- Stahlfeinblech
-
Stahlfeinblech ist ein Flachprodukt aus warm- oder kaltgewalztem Band und Blech in Dicken zwischen 0,3 und 3,0 mm. Weitere Flachprodukte aus Stahl sind Feinstblech (Dicken kleiner als 0,3 mm) und Grobblech (Dicken größer als 3,0 mm). Die Flachprodukte sind Halbprodukte, d. h. Vormaterial für die Weiterverarbeitung zu gebrauchsfertigen Produkten. Weitere Halbprodukte sind Langprodukte (zum Beispiel Knüppel und Stabstahl) sowie Draht.
Inhaltsverzeichnis
Stahlsorten
 Übersicht der mechanischen Eigenschaften: Leistungsspektrum warmgewalzter Stahlsorten
Übersicht der mechanischen Eigenschaften: Leistungsspektrum warmgewalzter Stahlsorten
Die Stahlsorten umfassen unlegierte C-Stähle mit Kohlenstoff-Masseanteilen von wenigen Hundertstel bis 1 % mit und ohne Legierung, z. T. Mikrolegierung und legierte Einsatz- und Vergütungsstähle. Damit ergeben sich Festigkeiten von 400 bis 1500 MPa.
Für die Gebrauchseigenschaften ist die Festigkeitszunahme durch die Umformung („work hardening“) und je nach Stahlsorte durch das Einbrennen der Lackierung („bake hardening“) zu beachten.
Die Forderung der Verbraucher insbesondere aus der Fahrzeugindustrie nach Stählen einerseits für den Leichtbau, d. h. der Möglichkeit, bei Stählen mit höherer Festigkeit die Bauteildicke ohne Steifigkeitsverlust zu reduzieren, und andererseits immer sicherere Fahrzeuge zu bauen, hat in den letzten 10 Jahren zur Entwicklung höher- und hochfester Stähle geführt, die gleichzeitig noch ein gutes Kaltumformvermögen haben. Das Potenzial in der Entwicklung zu gut umformbaren Stählen mit hoher Festigkeit ist noch nicht vollkommen ausgeschöpft.
