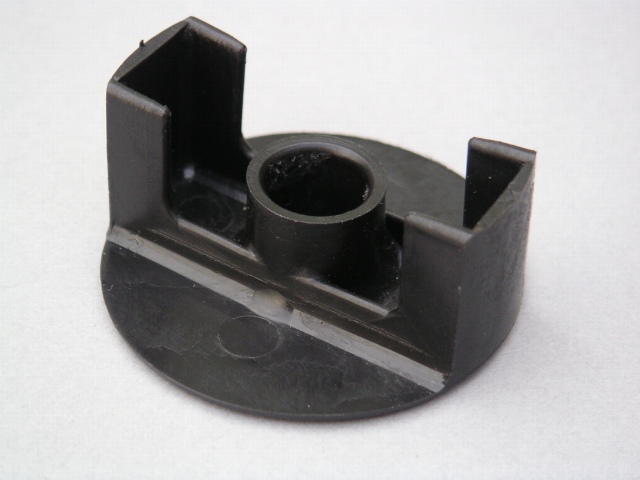
Form Spritzgussteil aus Kunststoff
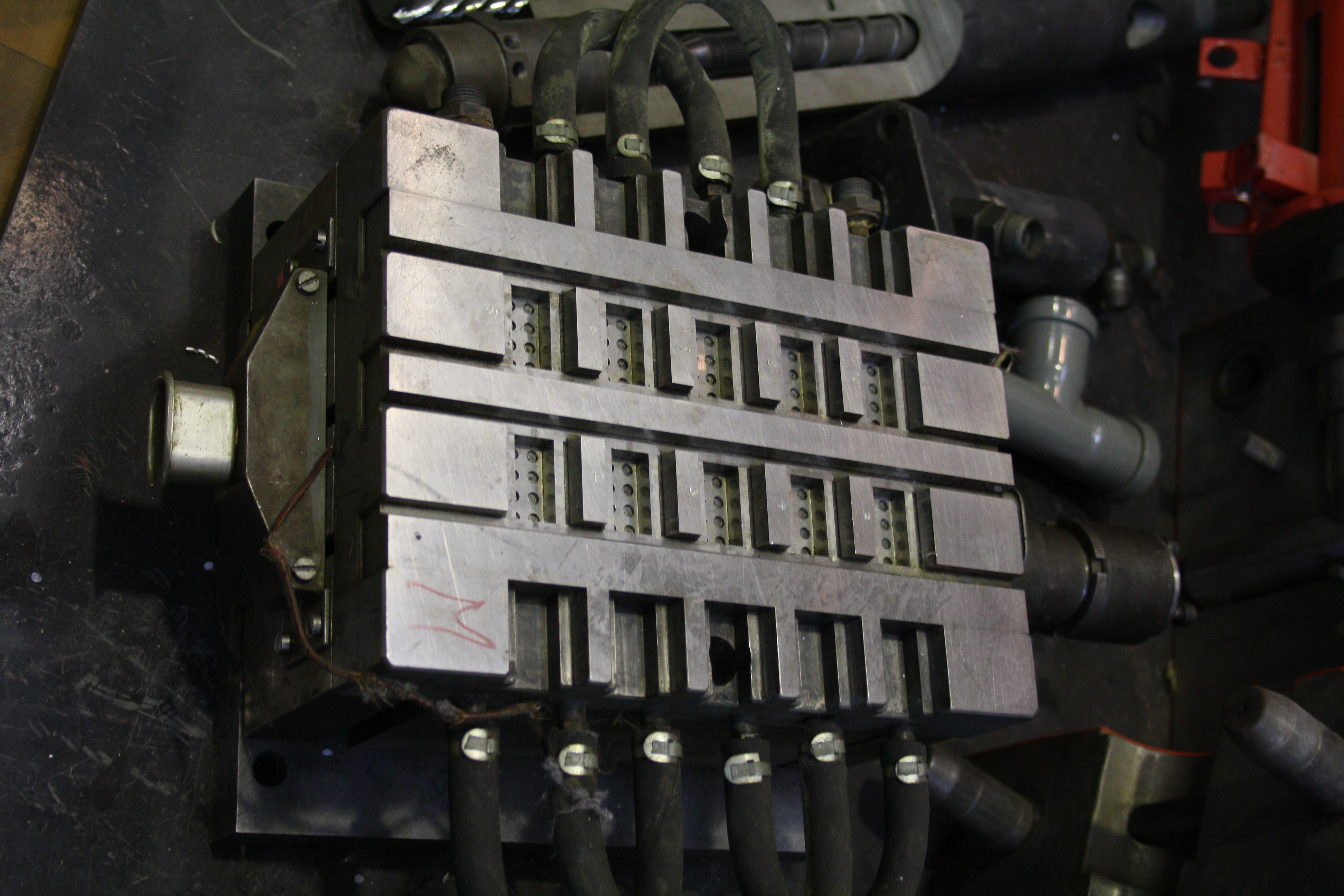
Spritzgussteil aus Kunststoff Lego-Spritzgusswerkzeug, Unterseite
Lego-Spritzgusswerkzeug, Unterseite Lego-Spritzgusswerkzeug, Detail Unterseite
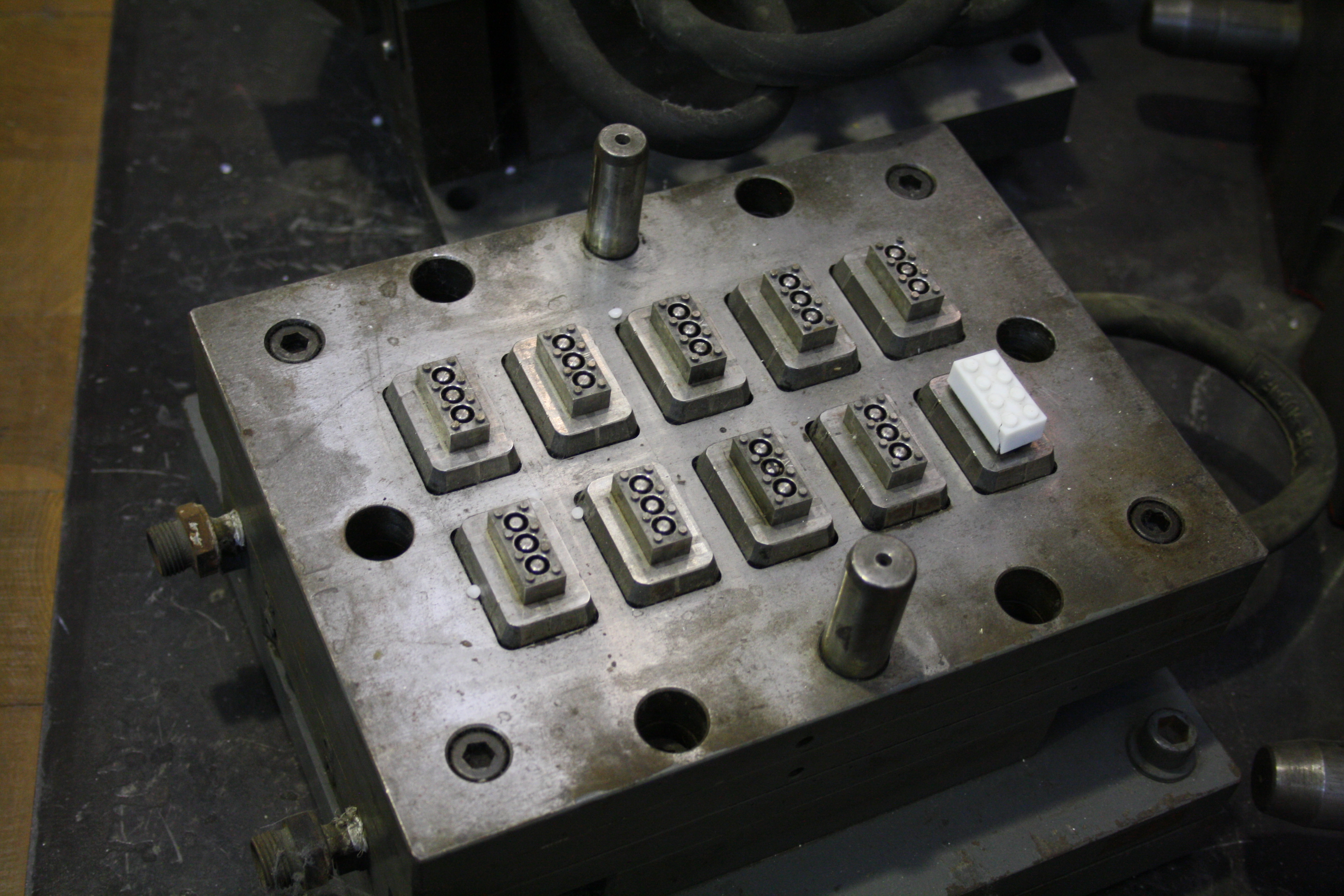
Lego-Spritzgusswerkzeug, Detail Unterseite Lego-Spritzgusswerkzeug, Oberseite
Lego-Spritzgusswerkzeug, Oberseite Lego-Spritzgusswerkzeug, Detail Oberseite
Lego-Spritzgusswerkzeug, Detail OberseiteDas Spritzgießen (oft auch als Spritzguss oder Spritzgussverfahren bezeichnet) ist ein Urformverfahren, das hauptsächlich in der Kunststoffverarbeitung eingesetzt wird.
Mit diesem Verfahren lassen sich wirtschaftlich direkt verwendbare Formteile in großer Stückzahl herstellen. Dazu wird mit einer Spritzgießmaschine der jeweilige Werkstoff, meist Kunststoff, in einer Spritzeinheit plastifiziert und in ein Spritzgießwerkzeug eingespritzt. Der Hohlraum, die Kavität, des Werkzeugs bestimmt die Form und die Oberflächenstruktur des fertigen Teils. Es sind heute Teile von wenigen Zehntel Gramm bis in den zweistelligen Kilogramm-Bereich herstellbar.
Mit dem Spritzgießen lassen sich Gegenstände mit hoher Genauigkeit, wie zum Beispiel für die Feinwerktechnik, und/oder Massenprodukte in kurzer Zeit herstellen. Dabei kann die Oberfläche des Bauteiles nahezu frei gewählt werden. Glatte Oberflächen für optische Anwendungen, Narbungen für berührungsfreundliche Bereiche, Muster und Gravuren lassen sich herstellen.
