- Drehen (Verfahren)
-
 Dreher (DDR, 1982)
Dreher (DDR, 1982)
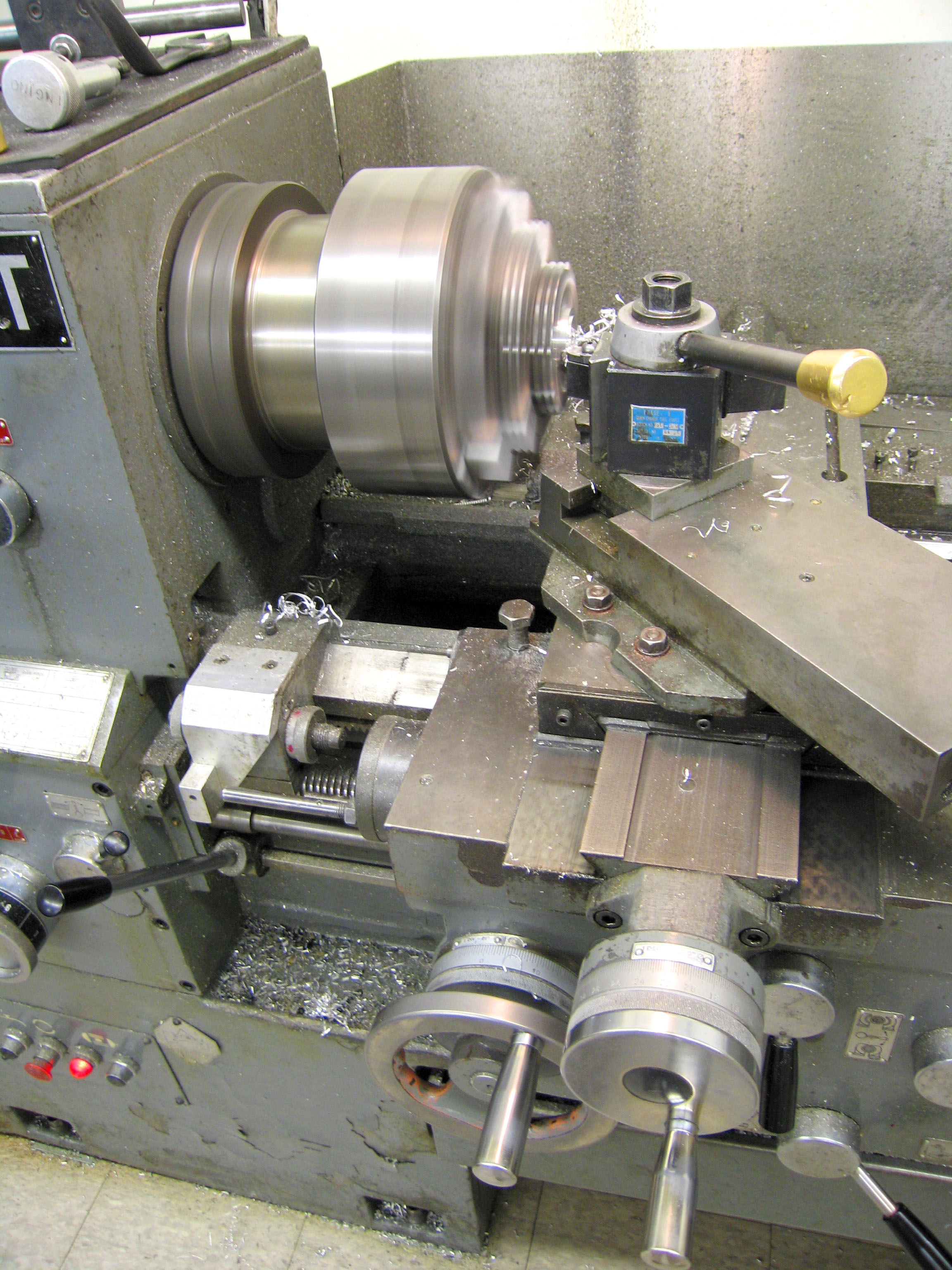
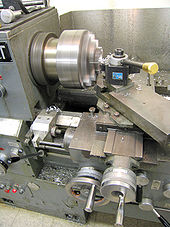 Universaldrehmaschine beim Bearbeiten von Aluminium
Universaldrehmaschine beim Bearbeiten von AluminiumDrehen (in der Schweiz auch oft Décolletage genannt) ist ein zerspanendes Fertigungsverfahren für Metalle und Kunststoffe. Gedreht wird manuell auf einer Drehbank oder automatisiert auf einer Drehmaschine. Im Gegensatz zum Spindeln und Fräsen dreht sich hier das Werkstück beziehungsweise Halbzeug; es führt die Hauptschnittbewegung mit seiner Rotation aus. Das fest eingespannte Werkzeug (Drehmeißel) wird am drehenden Werkstück mit Hilfe des Werkzeugschlittens entlang bewegt, um einen Span abzuheben; es führt die Zustell- und Vorschubbewegung aus. Nur in besonderen Fällen (beispielsweise bei Gewindewirbeln) trägt auch das Werkzeug zur Schnittbewegung bei.
In der Einteilung der Fertigungsverfahren nach DIN 8580 zählt das Drehen als Trennverfahren.
Beim klassischen Drehen werden hauptsächlich rotationssymmetrische (runde) Teile bearbeitet. Die moderne Technologie einer CNC-Drehmaschine macht es möglich, auch Werkstücke zu fertigen, die früher nur auf einer Fräsmaschine zu produzieren waren.
Sind die Drehteile im mikroskopischen Bereich (sogenannte Kleinstdrehteile), beispielsweise in der Uhren- oder Medizinalindustrie sowie der Mikrotechnik, spricht man von Décolletage.
