- Wälzfräsen
-
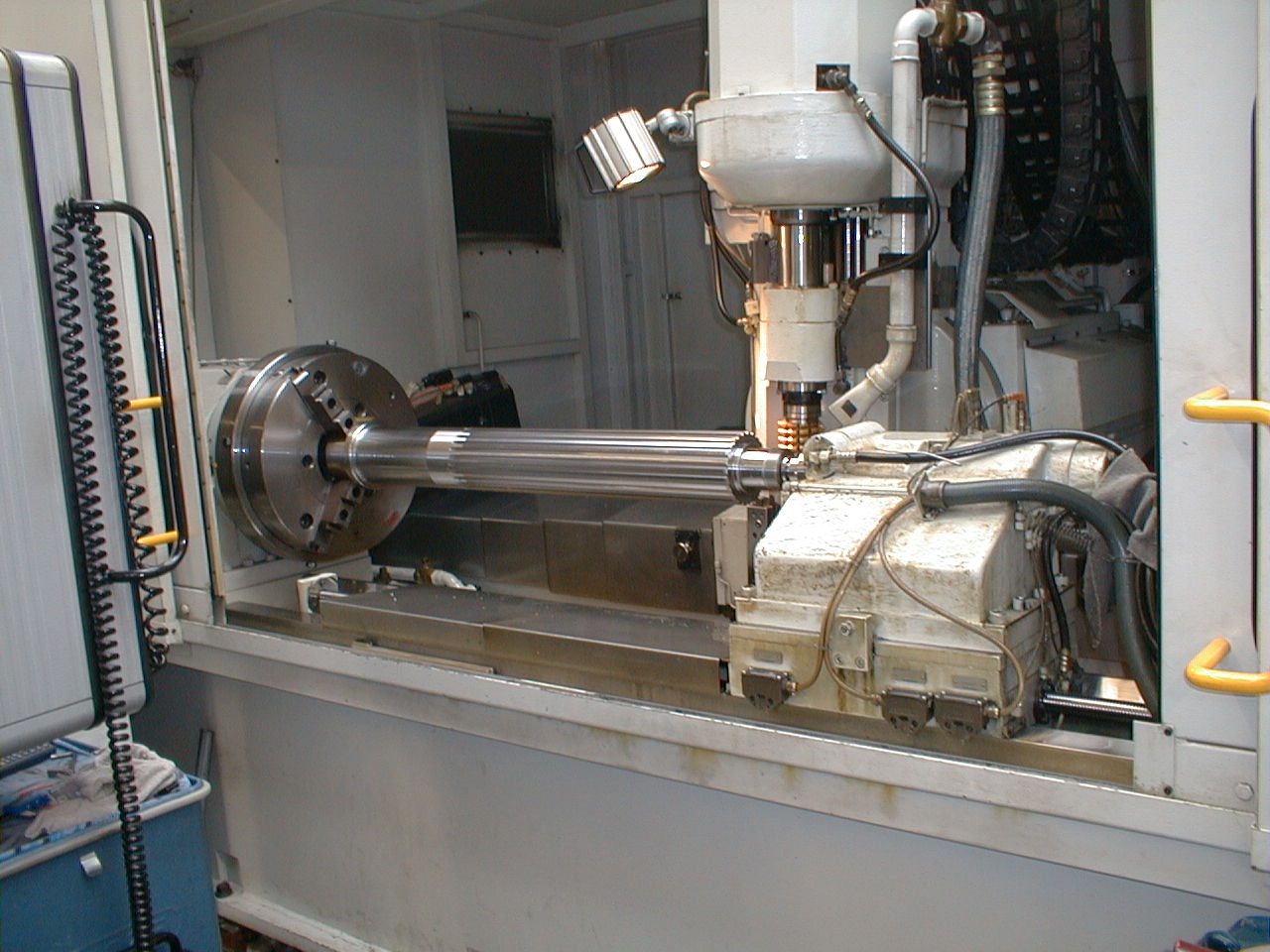
 Wälzfräser und gefräste Verzahnung auf einer horizontalen CNC-Wälzfräsmaschine
Wälzfräser und gefräste Verzahnung auf einer horizontalen CNC-Wälzfräsmaschine
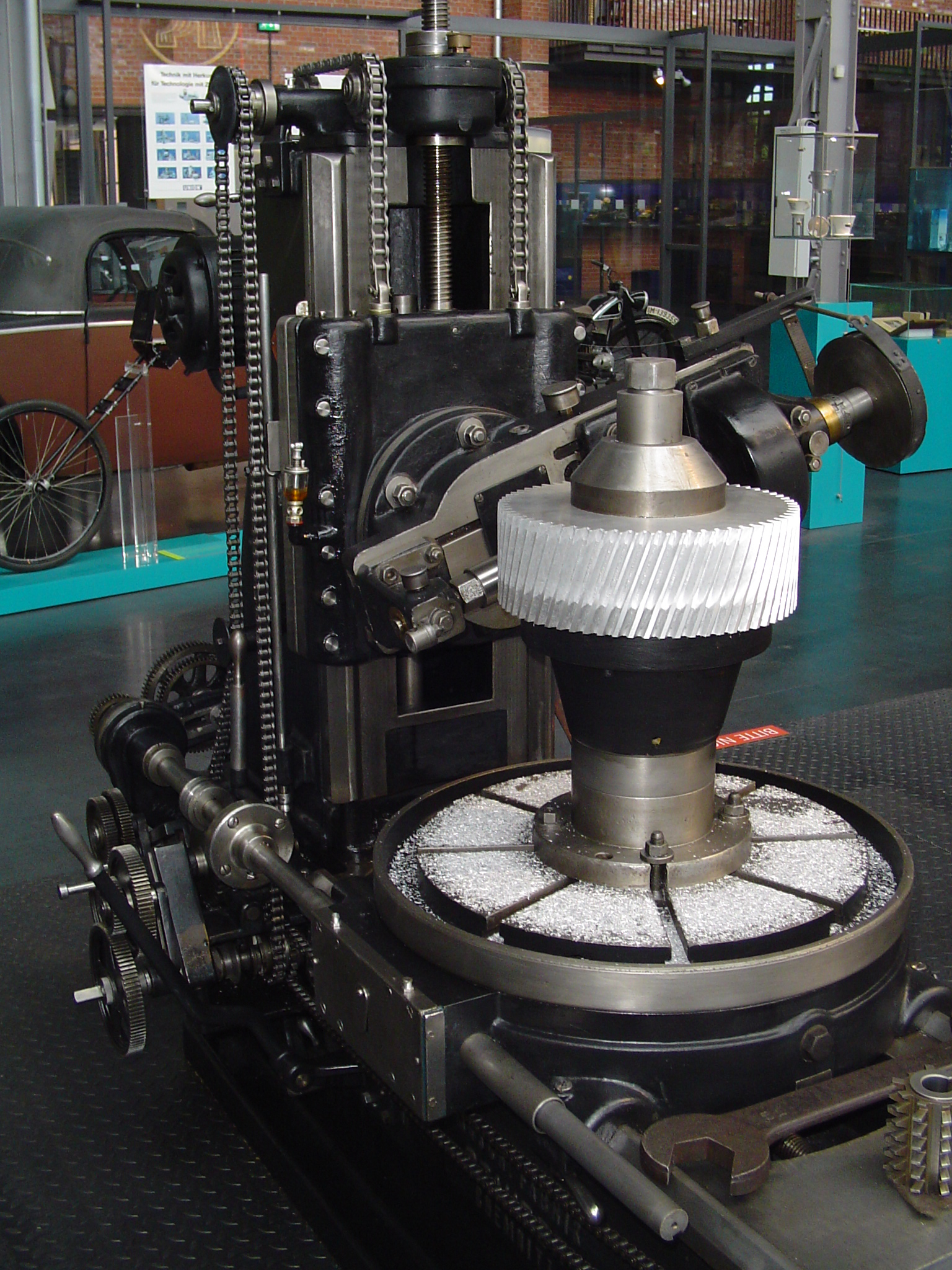
