- Folgetechnologien bei generativen Verfahren
-
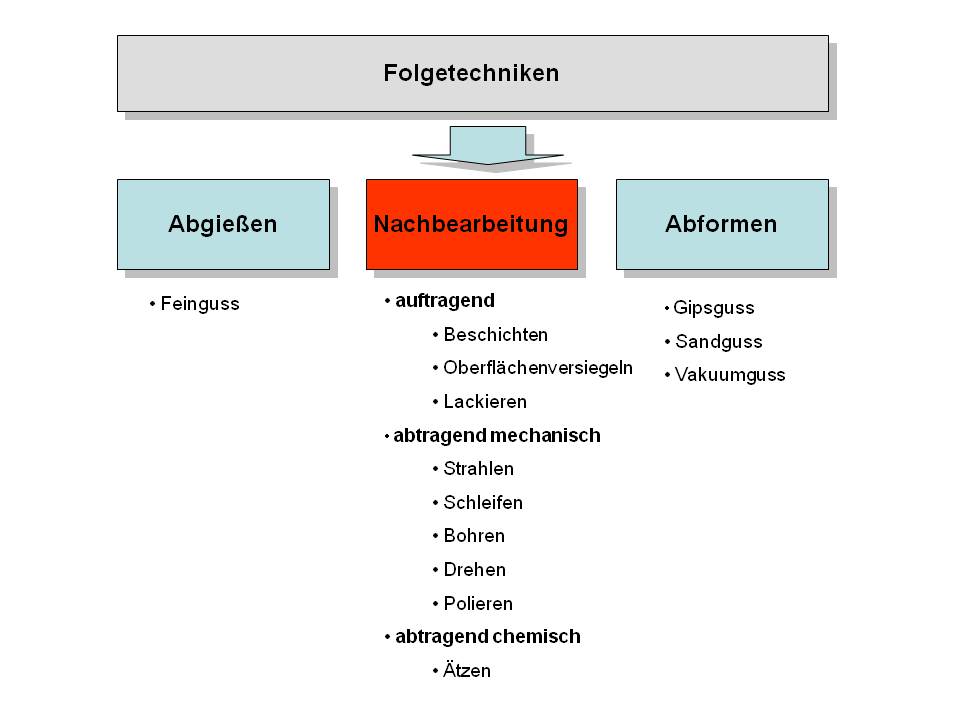
 Einteilung der Folgetechniken
Einteilung der Folgetechniken
Fast alle Verfahren des Rapid Prototyping beruhen auf der Grundidee, ein Werkstück aus Inkrementen von Material schichtweise aufzubauen. In dieser Grundidee begründet sich ein großer Nachteil der Rapid Prototyping Verfahren: Durch den prozessbedingten schichtweisen Aufbau des Modellkörpers entsteht keine optisch glatte, sondern eine durch Treppen- bzw. Stufeneffekte gekennzeichnete Oberfläche. Die Oberflächengüte eines Rapid Prototyping Modellkörpers ist damit stark begrenzt. Die optisch und haptisch schlechte Oberflächengüte mindert die Anmutung des Produktes und beeinflusst somit die Aussagekraft des Modells negativ. Um die Aussagekraft eines Rapid Prototyping Modellkörpers voll auszuschöpfen oder gar zu verbessern, ist eine Optimierung der Oberflächengüte unabdingbar.
Folgetechniken erweitern die Prozesskette des Rapid Prototyping um Anforderungen nach:
- höheren Stückzahlen,
- besseren Materialeigenschaften,
- optische und haptische Qualität und
- Funktionalisierung des Bauteils
zu gewährleisten.
Die Notwendigkeit der Folgetechniken besteht vor allem darin, bestimmte Endprodukteigenschaften bereits im Prototypenstadium verifizieren zu können bzw. den Einsatz eines Prototypen durch seine Funktionalisierung überhaupt erst zu ermöglichen.
Die Folgetechniken gliedern sich in die vier Teilbereiche:
- Abgießen,
- Abformen,
- Beschichten und
- Nacharbeitung
Inhaltsverzeichnis
Abgießen und Abformen
Bei den Teilbereichen Abgießen und Abformen, wird nicht der Modellkörper selbst Gegenstand der weiteren Bearbeitung, sondern ein Gussform, welches von ihm abgeformt bzw. abgegossen wird. Bei der Folgetechnik Abformen kann das Modell mehrfach verwendet werden. Beim Abgießen hingegen wird der Modellkörper verascht und kommt somit nur einmalig zum Einsatz. Mit Hilfe der Gussformen können im Anschluss reale Bauteile aus unterschiedlichen Materialien gefertigt werden.[1]
