- Stanzwerkzeugbau
-
Der Stanzwerkzeugbau ist ein Spezialgebiet des Werkzeugbaus und stellt Werkzeuge (Schneid- und Umformwerkzeuge) für die Massenproduktion her. Charakteristisch für die Funktion eines Stanzwerkzeugs ist, dass ein Halbzeug, durch den kalten Umformprozess (Biegen, Stanzen, Stauchen, Ziehen) in eine neue (gewünschte) Form gebracht wird. So wird beispielsweise ein dünnes Blech zum Kotflügel, ein mittleres zum Schranktürscharnier und ein dickes zum LKW-Längsträger umgeformt. Demgegenüber handelt es sich beim Gesenkschmieden um einen heißen Umformprozess.
In der Massenproduktion hergestellte Gegenstände werden beispielsweise in der Automobilindustrie oder in Haushaltswaren usw. verwendet. Mit Hilfe von Werkzeugen ist ab einer gewissen Mindeststückzahl eine kostengünstige und schnelle Teileherstellung gewährleistet. Der Werkzeugbau beschäftigt sich hauptsächlich mit der Herstellung von dreidimensionalen Zieh- und Formteilen, aber auch zweidimensionalen Schnittteilen (z. B. Unterlagscheiben). Die Aktivelemente bestehen je nach Anwendungsgebiet aus gehärtetem, vergütetem Werkzeugstahl, Hartmetall oder Keramik.

Inhaltsverzeichnis
Verfahren
Der Stanz- und Umformwerkzeugbau dient der Herstellung von Werkzeugen die zur serienmäßigen Herstellung von Produkten aus verschiedensten Materialien wie Metall, Nichteisenmetall, Kunststoff, Papier, Holzfurnier usw. benötigt werden
Bei dieser Art der Materialbearbeitung handelt es sich immer um spanlose Fertigung. Nach DIN 8580 die Hauptgruppen 2 Umformen und Hauptgruppe 3 Trennen.
- Umformwerkzeuge dienen der Verarbeitung von allen plastisch bearbeitbaren Materialien
- Stanzwerkzeuge werden unter der DIN 8588 (Zerteilen Gruppe 3.1) geführt. Verarbeitet werden alle trennbaren Materialien.
Umformwerkzeuge
Umformwerkzeuge führen zu einer bleibenden Verformung des zu bearbeitenden Materials durch:
- Druckumformen DIN 8583 (Gruppe 2.1)
- Zugdruckumformen DIN 8584 (Gruppe 2.2)
- Zugumformen DIN 8585 (Gruppe 2.3)
- Biegeumformen DIN 8586 (Gruppe 2.4)
- Schubumformen DIN 8587 (Gruppe 2.5)
- Gesamtschneiden
- Feinschneiden
Folgeverbund- und Transferwerkzeuge
Dies sind Werkzeuge, in denen mehrere Verfahren zur Herstellung des gewünschten Teils genutzt werden; neben Umformen und Schneiden ggf. auch Gewindeformen, Fügen und das Zuführen und Einstanzen von zusätzlichen Teilen wie Muttern und Bolzen.