Das Spritzgussverfahren ist (fast nur) für größere Stückzahlen wirtschaftlich sinnvoll. Die Kosten für das Werkzeug machen einen großen Teil der notwendigen Investitionen aus. Dadurch ist selbst bei einfachen Werkzeugen die Schwelle der Wirtschaftlichkeit erst bei einigen tausend Teilen erreicht. Dafür können die Werkzeuge für die Herstellung von bis zu einigen Millionen Teilen verwendet werden.Inhaltsverzeichnis
Verfahren
Folgende spezielle Spritzgießverfahren werden angewandt:
- Thermoplast-Spritzgießen
- Thermoplast-Schaumgießen (TSG)
- Elastomer-Spritzgießen
- Duroplast-Spritzgießen
- Naturfaser-Spritzguss
- Mehrkomponenten-Spritzgießen
- In-Mold-Verfahren
- Pulverspritzgießen (PIM: Powder Injection Molding)
- Gasinnendruck-Spritzgießen (GID)
- Gashinterdruck-Verfahren (GHD)
- Innendruck-Spritzgießen (WID)
- Schmelzkern-Spritzgießen
- Spritzprägen
- Spritzblasen
- Exjection (Extrusionsspritzgießen)
- Unterdruckspritzen
- Quellflussprägen
Plastifiziereinheit (Plastification unit)
Schnecke
- Schneckenbelastungen
- Torsion = Verdrehung (beim Dosieren)
- Verschleiß (durch Glasfasern, Gesteinsmehl)
- Temperaturbelastung (Einzug = Kühlung; Düse = Heizung)
- Temperaturwechselbelastung speziell im Einzugsbereich durch Schneckenbewegung beim Einspritzen und Dosieren
- Korrosion (z. B. Flammhemmer oder korrosive Abbauprodukte)
- Schneckenwerkstoff
- ist aus Nitrierstahl mit σB = 1000 N/mm², wenn abrasive und korrosive Beanspruchungen nicht vorliegen; nitriert