Beschichten
Bei den Folgetechniken Beschichten und Nachbearbeiten bleibt der Rapid Prototyping Modellkörper selbst Gegenstand der weiteren Bearbeitung. Zu der Folgetechnik Beschichten zählen das Oberflächenversiegeln und das Lackieren.
Oberflächenversiegelungen werden vor allem bei porösen Oberflächen von Modellen eingesetzt. Sie bilden eine Barriere für das Eindringen von flüssigen oder gasförmigen Substanzen in das Modell. So wird verhindert, dass Modelle diese Stoffe aufnehmen und dadurch in ihren Eigenschaften beeinflusst werden. Damit wird z.B. das Quellen der Modelle durch Wasseraufnahme oder das Auflösen von Bindemitteln durch äußere Einflüsse unterbunden. Die Substanz für die Oberflächenversiegelung dringt beim Auftragen auch in poröse Modelle ein, was in den meisten Fällen eine Erhöhung der Festigkeit des Modells bewirkt.[2] Bei einigen generativen Fertigungsverfahren wird dies gezielt angewandt, um die Festigkeit der Modelle zu steigern oder die Anisotropie von Modellen auszugleichen. Das Oberflächenversiegeln bietet im Rahmen dieser Arbeit keine Einsatzmöglichkeiten. Bei den aus Polyamid gefertigten Probenkörpern handelt es sich nicht um poröse Oberflächen, sondern um einen teilkristallinen Thermoplasten, der sich bei Raumtemperatur im entropieelastischen Bereich befindet.
Durch das Lackieren werden gezielt optische Eigenschaften erreicht. Es werden dafür Lacke in unterschiedlichen Farben oder klare Lacke aufgetragen. Teilweise erfüllt das Lackieren die gleichen Aufgaben wie das Versiegeln. Weiterhin erhöht das Lackieren wie die Oberflächenversiegelung z.B. bei Papiermodellen die Modellfestigkeit erheblich. Die Modelloberfläche muss häufig noch durch andere Bearbeitungsschritte vorbereitet werden, damit sich der Lack nicht wieder ablöst. Beim Lackieren muss beachtet werden, dass manche Modellbaustoffe der generativen Fertigungsverfahren durch die in den Lacken enthaltenen Lösungsmittel angegriffen werden und sich auflösen.[3]
-