Die Entwicklungstendenzen konzentrieren sich außerdem auf die Verbesserung des Verarbeitungsverhaltens:
- Verbesserung der Umformbarkeit (Dehnung) insbesondere im Festigkeitsbereich oberhalb von 800 MPa
- Verringerung der Streuung der mechanischen Eigenschaften
- Erhöhtes Lochaufweitungsverhalten und verbessertes Abkantverhalten
- Verbesserung des Schweißverhaltens der hochfesten Mehrphasenstähle.
Übersicht der Stahlsorten Bezeichnung Name Norm EN…
unbeschichtet
[elktrol. besch.]
{feuerbesch.}Weiche Stähle DD… 10111 Mikrolegierte Stähle S… MC 10149 HX …LAD+Z {10292} Dualphasen-Stähle HDT…X pr 10338
[10152]
{10346}Ferrit-Bainit-Phasen-Stähle HDT…F pr 10338
[10152]
{10346}Complexphasen-Stähle HDT…C pr 10338
[10152]
{10346}Martensitphasen-Stähle HDT…C pr 10338
[10152]
{10346}Mangan-Bor-Stahl zum Warmumformen 22MnB5-Typ
(s. Hersteller)s. Hersteller Legierte und unlegierte Edelbaustähle diverse diverse Kaltgewalztes Band und Blech
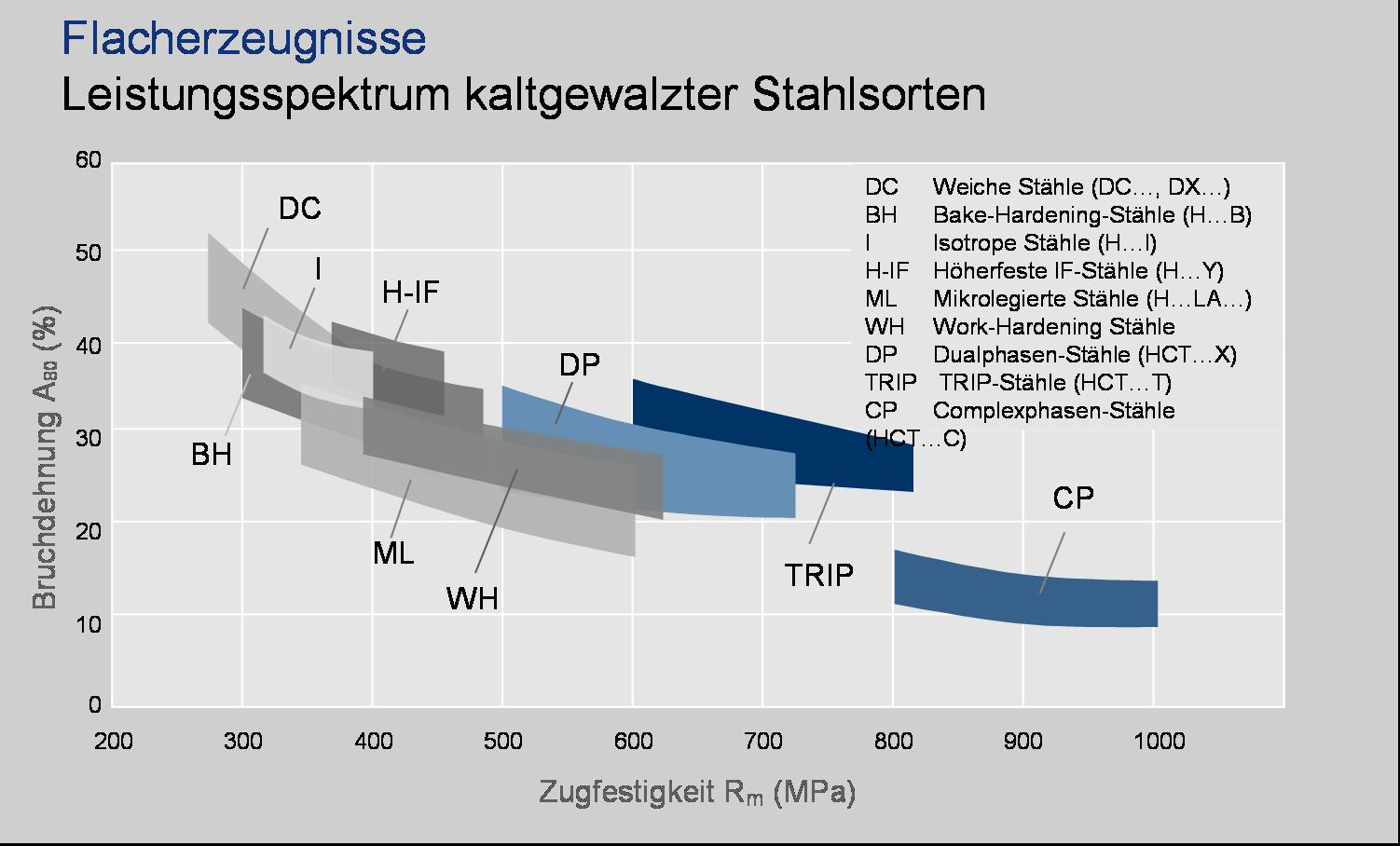
 Leistungsspektrum Kaltgewalzter Stahlsorten
Leistungsspektrum Kaltgewalzter StahlsortenDie Kohlenstoffgehalte reichen von 30 ppm bis etwa 0,35 % bei Breitband und bis 1 % (bei Schmalband). Die Legierungsanteile bewegen sich zwischen 0 über Mikroanteile bis zu üblichen Anteilen von legierten Edelbaustählen (überwiegend bei Schmalband). Die Forderung der Verbraucher insbesondere aus der Fahrzeugindustrie nach Stählen einerseits für den Leichtbau, d. h. der Möglichkeit, bei Stählen mit höherer Festigkeit die Bauteildicke ohne Steifigkeitsverlust zu reduzieren, und andererseits immer sicherere Fahrzeuge zu bauen, hat in den letzten 10 Jahren zur Entwicklung höher- und hochfester Stähle geführt, die gleichzeitig noch ein gutes Kaltumformvermögen haben.