- durchgehärteter Kaltarbeitsstahl bis etwa 80 mm Schneckendurchmesser, darüber häufig steggepanzerte Schnecken
- bei sehr hohen abrasiven Beanspruchungen auch pulvermetallurgisch hergestellte Stähle, Link: Pulvermetallurgie
- sehr korrosive Fluor-Polymere (z. B. PVDF, PFA) werden auch mit Ni-Basis-Legierungen verarbeitet, siehe Nickellegierung
- kann mit PVD (Link: Physikalische Gasphasenabscheidung) (z. B. Titannitrid) oder Hartmetallen (z. B. Vanadiumcarbid) beschichtet sein
Schneckenspiel: Die Rückstromsperre sitzt am Schneckenende und besteht gewöhnlich aus drei Teilen: Der Spitze oder auch Schneckenspitze genannt, dem Sperrring und dem Druckring. Der Sperrring sitzt auf der Schneckenspitze und vor dem Druckring und beide gemeinsam fungieren als Anschlag. Wird dosiert, so drückt die Schmelze den Sperrring an die Schneckenspitze, sodass ein Spalt zwischen dem Sperrring und dem Druckring entsteht (Sperrringhub), durch den die Schmelze fließen kann. Wird eingespritzt, presst sich der Sperrring an den Druckring und verschließt so die Schneckengänge. Der Abstand zwischen dem Sperring und dem Zylinder wird als Schneckenspiel bezeichnet.
- Schneckenprofil
- eingängige 3-Zonenschnecken mit Einzugs-, Kompressions- und Meteringzone
- Barriereschnecken meist zur Leistungssteigerung
- kernprogressive PVC-Schnecken
- Rückstromsperre
verhindert das Rückströmen der Schmelze aus dem Schneckenvorraum beim Einspritzen
- Mehrflügelsperre
- Kugel- und Kegelsperren für große Schneckendurchmesser und bei leichtfließenden Kunststoffen