Stereolitographie Werkstück unbeschichtet
-

Stereolitographie Werkstück mit Chromschicht
-

Stereolitographie Werkstück mit Silberschicht
-

Stereolitographie Werkstück mit Goldschicht
Nachbearbeitung
Die Folgetechnik Nachbearbeitung lässt sich auftragende und abtragende Verfahren unterteilen. Zu den auftragenden Verfahren zählt das Beschichten. Abtragende Nachbearbeitung kann mechanisch oder chemisch stattfinden.
Die Beschichtung mit Metallen als auftragendes Verfahren wird vor allem durchgeführt, um die Optik eines Modells zu verändern bzw. zu verbessern oder um ihm funktionelle Eigenschaften wie beispielsweise Leitfähigkeit zu verschaffen. Zudem fungieren Beschichtungen - wie bei der Oberflächenversiegelung - als Barriereschichten und bieten somit Schutz vor äußeren Einflüssen.[4] Es gibt unterschiedliche Beschichtungsmethoden, die sich in chemische, elektrochemische und physikalische Beschichtung unterteilen lassen. Die Modelloberfläche muss dabei abhängig von der eingesetzten Rapid Prototyping Prozesskette und von dem Auftragsverfahren entsprechend vorbereitet werden, damit sich die Metallschicht ablagern lässt und sich später nicht wieder ablöst. Voraussetzung sind hierbei elektrostatische Ionenbindungen oder Bindungen mit kovalentem Charakter. Die hierfür benötigten polaren bzw. funktionellen Gruppen lassen sich beispielsweise durch Plasmaätzen auf dem Kunststoffsubstrat erzeugen.[5] Die auftragende Nachbearbeitung bietet sich als Folgetechnik, bei dem der Modellkörper selbst verändert wird, für Versuche im Rahmen dieser Arbeit an. Zudem bietet die Abteilung Galvanotechnik neben fundiertem Fachwissen auch die, für experimentelle Versuche notwendige Versuchanlagen.
Zu den abtragenden Nachbearbeitungsverfahren zählen das Strahlen, Schleifen, Bohren, Drehen und Polieren. Diese Folgetechniken kommen bevorzugt dann zum Einsatz, wenn Geometrien, die mittels generativer Fertigungsverfahren nicht, oder nur schwer herstellbar sind, erzielt werden sollen.[3] Zudem ermöglichen sie die nachträgliche Veränderung der Geometrie des Modellkörpers – wie beispielsweise durch das Hinzufügen von Bohrungen. Die abtragenden Nachbearbeitungsverfahren bieten sowohl die Möglichkeit gezielt, als auch großflächig die Oberfläche zu verändern. Die Anwendung der einzelnen Verfahren ist neben dem Material der Modellkörper an deren Komplexität Geometrie gebunden. Die Folgetechnik der abtragenden Nachbearbeitungsverfahren ist gut geeignet, um lasergesinterte Bauteile aus Polyamid zu bearbeiten.
Die chemische Nachbearbeitung kann nur mittels Ätzen durchgeführt werden. Sie ist stark vom Werkstoff des Modellkörpers und seinen chemischen Eigenschaften wie der Beständigkeit gegen Medien abhängig. Das Beizen von Kunststoffen findet meist vor der metallischen Beschichtung Anwendung. So wird beispielsweise beim Beizen von ABS-Kunststoff in einer Chrom-Schwefelsäure-Lösung die Butadien-Komponente des Grundwerkstoffs herausgelöst.[4]
Literatur
- Bertsche, B. (Hrsg.), Bullinger, H.-J. (Hrsg.: Sonderforschungsbereich 374 Entwicklung und Erprobung innovativer Produkte – Rapid Prototyping. Universität Stuttgart 2000.
- Gebhardt A: Rapid Prototyping, Werkzeuge für die schnelle Produktentwicklung.. Hanser Verlag, München 2000..
- Technische Akademie Wuppertal (Hrsg.): Seminar Rapid Prototyping,. Wuppertal 1995.
- Müller H: Rapid Prototyping Verfahren - Eigenschaften, Anwendung und Verarbeitung. 2002.
- Suchtentrunk R, et al.: Kunststoff-Metallisierung,. 3.Aufl. Auflage. Eugen G. Leuze Verlag, Bad Saulgau 2007.
- Mann D: Plasmamodifikation von Kunststoffoberflächen zur Haftfestigkeitssteigerung von Metallschichten. Springer Verlag (IPA-IAO Forschung und Praxis, 189), Stuttgart, Univ., Fak. Maschinenwesen, Diss.,, Berlin 1994.
Einzelnachweise
- ↑ Gebhardt A: Rapid Prototyping, Werkzeuge für die schnelle Produktentwicklung.. Hanser Verlag, München 2000..
- ↑ Geuer: 1995.
- ↑ a b Müller H: Rapid Prototyping Verfahren - Eigenschaften, Anwendung und Verarbeitung. 2002.
- ↑ a b Suchtentrunk R, et al.: Kunststoff-Metallisierung,. 3.Aufl. Auflage. Eugen G. Leuze Verlag, Bad Saulgau 2007.
- ↑ Mann D: Plasmamodifikation von Kunststoffoberflächen zur Haftfestigkeitssteigerung von Metallschichten. Springer Verlag (IPA-IAO Forschung und Praxis, 189), Stuttgart, Univ., Fak. Maschinenwesen, Diss.,, Berlin 1994.
Weblinks




Wikimedia Foundation.