Schwerpunktziele bei den Entwicklungstendenzen sind:
- Erhöhung des Festigkeitsbereiches auf über 1200 MPa
- Ausweitung der Produktpalette Feuerverzinkt bei verbessertem Umformverhalten
- TWIP-Stähle (englisch Twinning induced plasticity) mit Dehnungswerten von über 40 %
- Stähle mit verringertem spezifischen Gewicht
Übersicht der Stahlsorten Bezeichnung Name Norm EN…
unbeschichtet
[elktrol. besch.]
{feuerbesch.}Weiche Stähle DC…
DX…pr10130
[10152]
{10346}Höherfeste IF-Stähle H…Y 10268
[10152]
{10346}Bake-Hardening-Stähle H…B 10268
[10152]
{10346}Höherfeste Streckziehstähle H…I 10268
[10152]
{10346}Mikrolegierte Stähle H…LA… 10268
[10152]
{10346}Work-Hardening-Stähle s. Hersteller s. Hersteller Dualphasen-Stähle HCT…X pr 10338
[10152]
{10346}TRIP-Stähle HCT…T pr 10338
[10152]
{10346}Complexphasen-Stähle HCT…C pr 10338
[10152]
{10346}Mangan-Bor-Stahl zum Warmumformen 22MnB5-Typ
(s. Hersteller)s. Hersteller „Sandwichblech“
Als Sandwichblech wird der Verbund von zwei kaltgewalzten Blechen (je 0,4 bis 1,2 mm) mit einer organischen Zwischenschicht (25 bis 50 µm) verstanden. Schallwellen verursachen in der viskoelastischen Zwischenschicht in innere Reibung, so dass die Schwingungsenergie in mechanische Energie und damit letztendlich als Wärme „umwandelt“. Dadurch ergibt sich eine Körperschalldämpfung von bis zu 20 Dezibel. Dementsprechend wird dieses Produkt zum Beispiel im Fahrzeugbau eingesetzt (zum Beispiel Ölwannen, Stirnwände) oder in anderen Bereichen des Lärmschutzes (zum Beispiel Container für Glasrecycling). Für die Deckbleche können (auch in Kombination) die o. a. Stahlsorten eingesetzt werden. Zusätzlich sind Oberflächenbeschichtungen möglich.
Oberflächenbeschichtungen und Bandbehandlungsverfahren
Aufgrund seiner Affinität zum Sauerstoff muss Stahl gegen Oxidation (Rost) aus funktionalen und ästhetischen Gründen geschützt werden. Dieser Schutz erfolgt durch Aufbringen von metallischen und/oder organischen Beschichtungen, die als Barriere den Zutritt von Sauerstoff und korrosiven Medien unterbinden. Zusätzlich wird durch die metallischen Überzüge mit unedleren Metallen als Eisen aber auch ein kathodischer Korrosionsschutz an Verletzungen oder Fehlstellen des Überzuges erzielt.
Die Beschichtungen werden großtechnisch in kontinuierlichen Beschichtungsanlagen beim Stahlhersteller je nach Anforderungen gezielt in unterschiedlichen Dicken von einigen bis 50 µm aufgebracht. Sie bestehen entweder aus:
- einem Metall, das unedler als der Stahl ist, zum Beispiel Zink, Zinn (kathodischer Schutz und Barrierewirkung) oder edler als Stahl, zum Beispiel Chrom, Nickel (Barrierewirkung und Ästhetik) . Der Auftrag erfolgt durch elektrolytische Metallabscheidung (elektrolytische Beschichtung) oder durch Tauchen des Stahls in das geschmolzene Auftragsmetall oder die Auftragslegierung (Schmelztauchbeschichtung).
