- Spannungsarm Glühen
-
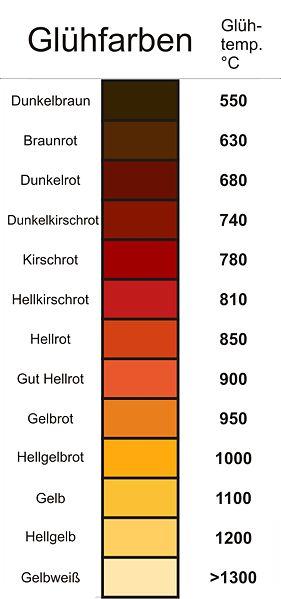
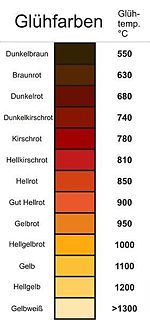 Glühfarbtabelle von Stahl
Glühfarbtabelle von StahlDas Spannungsarmglühen erfolgt mit dem Zweck, im Werkstück innere Spannungen abzubauen. Es wird bei Stahl meist in einem Temperaturbereich von 550-650 °C durchgeführt, wobei der Werkstoff den Spannungen entsprechend plastisch zu fließen beginnt.
- Definition nach DIN EN 10052
- Glühen bei einer Temperatur unterhalb Ac1, meist unter 650 °C, mit anschließendem, langsamen Abkühlen zum Abbau innerer Spannungen, ohne wesentliche Änderung der vorliegenden Eigenschaften.
Die mit diesem Verfahren behandelten Werkstücke erfuhren ihre Spannungen vornehmlich infolge ungleichmässiger Abkühlung nach dem Gießen, Schweißen, Schmieden oder anderer thermischer Verfahren. Auch starke mechanische Bearbeitungen (Fräsen, Drehen, Hobeln, Tiefziehen, Kaltumformen usw.) machen oft ein Spannungsarmglühen erforderlich. Ohne diesen Fertigungsschritt würden bei der Weiterverarbeitung und bei nachfolgenden Wärmebehandlungen sich solche Spannungen lösen und zu geometrischen Abweichungen aufgrund von Verzug führen. Die durch Kaltumformung eingebrachte Kaltverfestigung in den Verformungszonen wird dagegen mittels des Rekristallisationsglühens entfernt.
Durch Spannungsarmglühen vor der Fertigbearbeitung eines Werkstückes hat man Gelegenheit, den Verzug nachträglich durch Feinbearbeiten zu egalisieren.
Weiterführende Literatur
- Hans-Jürgen Bargel, Günter Schulze, ...: Werkstoffkunde, VDI-Buch. 9. Auflage. Springer-Verlag, Berlin 2005, ISBN 3540261079
- Wolfgang Weißbach: Werkstoffkunde und Werkstoffprüfung. 15. Auflage. Vieweg-Verlag, Wiesbaden 2004, ISBN 3528111194
Weblinks
Wikimedia Foundation.