In der Holzbearbeitung heißt ein ähnliches Verfahren Drechseln oder auch Drehen. Während der Drechsler bei den Handdrehverfahren das Werkzeug manuell führt, gibt es auch dort ähnliche Technologien, wie in der Metallverarbeitung. So kommen im Drechslerhandwerk Kreuzsupporte zum Einsatz und es finden Halb-, Voll- und CNC-gesteuerte Automaten Verwendung.
Inhaltsverzeichnis
Achsen beim Drehen
Die Bezugsachse beim Drehen ist die Rotationsachse der Hauptspindel, um die sich das Werkstück und das Futter dreht. Diese wird normalerweise als Z-Achse bezeichnet und zeigt vom Futter in Richtung Reitstock. Senkrecht darauf steht die X-Achse. Beim reinen Drehen gibt es keine Y-Achse, die Höhe des Werkzeugs über der XZ-Ebene wird beim Rüsten fest eingestellt, meist liegt die Schneide exakt in der XZ-Ebene. Bei Dreh-Fräszentren kann es weitere Achsen geben. In manchen Fällen gibt es auch Y-Achsen.
Die Skalenteilung und eventuelle Wegmeßsysteme bei der X-Achse verdoppeln die tatsächliche Bewegung. Eine Bewegung des Werkzeugs um einen Millimeter wird mit zwei Millimeter angezeigt, da die Bewegung sich auf den Werkstück-Radius auswirkt und damit der Werkstückdurchmesser um zwei Millimeter geändert wird.
Bei rechnergesteuerten Drehmaschinen wird meist der Winkel der Hauptspindel als dritte Koordinate angezeigt und bei entsprechenden Fähigkeiten der Hard- und Software auch geregelt.
Wahl der Schnittdaten
Die Schnittdaten, die beim Drehen eingestellt werden können sind die Schnittgeschwindigkeit, der Vorschub und die Schnitttiefe. Durch Optimierung dieser Parameter werden folgende Zustände erreicht:
- optimale Standzeit des Werkzeugs
- verbesserte Spanbildung
- geforderte Oberflächengüte
- möglichst großes Spanungsvolumen
- kleine Schnittkraft
Schnittgeschwindigkeit und Drehzahl Die Wahl der Schnittgeschwindigkeit ist abhängig von Werkstoff, Werkzeug und Drehverfahren. Richtwerte für die Schnittgeschwindigkeit sind aus Tabellen zu entnehmen. Die Drehzahl ist abhängig von Schnittgeschwindigkeiten und dem Drehdurchmesser.
Vorschub Der Vorschub f wird in Millimeter pro Umdrehung angegeben. Er sollte beim Vordrehen aus wirtschaftlichen Gründen so groß wie möglich eingestellt werden. Begrenzt wird er durch die Leistung der Drehmaschine, der möglichen Belastung der Schneide und der Stabilität des Werkstückes (Gefahr der Durchbiegung). Beim Fertigdrehen wird meist mit geringerem Vorschub gearbeitet, um eine höhere Oberflächenqualität zu erzielen.
Schnitttiefe Die Schnitttiefe ist beim Runddrehen von der Zustellung des Drehwerkzeuges, beim Einstechdrehen von der Breite der Schneide abhängig. Die Schnitttiefe sollte beim Vordrehen so groß wie möglich gewählt werden. Beim Fertigdrehen entspricht die Schnitttiefe dem Aufmaß.
Drehverfahren
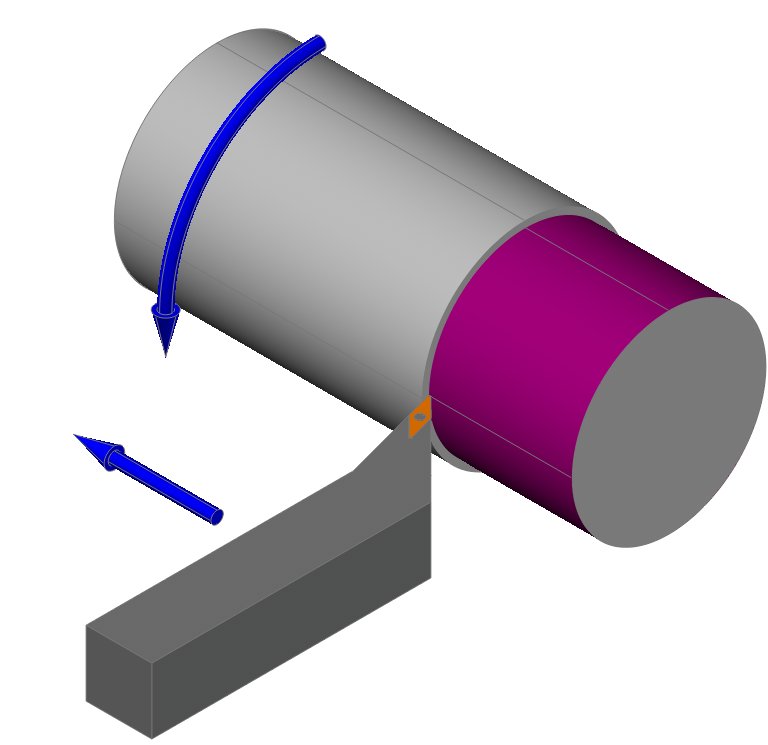
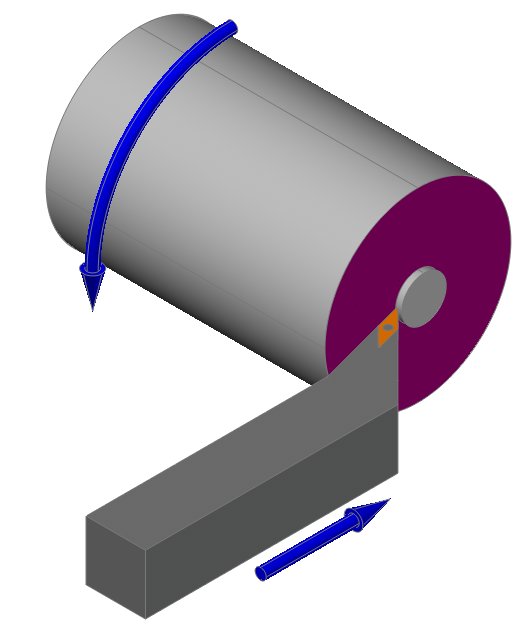
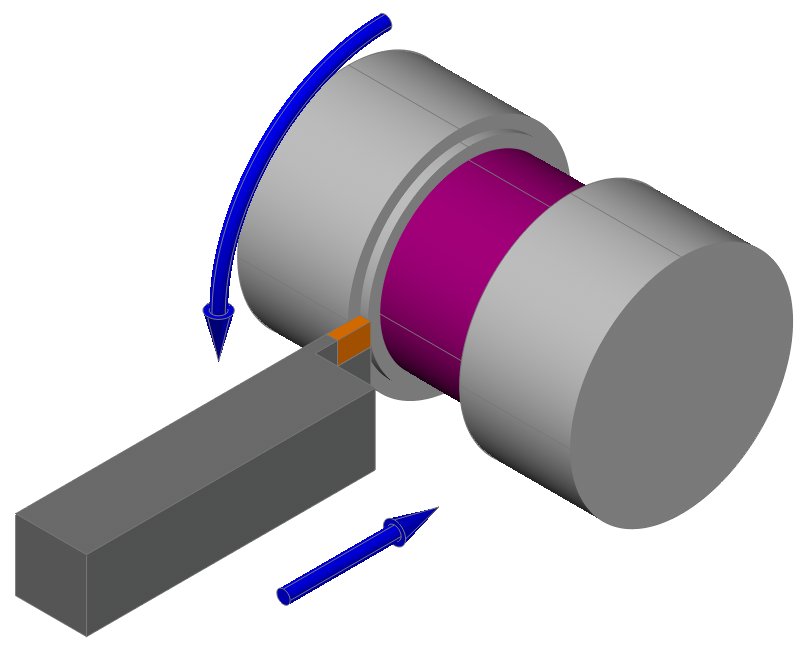
- Die bearbeitete Fläche ist farbig markiert
-
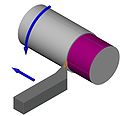
Längs-Rund-Drehen
-