- Lack, der mit Auftragsrollen (Rollcoater) aufgebracht wird.
- der Kombination von Metall und Lack.
Die Überzüge aus Metall sind schweißgeeignet, z. T. auch die dünnen Lackschichten und umformbar, beides bei Anpassung der Parameter an die Oberfläche.
Der aktive (kathodische) und der passive (Barriere) Korrosionsschutz von Stahl ist aus Sicht der Bauteilfunktion und Ökonomie das primäre Ziel der Oberflächenveredelung. Darüber hinaus ermöglichen weiterentwickelte, moderne Beschichtungstechnologien auch Oberflächen mit dekorativer, funktioneller und ästhetischer Wirkung herzustellen. Darunter versteht man das optische Erscheinungsbild der Oberfläche durch Oberflächenstrukturen, Rauheit oder Glanz und vor allem Farbe zu gestalten. Letzteres wird durch so genanntes Bandlackieren von unverzink]ten oder meist mit Zink oder Zinklegierungen beschichteten Stahlbändern in Bandbeschichtungsanlagen erzielt. Durch die Oberflächenveredelung werden aber auch weitere funktionelle Eigenschaften erreicht. Etwa solche wie selbstreinigende Oberflächen, antibakterielle Eigenschaften oder ein niedriger Reibwert zur Unterstützung des Umformvorganges beim Verarbeiter, durch dünnste anorganische (zum Beispiel Zinkphosphatschichten) oder organische Filme. Beide Beschichtungen sind als Haftschichten für einen weiteren Lacküberzug geeignet.
Die wichtigsten Absatzmärkte für oberflächenveredelte Feinbleche sind die Bau-, Hausgeräte- und Automobilindustrie, wobei letztere die Haupttriebfeder für den technologischen Fortschritt in den letzten 25 Jahren war. Die starken Korrosionsbelastungen am Fahrzeug durch verstärkten Einsatz von Streusalz haben dazu geführt, dass der Korrosionsschutz der Stahlbleche durch Beschichtung mit Zink- oder Zinklegierungsüberzügen und organischen Korrosionsschutzprimern laufend verbessert werden musste.
Damit konnten die Korrosionsschutzgarantien der Automobilhersteller trotz forciertem Stahlleichtbau (reduzierte Blechdicken) laufend auf die heute bei den meisten Herstellern gewährten Korrosionsschutzgarantien von weit über 10 Jahren gesteigert werden.
Dementsprechend ist der Anteil oberflächenveredelter Stahlbänder für den Einsatz im Karosseriebau auf durchschnittlich über 80 % – bei manchem Hersteller auch auf 100 % – angestiegen.
Elektrolytische Beschichtungen
Diese Beschichtung wird in einem vollkontinuierlichen Prozess mit Schichtdicken von typischerweise 5; 7,5 und 10 µm Zink aufgetragen, wobei sie wahlweise ein- oder beidseitig – mit gleicher oder unterschiedlicher Schichtdicke -erfolgen kann (zum Beispiel ZE 75/75: beidseitig verzinkt mit Nennauflagen von je Seite 7,5 µm). Die Beschichtung ist fest haftend, gut umformbar, schweißgeeignet und erfüllt die höchsten Oberflächenansprüche der Automobil- und Hausgeräteindustrie. Das Feinblech ist zur Vermeidung von Weißrostbildung üblicherweise geölt, auf Wunsch zur Steigerung der Umformeignung mit Spezialölen. Auch eine Vorphosphatierung ist möglich, die ebenfalls die Weißrostbildung reduziert und die Umformeignung erhöht.
