- Magnetpulverprüfung
-
Die Magnetpulverprüfung (auch Magnetpulverrissprüfung, Fluxprüfung oder Fluxen genannt) ist ein Verfahren zum Nachweis von Rissen in oder nah der Oberfläche ferromagnetischer Werkstoffe.
 Feldlinien
Feldlinien
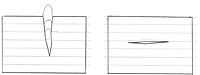
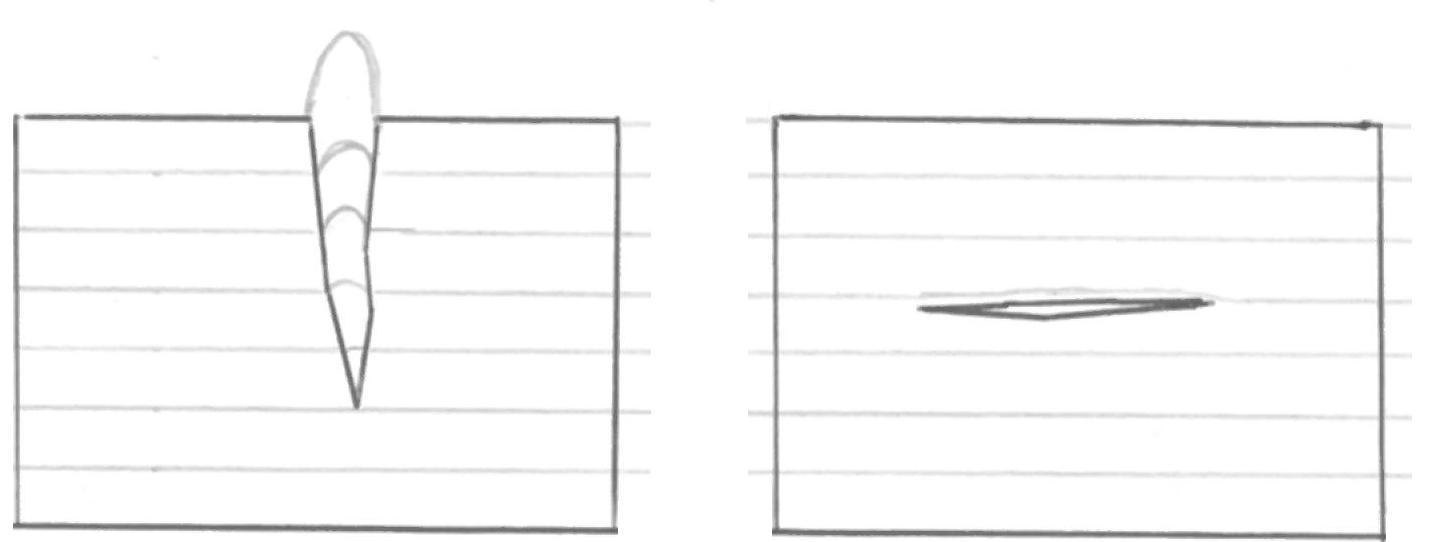
Für die Prüfung muss das Werkstück magnetisiert werden. Bei großen Werkstücken, bei denen eine komplette Magnetisierung nicht möglich ist, wird nur der zu prüfende Teilbereich magnetisiert. Die durch die Magnetisierung entstehenden Feldlinien verlaufen parallel zur Oberfläche. Risse und oberflächennahe Fehlstellen, die quer zu den Feldlinien liegen, erzeugen ein magnetisches Streufeld. Das heißt, die Feldlinien treten auf der einen Seite der Fehlstelle aus dem ferromagnetischen Material aus und auf der anderen Seite wieder ein. Das hat die Entstehung von Magnetpolen zur Folge. Wird nun Eisenpulver über dieses Streufeld verteilt, sammelt es sich an der Fehlstelle an, weil es durch den magnetischen Effekt angezogen wird. Risse, die parallel zu den Feldlinien verlaufen, erzeugen kein Streufeld und können somit nicht nachgewiesen werden. Poren und Risse unterhalb der Oberfläche können nur bis zu einer gewissen Tiefe lokalisiert werden.
Es gibt unterschiedliche Verfahren zur Magnetisierung von Bauteilen.