Plastifizierzylinder
Belastungen wie bei der Schnecke, jedoch fast keine Torsion
Werkstoff: Für unkritische Anwendungen aus Nitrierstahl, häufig jedoch geschleuderte Bimetallzylinder. Der Plastifizierzylinder ist härter als die Schnecke, da:
- die Schnecke leichter zu wechseln ist
- der Plastifizierzylinder die teurere Komponente ist
- ungleich harte Werkstoffe weniger zum Kaltverschweißen (Fressen) neigen
Einfülltrichter
- Anforderungen
- absperrbar durch einen Schieber
- entleerbar
- Füllstandsanzeige
- evtl. Metallabscheider (Magnet) mit Sieb
- evtl. Aufnahmen für Farbmisch- und Dosiergeräte
- evtl. Vorrichtung zum Ableiten statischer Ladungen
- Trichter-Arten
- für pulverige Formmassen (rieseln schlecht)
-
- Trichter mit elektromagnetischen Vibratoren
- Trichter mit Rührwerk
- Für luftfeuchtigkeitsaufnehmende (Hydrophile) Kunststoffe (z. B. PC, PA, PET, PBT )
-
- heizbarer Trichter
- Förderung direkt vom Thermolift in die Plastifiziereinheit
- direkte Montage des Trockners auf der Maschine
- für nicht rieselfähige Formmassen
-
- Trichter mit Stopfvorrichtung
Heizung
- dient zur Unterstützung des Aufschmelzens der Formmassen
- mit Heizbändern für Thermoplaste
- mit Flüssigkeitstemperierung für vernetzbare Kunststoffe
Kühlung
- im Einzugsbereich mit Wasser, um Pfropfen- oder Brückenbildung zu vermeiden
- bei schwerfließenden Fittingmaterialien, insbesondere bei PVC, um Überhitzungen zu vermeiden. Wird mit zunehmender Zylindergröße häufiger eingesetzt.