Schmelztauchbeschichtungen
Die Schmelztauchbeschichtungen (wie Bandverzinkung, Feuerverzinkung oder Sendzimirverzinkung) ist ebenfalls vollkontinuierlich. Im Gegensatz zum elektrolytischen Verfahren handelt es sich hier um eine Kombination mehrerer Herstellungsschritte (rekristallisierendes Glühen, Beschichten und Dressieren) in einer Anlage. Die Beschichtung erfolgt dadurch, dass das gewalzte Band in einem Durchlaufofen rekristallisierend geglüht und anschließend durch das schmelzflüssige Beschichtungsbad geführt wird. Die individuell einstellbaren Schichtdicken liegen typischerweise zwischen 7 und 20 µm (zum Beispiel Z100, Gesamtauflagegewicht 100 g/m² entsprechend ca. 7 µm je Seite), eine einseitige Beschichtung wie beim elektrolytischen Verzinken ist nicht möglich, jedoch in Grenzen unterschiedliche Dicken je Seite.
Neben den gebräuchlichsten Reinzinküberzügen (Z), mit etwa 0,5 % Al in der Schicht, gibt es noch folgende für Spezialanwendungen gebräuchliche Zinklegierungsüberzüge:
- Zink – 5 % Aluminium (ZA), Galfan® (engl. galvanised fantastique)
- Zink 92 % – Magnesium, Aluminium (ZM)
- Zink – 55 % Aluminium (AZ), Galvalume® (engl. galvanised and aluminised)
- Zink – 10 % Eisen (ZF), Galvannealed (engl. galvanised and annealed)
Weiters sind großtechnisch auch Aluminiumüberzüge (AS) mit typischerweise 10 % Silicium und Zink – Eisenüberzüge (FZ) mit über 50 % Eisen bei pressgehärtetem Stahl im Einsatz.
Diese Überzüge haben jeweils unterschiedliche Eigenschaftskombinationen in Korrosions-, Umform- und Schweißverhalten. Durch eine breite Palette beschichtbarer Werkstoffe ist für den Verarbeiter eine optimale Werkstoffauswahl für den konkreten Anwendungsfall möglich.
Das beschichtete Feinblech ist zur Vermeidung der Weißrostbildung üblicherweise geölt, auf Wunsch zur Steigerung der Umformeignung mit Spezialölen. Auch eine Vorphosphatierung ist möglich, die ebenfalls die Weißrostbildung reduziert und die Umformeignung erhöht. Die Anwendungsbereiche sind mannigfaltig und reichen von der Bau – über die Automobil – bis zur Hausgeräteindustrie.
Organische Beschichtungen
Auch bei der organischen Beschichtung handelt es sich um einen vollkontinuierlichen Prozess: in einer Anlage wird nach einer chemischen Reinigung eine Konversionsschicht (< 1 µm) als Haftvermittler für die Lackschicht aufgetragen (Spritz-, Tauch- oder Rollcoater-Verfahren). Das zu beschichtende Feinblech kann dabei ohne oder mit metallischem Überzug sein. Danach erfolgt die Auftragung der ersten Lackschicht, des Primers (etwa 5 µm) und dann des Decklackes (etwa 20 µm). Beide werden nach dem Walzenauftrags- oder Rollcoater-Verfahren aufgebracht, wobei nach jedem Prozessschritt eine Trocknung bei 200–250 °C erfolgt. Die organische Beschichtung erfolgt zumeist beidseitig mit einer zweischichtig lackierten Dekorseite und einer einschichtig (Primer) lackierten Rückseite. Das bandbeschichtete Material ist so gebrauchsfertig und bedarf keiner weiteren Lackierung beim Endverbraucher mehr. Das bedeutet, dass die Oberflächeneigenschaften wie Farbe, Glanz oder Struktur im bestellten Endzustand für den das Bauteil geliefert werden, die Verarbeitung zum Bauteil selbst aber erst nach der Beschichtung erfolgt (finish first – fabricate later). Das beschichtete Blech ist unter Anpassung der Umformparameter verformbar jedoch nicht schweißgeeignet. Es wird hauptsächlich angewendet in der Bau-, Hausgeräte- (Weiße Ware) und Phono-/Computerindustrie (Braune Ware).