Inhaltsverzeichnis
Stromdurchflutung
 Stromdurchflutung
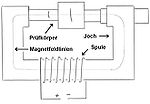
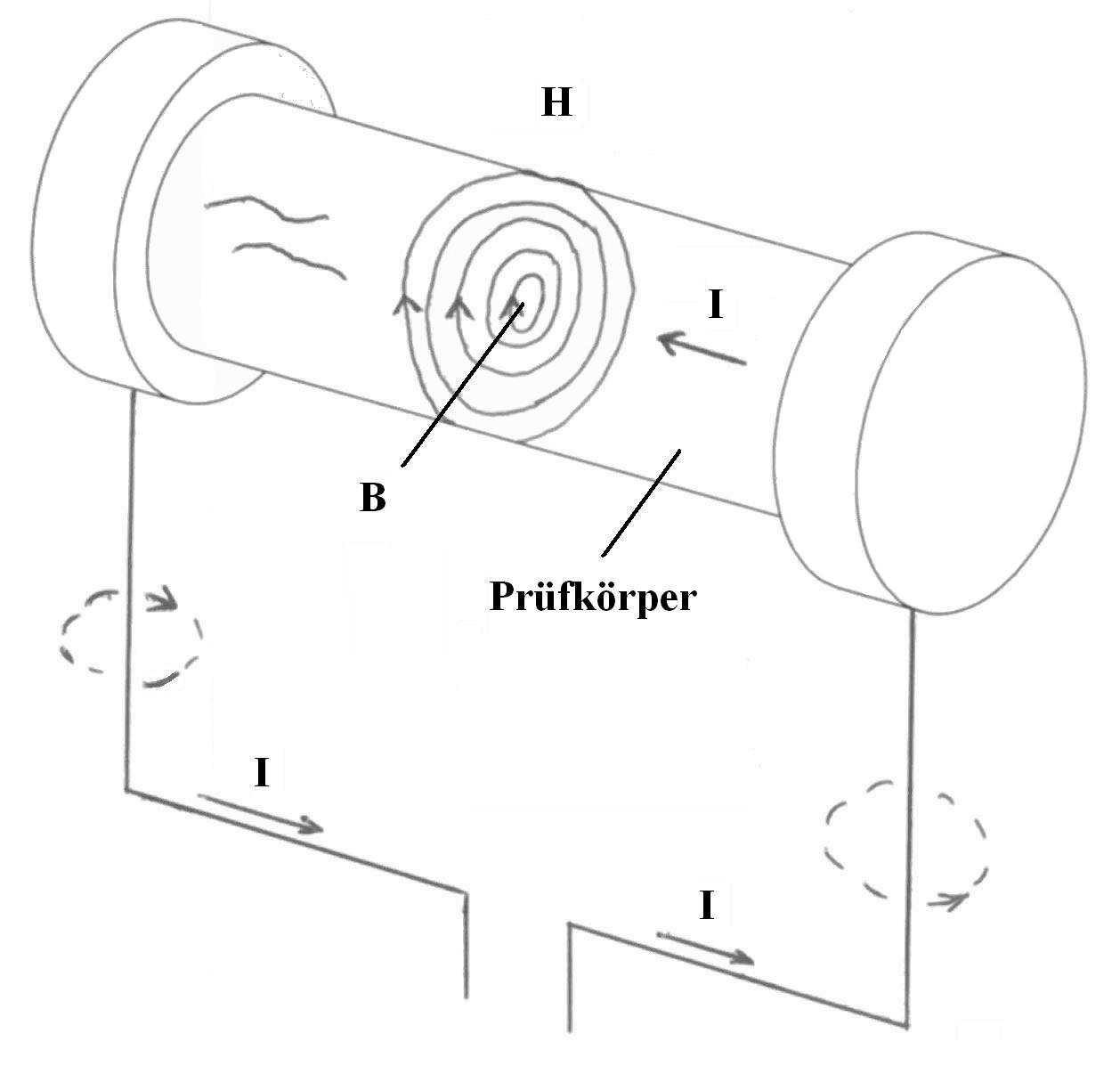
StromdurchflutungBei der Stromdurchflutung wird das zu prüfende Werkstück von einem Strom durchflossen. Dieser Strom erzeugt ein ringförmiges Magnetfeld. Risse in Längsrichtung auf dem Prüfkörper liegen somit senkrecht zu den Magnetfeldlinien und erzeugen das nötige Streufeld.