 Wälzfräsen an einem vertikal aufgespannten Zahnrad
Wälzfräsen an einem vertikal aufgespannten Zahnrad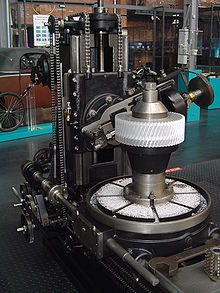 Wälzfräsmaschine
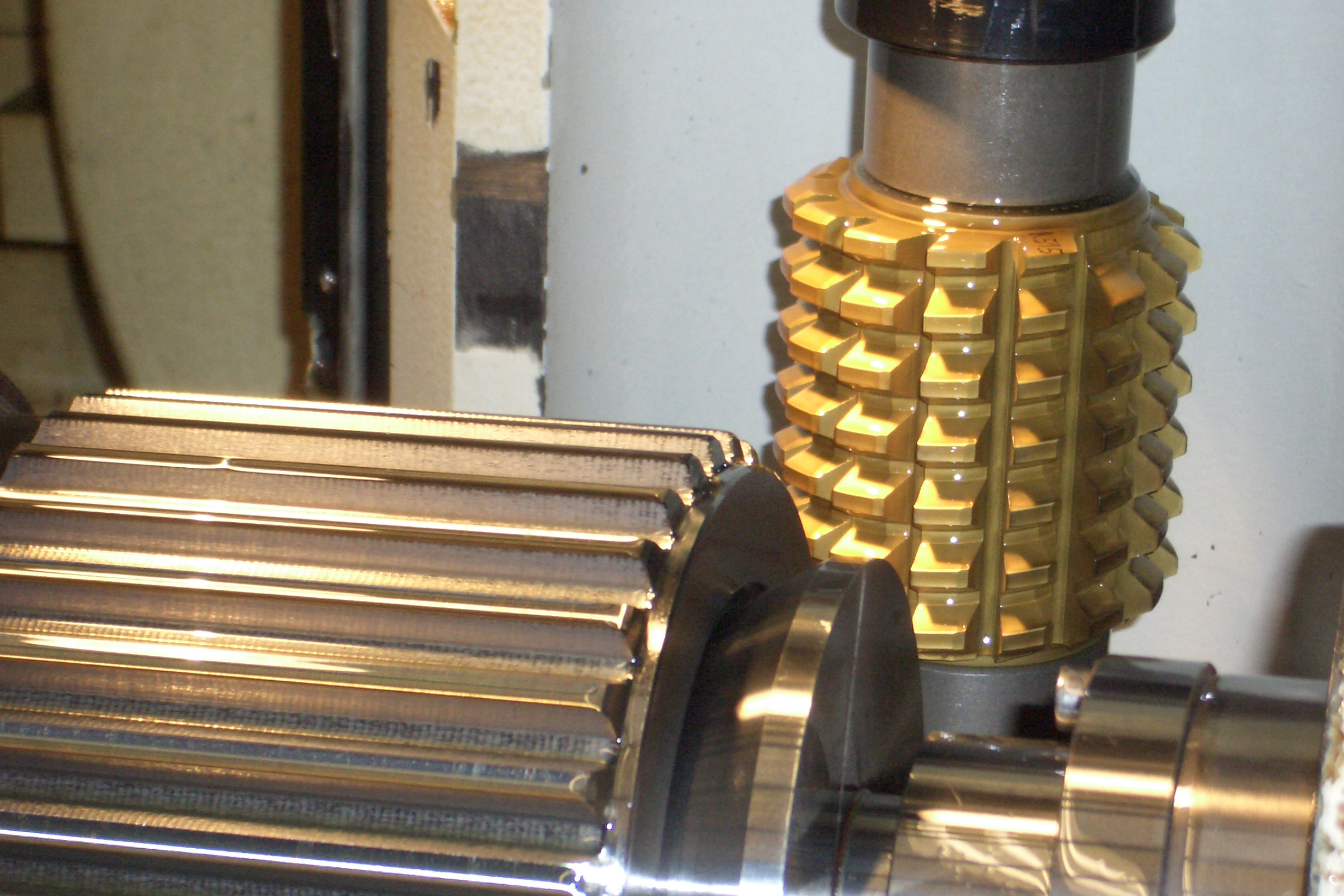
Wälzfräsmaschine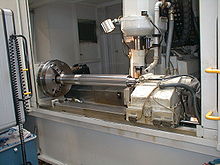 horizontale CNC-Wälzfräsmaschine
horizontale CNC-Wälzfräsmaschine Stollen-Wälzfräser
Stollen-WälzfräserWälzfräsen ist als Teilbereich des Fräsens ein Fertigungsverfahren zur Verzahnungsvor- und Fertigbearbeitung für Zahnräder.