Des Weiteren wird verzinktes Blech beschichtet mit einem schweißgeeigneten, einige Mikrometer dünnen Korrosionsschutzprimer in der Automobilindustrie zur Erhöhung des Korrosionsschutzes in Flanschen und Hohlräumen eingesetzt.
Entwicklungstendenzen
Entwicklungsschwerpunkte sind:
- die Sicherstellung der Verzinkbarkeit bei den höher- und hochfesten Stählen im Schmelztauchprozess
- Erhöhung des aktiven und passiven Korrosionsschutzes durch sowohl neuartige metallische Überzüge (neue Legierungen, neue und weiterentwickelte Verfahren) als auch durch neue aktive Korrosionschutzsyteme (zum Beispiel Einlagerung von Nanokapseln mit Korrosionschutzinhibitoren)
- Verbesserung der Verarbeitungseigenschaften insbesondere der Schweißeignung für das Laserstrahl- und Widerstandsschweißen
- Beschichtungen für warmumformbare Stähle zum Schutz vor Oxidation während des Warmumformprozesses und gegenüber Korrosion am fertigen Bauteil
- Bei organisch beschichtetem Feinblech selbstreinigende, antibakterielle Beschichtungen, Beschichtungen mit speziellen optischen Effekten (irisierende Decklacke), Antifingerabdruck- und Antigraffiti sowie kratzfesten Beschichtungen
- Weiterentwicklung der Korrosionschutzprimer hinsichtlich optimalem, bauteilgerechten Korrosionsschutz bei weiter verbesserten Verarbeitungseigenschaften, insbesondere der Schweißeignung
- Entwicklungen zum Einsatz von bandlackierten – vorgrundierten und/oder vorgefüllerten – Feinblechen im Karosseriebau, gemeinsam mit Automobil- und Automobilzulieferfirmen
Werkstoffauswahl für spezielle Anwendungen
Die Werkstoffauswahl erfolgt sowohl nach den Verarbeitungsanforderungen als auch nach den Gebrauchseigenschaften des Bauteils in seinen vorgesehenen Anwendungen. Beide sind einzeln oder in Kombination von Fall zu Fall unterschiedlich und bedürfen einer sorgfältigen Analyse. Damit ergibt sich, dass es nicht sinnvoll ist, gemeinsame Anforderungsprofile für die Werkstoffauswahl bei unterschiedlichen Anwendungsfällen aufzustellen.
Die Kriterien der Werkstoffauswahl aus dem Gesichtspunkt wesentlicher Anforderungen der Automobilindustrie für den Karosserieeinsatz sind heute vor allem:
- Leichtbaumöglichkeit
- Crashbauweise
- Design- und Gestaltfreiheit
- Fußgängerschutz
- Langlebigkeit
- Oberflächenfinish
Daraus abgeleitet ergeben sich die Verarbeitungsanforderungen und Gebrauchseigenschaften an den Werkstoff resp. Bauteil wie folgt:
- Umformbarkeit
- Fügbarkeit
- Thermische Verfahren (Widerstands- und Laserschweißen)
- Mechanische Verfahren (Clinchen)
- Chemische Verfahren (Kleben)
- Festigkeit
- Steifigkeit
- Betriebsfestigkeit (zyklisch)
- Crashfestigkeit
- Duktilität
- Beulsteifigkeit/-festigkeit
- Lackierbarkeit
- Korrosionsbeständigkeit
Darüber hinaus sind die Werkstoff- bzw. Bauteilkosten und Verarbeitungskosten ein weiteres Kriterium der Werkstoffauswahl.
