- Schleuderguss
-
Schleuderguss wird gewählt, wenn rotationssymmetrische Bauteile herzustellen sind. Hierzu wird flüssiges Metall (Schmelze) in eine um ihre Mittelachse rotierende Gussform (Kokille) gefüllt. Durch reibungsbedingte Schubkräfte wird die Schmelze ebenfalls in Rotation versetzt und durch die Zentrifugalkraft an die Kokillenwand gepresst. Die Drehzahl der Kokille wird so gewählt, dass hohe Zentrifugalkräfte wirken, unter denen die Schmelze erstarrt. Verglichen mit dem statischen Gießverfahren entsteht auf diese Weise ein Gefüge mit wesentlich weniger Poren, Lunkern und einem höherem Reinheitsgrad. Dieses führt zu deutlich höherer Festigkeit. Die Außenkontur des Bauteils wird durch die Innengeometrie der Kokille definiert.
Inhaltsverzeichnis
Horizontalguss
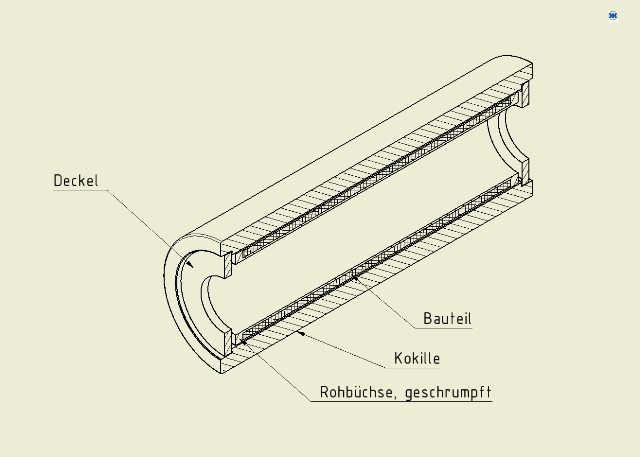
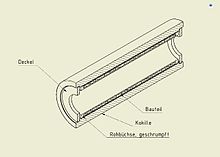 Schleuderguss, horizontale Kokille.
Schleuderguss, horizontale Kokille.
Beim Horizontalguss wird die Schmelze in eine liegende Kokille eingegossen, die von vorn und hinten mit Deckeln verschlossen ist. Häufig wird die Kokille, die aus Stahl oder Gusseisen besteht, mit einer keramischen Schutzschicht, der sogenannten Schlichte, ausgekleidet. Für besonders lange Gussstücke oder den kontinuierlichen Schleuderguss kann dabei die Gießrinne während des Gießprozesses verschoben werden. Die Außenkontur ist hierbei am häufigsten glatt, möglich sind jedoch auch angegossene Bunde, leicht konische Kontur oder Absätze. Die Innenoberfläche ist durch die Zentrifugalkraft bestimmt immer zylindrisch glatt. Die Wandstärke errechnet sich aus der Menge bzw. dem Gewicht der eingegossenen Schmelze. Beim Schleuderguss mit verschiebbarer Gießrinne beeinflusst auch die Umdrehungsgeschwindigkeit und die axiale Verschiebung der Gießrinne die Wanddicke.
Die herstellbaren Abmessungen sind stark vom Werkstoff und weiteren technischen Restriktionen abhängig. Theoretisch machbar sind Innendurchmesser ab 20mm, zumeist jedoch erst ab 40mm wirtschaftlich. Die Wandstärke sollte, werkstoffabhängig, nicht größer als der Innendurchmesser sein. Der Außendurchmesser ist theoretisch nahezu unbeschränkt, in der Praxis jedoch auf ca. 1200mm begrenzt. Die Länge richtet sich nach Innendurchmesser und Werkstoff. Sie liegt typischerweise zwischen 1,5xd und max. 6 Metern.
Vertikalguss
Beim Vertikalguss erfolgt der Abguss in einer Kokille, deren Achse vertikal rotiert. Vertikalguss wird hauptsächlich für konische oder kugelförmige Außenkonturen eingesetzt. Die Umdrehungsgeschwindigkeit ist hierbei oft deutlich langsamer als beim Horizontalguss. Dadurch bildet sich an der Innenoberfläche durch die Kombination von Schwerkraft und Zentrifugalkraft eine Parabel aus, die über die Drehzahl eingestellt werden kann. Weiterhin kann die Innenkontur über das Gießgewicht gesteuert werden.
Verbundguss beim Schleuderguss
Beim Verbundguss werden mehrere Schichten aus unterschiedlichen Werkstoffen übereinander gegossen, während die Erstarrung noch nicht abgeschlossen ist. Im Horizontalguss können so Produkte erzeugt werden, die unterschiedliche Eigenschaften verschiedener Stähle kombinieren. Im Gegensatz zu aufgeschweißten oder aufgetragenen Schichten kann durch den Verbundguss der Übergang der beiden Werkstoffe in feinen Abstufungen erfolgen. Nachteil ist, dass der Innenwerkstoff immer beim Einguss mit dem restlichen, flüssigen Material des Außenwerkstoffs auflegiert wird und dies die Möglichkeit für die Werkstoffpaarung begrenzt. Der größte Vorteil des Verbundgusses liegt in der gegenüber klassischen Auftragsverfahren deutlich höheren Produktivität sowie in den wesentlich größeren Wandstärken der Außenschicht.
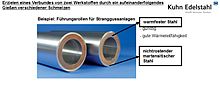 Verbundguss Beispiel: Führungsrollen für Stranggussanlagen
Verbundguss Beispiel: Führungsrollen für StranggussanlagenMathematische Beschreibung
Drehzahl
Berechnung der notwendigen Mindestdrehzahl zur Überwindung des Erdschwerefeldes (Faustformel nach Hurst):[1]
- n: Drehzahl in min−1
- ρ: Dichte in g/cm3
- D: Außendurchmesser Gusstück in mm
Man arbeitet aus Gründen der Lunker-, Schlackenfreiheit und Verdichtung mit Drehzahlen bis zu 4.000 1/min.
Gießdruck
Der Gießdruck wird durch die Zentrifugalkraft erzeugt und kann nach der Formel von Väth näherungsweise berechnet werden:[1]
- p: Gießdruck in bar
- ρ: Dichte in g/cm3
- ω: Winkelgeschwindigkeit in rad/s
- g: Erdbeschleunigung = 981 cm/s2
- R: Außenradius
- r: Innenradius
Der Gießdruck kann (drehzahlabhängig) bis auf 50 bar ansteigen. Im Vergleich zum Sandguss entstehen so dichtere, lunker- und einschlussfreiere Gussgefüge.
Einzelnachweise
- ↑ a b Alfred Herbert Fritz: Fertigungstechnik. Springer, 2008, ISBN 9783540766964, S. 75–76 (Eingeschränkte Vorschau in der Google Buchsuche).
Weblinks
- Schleuderguss Verfahren. Beispiel von Schleuderguss aus NE-Metall, Edelstahl und Aluminium - LBI
- Centrifugal Casting in Action. Gibson Centri Tech Limited (Animation, engl.).



Wikimedia Foundation.