Quer-Plan-Drehen
-

Quer-Stech-Drehen
-

Längs-Stech-Drehen
Die Drehverfahren können nach verschiedenen Gesichtspunkten eingeteilt werden:
Lage der Bearbeitungsstelle
Je nachdem, wie die Bearbeitungsstelle am Werkstück liegt, spricht man von Außendrehen oder vom Innendrehen. Beim Außendrehen werden die Außenflächen bearbeitet, beim Innendrehen Flächen, die in einer Bohrung liegen.
Bewegungsrichtung
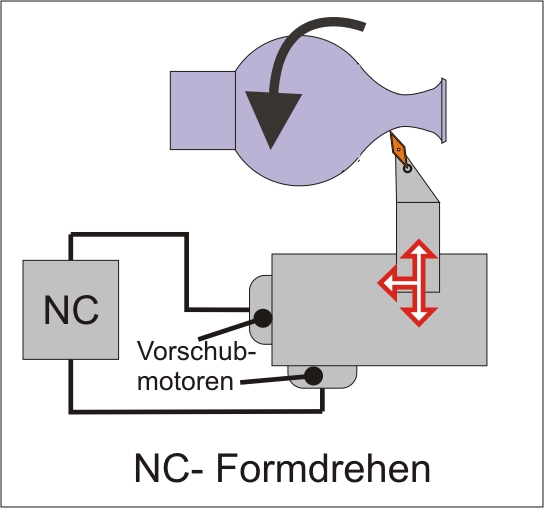
Je nach Vorschubrichtung wird zwischen Längsdrehen und Querdrehen (Plandrehen) unterschieden. Beim Längsdrehen bewegt sich das Werkzeug längs der Rotationsachse (Z-Achse), beim Querdrehen senkrecht/quer dazu, also entlang der X-Achse. Dies sind die grundlegenden Bewegungen beim Drehen. Kompliziertere Formen werden durch die Überlagerung beider Bewegungen erzeugt. Wenn sich das Werkzeug auf einer geraden Bahn in einem Winkel zur Z-Achse bewegt, entstehen Kegelflächen. Beim Formdrehen kann sich das Werkzeug auch auf beliebig gekrümmten Bahnen bewegen und damit die verschiedensten rotationssymmetrischen Formen erzeugen.
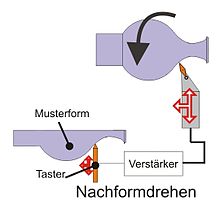 Nachformdrehen
Nachformdrehen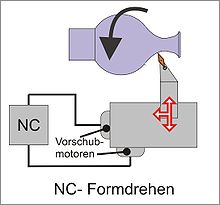 NC-Formdrehen
NC-Formdrehengeometrische Form der bearbeiteten Fläche
- Runddrehen, es entsteht die Mantelfläche eines Zylinders
- Plandrehen, es entsteht die Grundfläche eines Zylinders, also eine Ebene
- Kegeldrehen, es entsteht die Mantelfläche eines Kegels
- Schraubdrehen, es entstehen Flächen entlang einer Schraubenlinie
- Profildrehen, die Form des Werkzeugs wird auf das Werkstück übertragen, zum Beispiel zum Abrunden von Ecken mit einer viertelkreisförmigen Werkzeugschneide
- Formdrehen, eine beliebige rotationssymmetrische Fläche wird durch die dazu passende Werkzeugbahn erzeugt. Formdrehen kann weiter unterteilt werden in:
- Freiformdrehen, hierbei wird das Werkzeug entweder mit der Hand geführt und auf eine Stütze aufgelegt oder die zwei Kurbeln (für Z- und X-Achse) werden gleichzeitig manuell betätigt. Hierzu ist eine gewisse Übung nötig, maßhaltige Werkstücke können so nicht hergestellt werden.
- Nachformdrehen, hierbei wird die Form eines Musters elektronisch oder mechanisch abgetastet und auf das Werkzeug und damit auf das Werkstück übertragen.
- NC-Formdrehen, die Werkzeugbahn wird durch ein Programm von einem Rechner gesteuert.
- Unrunddrehen, es entstehen Flächen, die nicht rotationssymmetrisch sind, zum Beispiel der Sechskant-Kopf einer Schraube
- Hinterdrehen, das Herstellen von Freiflächen, zum Beispiel an einem Fräserrohling
Schruppen & Schlichten
-