Inhaltsverzeichnis
Geschichte
Das Wälzfräsen wurde 1856 von Christian Schiele erfunden, jedoch war man zu dieser Zeit noch nicht in der Lage, das Verfahren in entsprechende Maschinen umzusetzen. Im Jahr 1887 wurden nach einem Patent von Grant die ersten Wälzfräsmaschinen gebaut und erst ab dem Jahr 1897 setzte sich das Verfahren durch, nachdem Hermann Pfauter ein Patent für eine universale Wälzfräsmaschine anmeldete.
Verfahren
Das Wälzfräsen zählt zu den kontinuierlich arbeitenden Verzahnungsverfahren und ist sehr flexibel und hochproduktiv. Die Fräserdrehung erzeugt dabei die eigentliche Schnittbewegung. Mit einem Wälzfräser lassen sich sämtliche Zähnezahlen, alle Profilverschiebungen und beliebige Schrägungswinkel durch Variieren der Maschinenstellungen erzeugen. Eine Begrenzung ergibt sich im Allgemeinen nur durch den Arbeitsbereich der Werkzeugmaschine.
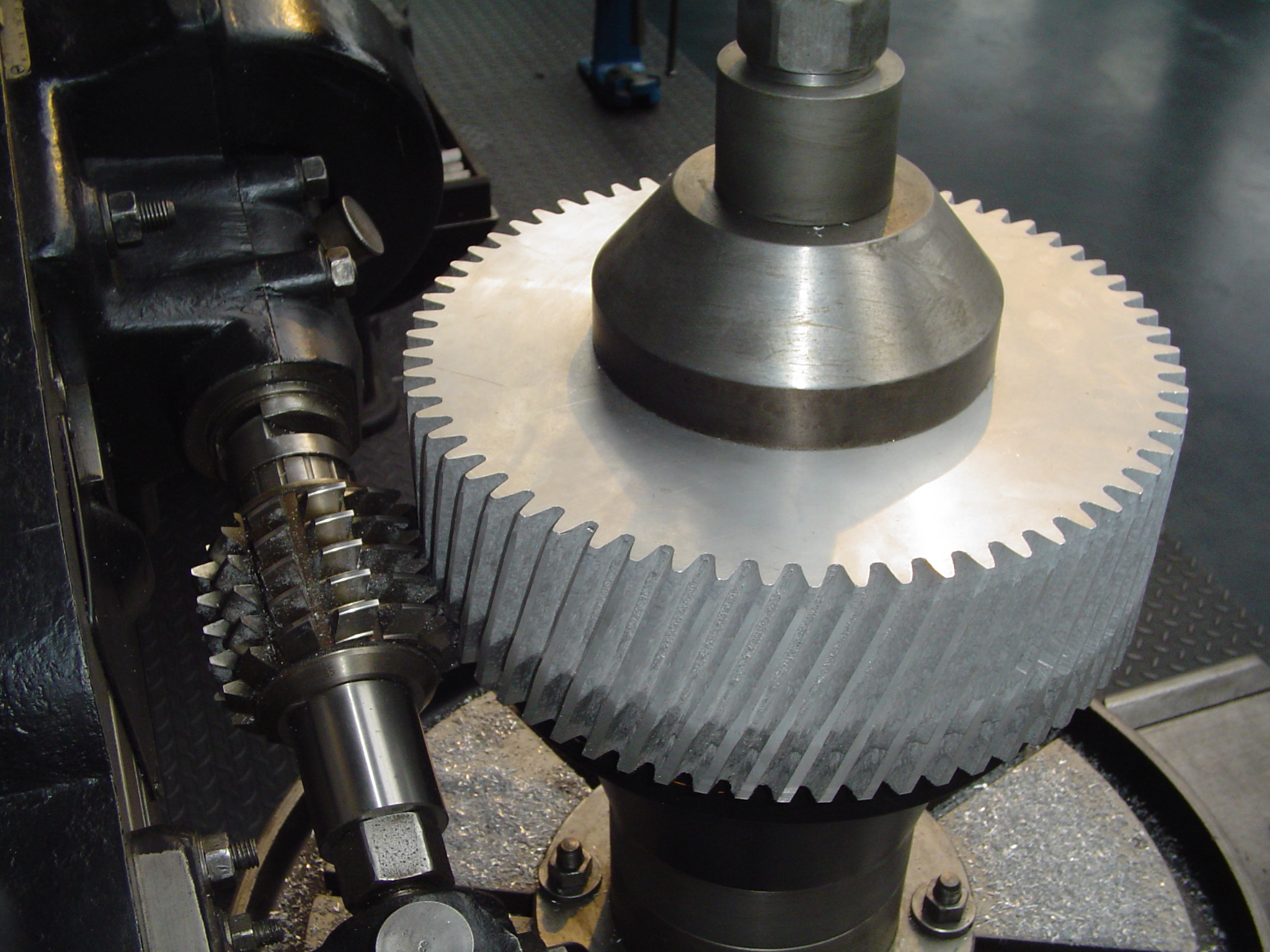
Der Wälzfräser ist geometrisch eine ein- oder mehrgängige Schnecke mit Spannuten und bildet mit dem zu verzahnenden Werkstück ein Schneckengetriebe. Zusätzlich zur Drehung fährt der Wälzfräser in der Achse des Werkstücks an dem Werkstück entlang, um die Zahnlücken zu erzeugen.
Die Zähne des Wälzfräsers verschleißen durch das Zerspanen. Daher wird der Wälzfräser kontinuierlich oder in gewissen Zeitabständen tangential zum Werkstück verschoben (Shiften), um neue Zähne in Eingriff zu bringen. Sind alle Zähne über die ganze Länge des Wälzfräsers verschlissen, wird das Werkzeug ausgewechselt und auf einer Wälzfräserschleifmaschine geschärft.