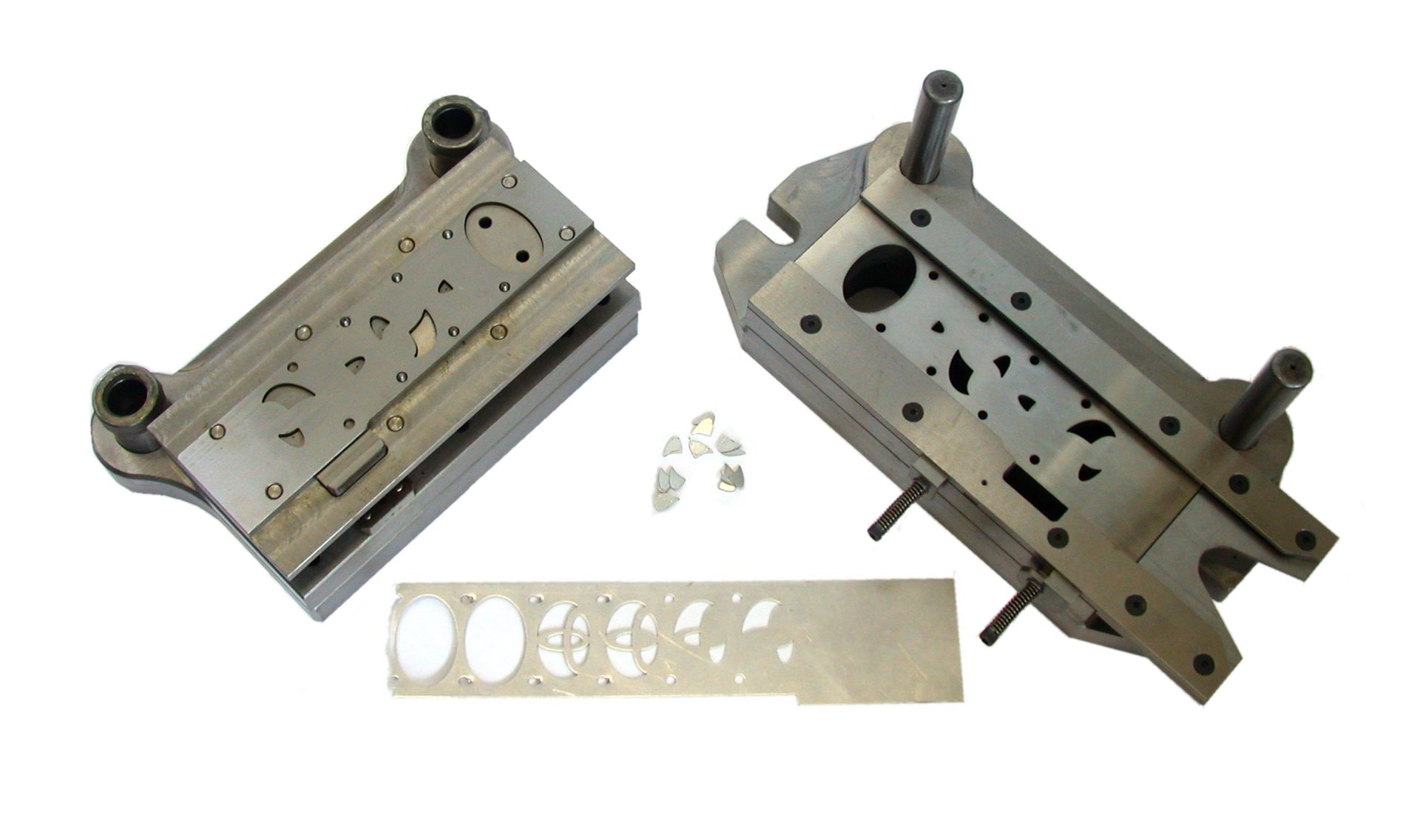
- Im Folgeverbundwerkzeug wird der Blechstreifen solange um die jeweilige Vorschublänge durch das Werkzeug getaktet bis die letzte Station erreicht ist. Entweder wird das Werkstück vom sogenannten Trägerstreifen abgetrennt (vereinzelt) oder als Endlosband für den nächsten Arbeitsgang aufgewickelt. Am im Werkzeug befindlichen Materialstreifen sind alle einzelnen Arbeitsschritte zu erkennen.
- Im Transferwerkzeug werden zuerst einzelne Blechstücke in der Trennstation abgetrennt. Die abgetrennten Einzelteile werden dann mittels Greifern und einer mit der Presse gekoppelten Transfereinrichtung von Arbeitsschritt zu Arbeitsschritt transportiert. Die einzelnen Arbeitsschritte sind als Einzelteile im Werkzeug zu sehen.
- In seltenen Fällen werden beide Werkzeugarten miteinander gekoppelt. So wird z. B. zuerst der Streifen 1. Beschnitten, 2. Gelocht und 3. abgeschnitten, um weitere Umformstationen durchlaufen zu können.
Weblinks
Wikimedia Foundation.