Weiterverarbeitung
Den vom Verarbeiter bestellten Stahl liefert der Stahlhersteller üblicherweise als aufgewickeltes Band (coil), auf Wunsch auch über Stahlservicecenter als geschnittenes Blech (Maße: Wunschbreite mal Wunschlänge). Das Coil ist bei Anlieferung aus Gründen des Transportschutzes (mechanische Beschädigung, Korrosion) verpackt. Die Verarbeitung des Stahls erfolgt individuell und richtet sich sowohl nach der Verwendung als auch nach den zur Verfügung stehenden Verarbeitungsaggregaten, wobei die Folge der Verarbeitungsschritte prinzipiell bei den verschiedenen Verarbeitern gleich ist. Bei der Automobilindustrie sind es:
- Erster Arbeitsschritt: Abwickeln und Richten des Bandes sowie Blech- oder Formplatinenzuschnitt. Das zu einem Coil gewickelte Band wird abgewickelt, geebnet und je nach Erfordernis das Blech oder die Platine (Formzuschnitt) geschnitten.
- Zweiter Arbeitsschritt: Bauteilfertigung (Umformen, Schneiden). In einer Presse (meist Mehrstufenpresse) erfolgt die Umformung (Streckziehen, Tiefziehen). Dabei richten sich die Umformparameter (Niederhalterkraft, Stempelradien, Umformgeschwindigkeit) nach der eingesetzten Stahlsorte, die Oberflächenbeschichtung und der Bauteilgeometrie. Moderne Analysenmethoden erlauben eine Simulation der Umformung am Computer.
- Dritter Arbeitsschritt: Fügen mehrerer umgeformter Teile zu einer Baugruppe.
- Vierter Arbeitsschritt: Fügen der Baugruppen zur Rohkarosse. Hier werden Bauteile zu Bauteilgruppen (zum Beispiel die Bauteile Türinnen- und Türaußenblech und Türaufnahme) zusammengebaut und die verschiedenen Bauteilgruppen zur Rohkarosse. Der Zusammenbau erfolgt durch Fügeverfahren wie Schweißen (überwiegend Punktschweißen, in zunehmenden Umfang auch Laserschweißen), Löten (geringer Umfang) Clinchen und Kleben.
- Fünfter Arbeitsschritt: Lackieren der Rohkarosse sowie sekundäre Korrosionsschutzmaßnahmen. Aus Gründen des Korrosionsschutzes aber auch aus ästhetischen und Marketing – Gründen wird die Rohkarosse in der Lackiererei lackiert Dazu müssen die Oberflächen von Ölen, Fetten Staub und Metallabrieb gereinigt werden. Die Reinigung erfolgt in einer Prozessfolge mit dem Phosphatieren, das heißt dem Aufbringen einer Phosphatschicht als Haftvermittler für den Lack in einer mehrstufigen Durchlauf-Spritz/Tauch-Anlage. Nach dieser Vorbehandlung wird die erste Lackschicht nass in nass aufgebracht und zwar nach dem KTL-Verfahren (kataphoretische Tauchlackierung oder Elektrotauchlackierung) in einem Tauchbecken ebenfalls im Durchlaufverfahren. Durch die elektrophoretische Abscheidung des Lackes auf der Karosse wird gewährleistet, dass sich dünne und gleichmäßige Lackschichten von 15–20 µm auch an verwinkelten Stellen und selbst in Hohlräumen bilden. Anschließend wird der Lack bei 180 °C eingebrannt (getrocknet). Die Auftragung der weiteren Lackschichten (Füller, Decklack, bei Metalliclackierung auch Klarlack) erfolgt in Spritzkabinen mittels Spritzrobotern.
- Sechster Arbeitsschritt: Zusammenbau (Montage des Automobils). Der Zusammenbau der fertig lackierten Rohkarosse mit den An- und Einbauteilen zum gebrauchsfertigen Automobil erfolgt in der so genannten Montage.
Literatur
- Stahlfeinblech für den Automobilbau, Bibliothek der Technik Band 202, Verlag Moderne Industrie, Landsberg/Lech, 2000, ISBN 3-478-93163-0.
Weblinks

Wikimedia Foundation.