Durch Wälzfräsen können folgende Verzahnungsarten hergestellt werden:
- Außen-Geradverzahnungen
- Außen-Schrägverzahnungen
- Innen-Schrägverzahnungen (bei großen Innendurchmessern)
- Kegelräder mit Geradverzahnung oder Bogenverzahnung (Spiralverzahnung)
- Kronräder
- Hypoid-Verzahnungen (sich kreuzende Achsen)
- Palloid-Verzahnungen
- Klingelnberg- und Gleason-Verzahnungen
- Schraubverzahnungen (Schraubenschnecken und Schraubenräder)
Kleine Innenverzahnungen können nicht durch Wälzfräsen hergestellt werden; bei diesen werden die Zähne "gestoßen" (Verfahren: Wälzstoßen).
Vorteile des Wälzfräsens gegenüber anderen Verzahnungsverfahren
- Vielseitigkeit (beliebige Zahnformen, Keilprofile Kettenradverzahnungen, Rasträder, etc.)
- beliebige Schrägungswinkel möglich
- beliebige Verzahnungsbreiten möglich
- ununterbrochene Zerspanung ohne Rückhübe
- die Zerspanung erfolgt durch sehr viele Schneiden
- durch kontinuierliche Zerspanung günstige Kräfteverhältnisse und hohe Genauigkeit
- einfache Herstellung der Werkzeuge
- einfache Werkzeugeinstellung auf der Maschine
Bei hochgenauen Verzahnungen werden die Zahnflanken durch Fräsen erzeugt und nach dem Härten geschliffen, geschabt oder gehont (Verfahren: Verzahnungshonen).
Literatur
- Hermann Pfauter Werkzeugmaschinenfabrik, Ludwigsburg (Hrsg.): Pfauter-Wälzfräsen Teil 1. 2. Auflage. Springer Verlag, Berlin 1976, ISBN 3-540-07446-5.
- Liebherr Verzahntechnik GmbH, Kempten (Hrsg.): Verzahntechnik Informationen für die Praxis. August 2004, ISBN 3-00-012480-2.
- Samputensili GmbH, Chemnitz (Hrsg.): Gear Hobbing. Dezember 2004
Weblinks

Wikimedia Foundation.