Vorgänge im Plastifizierzylinder
- Fördern der Formmassen bei wandhaftenden Thermoplasten
- Die Oberfläche der Schnecke hat eine kleinere Reibung als die Zylinderoberfläche, sonst dreht sich die Formmasse auf der Stelle.
- Die Schnecke schabt das geschmolzene Material vom Zylinder, dabei wird es vermischt (homogenisiert). Zusätzlich wird noch Staudruck zum Homogenisieren benötigt.
- Die Formmasse darf in der Einzugszone nicht aufschmelzen, sonst wird die Reibung am Zylinder kleiner und es entstehen Brücken (siehe oben). Deshalb wird der Tragkörper mit Wasser gekühlt.
- Um die Reibung am Zylinder zusätzlich zu erhöhen, verwendet man auch genutete Zylinder (deutlich seltener als bei Extrusionszylindern, da sich die axial bewegliche Schnecke bei zu hoher Reibung wie ein Korkenzieher herausschrauben kann)
Antrieb des Plastifizierzylinders
Der Plastifizierzylinder kann wie die Schließeinheit elektromechanisch oder hydraulisch angetrieben werden.
Schließeinheit (Clamping unit)
Hydraulische Schließeinheit
- Sie besteht aus 2 Einheiten
- der Formschlusshydraulik (großer Weg / kleine Kraft)
- der Zuhaltehydraulik (kleiner Weg / große Kraft)
- Kraftarten
- Schließkraft – schließt und öffnet das Werkzeug
- Zuhaltekraft – Kraft, die das Werkzeug gegen Einspritzen und Nachdrücken zuhält (= Hochdruck)
Gegenüberstellung: Elektromechanische und hydraulische Schließeinheit
- Vorteile der Hydraulik
- genauer einstellbare Schließ- und Zuhaltekräfte
- große Schließ- und Zuhaltekräfte sind erreichbar
- Nachteile der Hydraulik
- Werkzeughöheneinstellung ist nötig, da der Schaltpunkt von Schließkraft auf Zuhaltekraft eingestellt werden muss (Werkzeugsicherung)
- Spritzgussmaschine ist meist laut
- höherer Energiebedarf, da große Ölmengen bewegt werden; starke Erwärmung bei kurzen Zyklen
- Leckageverluste
Elektromechanische Schließeinheit und Maschine
- arbeitet mit Servomotoren, die z. B. über Kugelumlaufspindeln oder Rollengewindetriebe den Kniehebel, die Schnecke, den Auswerfer usw. antreiben
- Vorteile
- leiser
- geringer Energiebedarf bei langen Zyklen
- schnellere Bewegungen
- alle Bewegungen parallel möglich
- kein Hydrauliköl notwendig (Ölwechsel/ Umweltschutz)
- Maschine arbeitet genauer (z.B. Öffnungsweg bei komplexer Roboterentnahme)
- Nachteile
- Zuhaltekraft von Kugelgewindetrieben ist relativ begrenzt (Dieser vermeintliche Nachteil kann jedoch durch den Einsatz teurerer Rollengewindetriebe weitgehend eliminiert werden.)
- aufwendige und ungenaue Druckmessung
- teurer in der Anschaffung
- teurer Strom durch Stromspitzen beim Anfahren
- hohe Anforderungen an Elektromotoren bei langen Nachdruckzeiten
- Für hydraulische Werkzeugkernzüge ist ein zusätzliches Hydraulikaggregat erforderlich.
- Elektrische Werkzeugkomponenten sind meist teurer als hydraulische.
- Für Reinraumproduktion nicht geeignet, da die Zahnriemen der Servomotoren erheblich Staub verursachen.