Schruppen von Aluminium
-

Schlichten
-

Stechdrehen bei Aluminium
Wie bei vielen anderen spanenden Fertigungsverfahren kann man auch beim Drehen zwischen einem Schrupp- und einem Schlicht-Arbeitsgang unterscheiden. Beim Schruppen wird deutlich mehr Volumen als beim Schlichten von dem Bauteil abgetragen. Das Werkstück wird hierbei annähernd auf Maß gebracht. Das Schlichten dagegen soll dem Erzielen einer hohen Oberflächengüte dienen.
Drehen - Stechdrehen - Abstechen
Beim Drehen wird das Werkzeug an der Oberfläche entlang bewegt, beim Abstechen wird direkt in das zu bearbeitende Halbzeug geschnitten, so dass es sich vom Rest ablöst, es wird also in das Werkstück hineingestochen. Viele Profil-Werkzeuge werden im Stechdrehverfahren verwendet, zum Beispiel zum Herstellen von Nuten für Sicherungsringe. Wird mit dem Stechdrehen bis zur Werkstückmitte fortgefahren, so kann das Werkstück vom eingespannten Halbzeug getrennt werden. Dies nennt man dann Abstechen.
Gewindedrehen - Gewindestrehlen
Bei beiden Verfahren wird ein Werkzeug im Längsdrehverfahren benutzt. Der Vorschub entspricht der Gewindesteigung, damit hinterlässt das Werkzeug eine Spur auf der gewünschten Schraubenlinie. Beim Gewindedrehen wird ein Profil-Werkzeug verwendet. Dessen Profil entspricht der Form des gewünschten Gewindes, zum Beispiel ein 60°-Winkel für ein metrisches und ein 55°-Winkel für ein Rohr-Gewinde. Da die Schnittkräfte vor allem bei groben Gewinden bei einem einzigen Durchgang zu groß sind, wird dieses Werkzeug mehrmals durch dieselbe Spur bewegt, jedes mal ein Stückchen tiefer. Im Unterschied dazu hat ein Werkzeug für das Gewindestrehlen mehrere Schneiden hintereinander. Jede hat das Profil des Gewindes, der Abstand der Schneiden entspricht der Steigung. Die Schneiden sind versetzt angeordnet, so dass jede ein Stückchen tiefer in der Spur ihres Vorgängers läuft.
Das Gewindedrehen ist flexibler als das Gewindestrehlen, da mit demselben Werkzeug Gewinde unterschiedlicher Steigung gefertigt werden können. Dafür benötigt man für das Gewindestrehlen nur einen einzigen Durchlauf, die Bearbeitungszeit ist somit deutlich kürzer.
Mit Gewindedrehen können auch keglige Gewinde hergestellt werden. Damit das Gewindewerkzeug sich pro Umdrehung exakt um die Steigung weiterbewegt, wird seine Vorschubbewegung entweder mechanisch an den Spindelantrieb gekoppelt, oder die Vorschubbewegung wird elektronisch mit der Spindeldrehung synchronisiert.
Werkzeuge
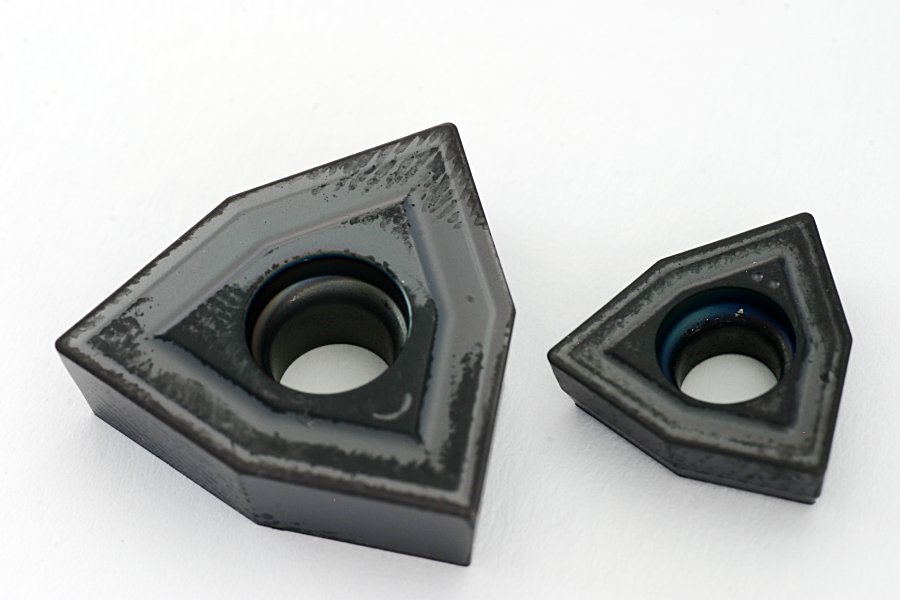
-