Verriegelungsarten der Schließeinheit
- Mechanische Verriegelung mit Kniehebel (formschlüssig)
Das Werkzeug ist bei leicht abgeknicktem Kniehebel geschlossen. Der Restweg des Kniehebels erzeugt die Zuhaltekraft. Restweg = Holmdehnung
- Hydromechanische Verriegelung (formschlüssig)
- Schließen des Werkzeugs mit dem Schließzylinder
- Verriegeln der Schließeinheit
- Aufbau der Zuhaltekraft mit dem Zuhaltezylinder
Dabei wird die Werzeugauftriebskraft über das Rohr des Schließzylinders von der Verriegelung aufgenommen. Damit reichen kleinere Schließzylinder für große Maschinen
Spritzeinheit (Injection unit)
- Einspritzachse
- kennzeichnend für Spritzeinheiten sind der elektrische Antrieb der Einspritzachse
- bei der Einspritzbewegung wird die hohe Drehzahl des Servomotors mittels eines Gewindetriebes direkt und hochdynamisch in die lineare Bewegung umgesetzt
- die Gewindespindeln sind mit einem speziellen Kühl-Schmier-System ausgestattet, das einen hohen Wirkungsgrad bei geringem Serviceaufwand und höchster Lebensdauer sichert.
- Dosierachse
- die rotatorische Dosierbewegung wird über eine Getriebestufe und einen Gewindetrieb mit einem hohen Drehmoment umgesetzt
Die Servomotoren der Einspritz- und Dosierachse sind flüssigkeitsgekühlt und mit einem Absolut-Wegmesssystem ausgestattet, so dass sich ein Referenzverfahren erübrigt.
- Einspritzregelung
Die Schneckenbewegung ist kraft- und positionsgeregelt und damit hochdynamisch, genau und reproduzierbar. Durch die hohe Positioniergenauigkeit und die hochdynamische Beschleunigung in Verbindung mit der Lageregelung der Schneckenbewegung kann die Folgegenauigkeit bei den Spritzteilen positiv beeinflusst werden. Die Dosierbewegung ist drehzahl- und positionsgeregelt. Der elektrische Dosierantrieb wirkt sich bei vollelektrischen Maschinen in erster Linie positiv auf den Energieverbrauch aus.
Aufspannung von Werkzeugen
Die Aufspannung der Werkzeuge auf die Maschine erfolgt meist durch direkte Verschraubung der Aufspannplatten des Werkzeugs an den Aufspannplatten der Maschine oder mittels Spannpratzen.
Ein anderes Verfahren ist die Befestigung der Werkzeuge durch elektrische Magnete. Dieses Verfahren ist jedoch nicht weit verbreitet und durch die geringeren Haltekräfte nur eingeschränkt verwendbar.
Ein rascher Formwechsel wird auch durch Einsatz von hydraulischen Schnellspannsystemen erreicht, hier werden die Aufspannplatten der Form durch kleine Hydraulikzylinder festgekeilt - Nachteil: alle Formen benötigen hierzu spezielle, gleichartige Systemspannplatten.
Auswerfereinheit (Ejection unit)
Die Auswerfereinheit ist meist ein Hydraulikzylinder, der die im Werkzeug integrierten Auswerfer antreibt. Es ist jedoch auch möglich, dass das Werkstück nicht über das Hydrauliksystem der Maschine der Form entnommen wird, sondern über Kettenvorrichtungen oder Roboterarme.
Standzeit, Lebensdauer und Auslastung
Die Standzeit einer Spritzgussmaschine hängt wesentlich von deren Einsatz ab. Häufige Werkzeugwechsel wie auch schnelle Spritzzyklen über längere Zeit beeinflussen die Lebensdauer der Maschinen unter Umständen negativ. Oft begrenzt jedoch nicht die Maschine, sondern das Spritzgießwerkzeug die reale Auslastung des Systems.
Werkzeug
→ Hauptartikel: Spritzgießwerkzeug
Wikilinks
 Commons: Spritzgießen – Album mit Bildern und/oder Videos und Audiodateien
Commons: Spritzgießen – Album mit Bildern und/oder Videos und AudiodateienLiteratur
- F. Johannaber, W. Michaeli: Handbuch Spritzgiessen. Hanser Verlag, 2002, ISBN 3-446-15632-1.
- T. Munch, B. Lantz: Konsequente Optimierung des Spritzgiessverfahrens. Ein SGP-Handbuch. 2009, ISBN 3-8370-7081-6.
- S. Stitz, W. Keller: Spritzgiesstechnik. Hanser, 2001, ISBN 3-446-21401-1.
Weblinks




Wikimedia Foundation.