Wendeschneidplatten zum Schruppen / Vordrehen
-

Wendeschneidplatten zum Schlichten
-

Halter für Stechplatten
-

Stechplatten
-

Halter für Profil-Wendeschneidplatten
-

Profil-Wendeschneidplatte zum Gewinde drehen
Ob eine Wendeplatte dafür ausgelegt ist, ein Werkstück zu schruppen oder zu schlichten, entscheidet der Radius der Schneide. Dieser kann von 0,2 mm bis 1,2 mm variieren. Wendeplatten mit einem Radius kleiner als 0,8 mm werden meist dazu verwendet, ein Werkstück zu schlichten. Alle darüber dienen dem Schruppvorgang. Die zu verwendende Wendeplatte ist auch vom eingesetzten Material abhängig. Bei Grauguss (sprödes Material) werden Keramikwendeplatten mit glatter Oberfläche empfohlen. Bei Stahl, Aluminium, Messing (große Spanbildung) wird die Verwendung von Wendeplatten mit Spanbrechkante vorgeschrieben. Diese ermöglichen ein besseres Abheben des Bearbeitungsspans.
Wie bei anderen spanenden Fertigungsverfahren unterliegen die Werkzeugschneiden auch beim Drehen einem Verschleiß, der je nach eingesetztem Material, Vorschub, Schnittgeschwindigkeit und Qualität der eingesetzten Wendeplatte variiert.
Spezielle Probleme
Durch den Regenerativeffekt kann das Werkstück so schwingen, dass ein wellenförmiger Schliff entsteht.
Weblinks
 Wiktionary: drehen – Bedeutungserklärungen, Wortherkunft, Synonyme, Übersetzungen
Wiktionary: drehen – Bedeutungserklärungen, Wortherkunft, Synonyme, Übersetzungen Commons: Drehen – Sammlung von Bildern, Videos und Audiodateien
Commons: Drehen – Sammlung von Bildern, Videos und Audiodateien











Wikimedia Foundation.