Anders ausgedrückt: Die Stromdurchflutung bringt "Längsrisse" zur Anzeige
Felddurchflutung
 Felddurchflutung
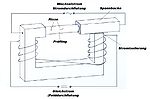
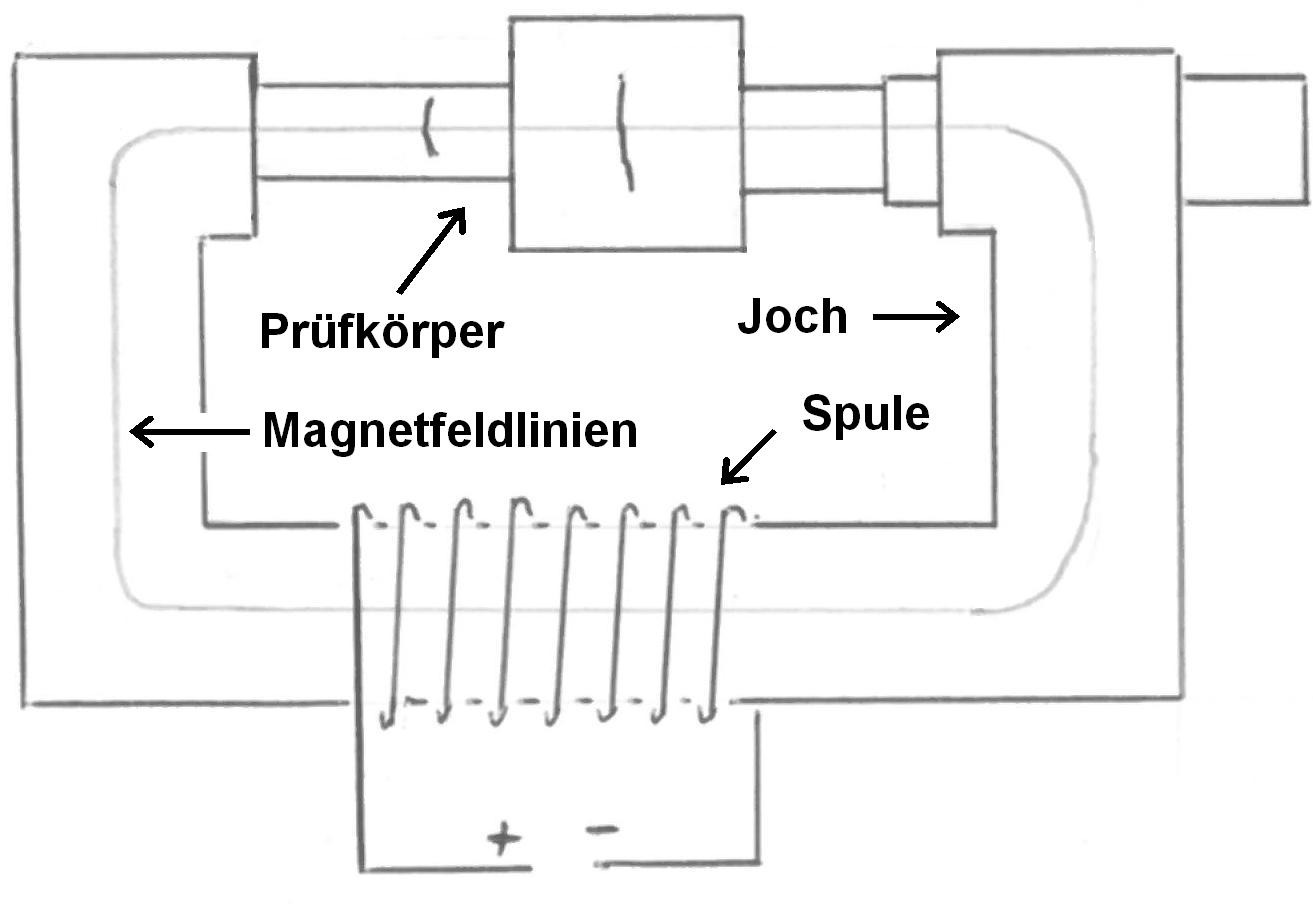
FelddurchflutungIm Unterschied zur Stromdurchflutung entsteht bei der Felddurchflutung ein magnetischer Fluss im Prüfgegenstand ohne dass in ihm Strom fließt.
Mit Hilfe einer oder mehrerer stromdurchflossener Spulen wird in einem U-förmigen Eisenjoch ein Magnetfeld erzeugt. In diesem Eisenjoch wird das Werkstück eingespannt. Dadurch entsteht ein Magnetfeld in Längsrichtung zum Bauteil. Quer dazu liegende Risse, "Querrisse", bilden einen Streufluss und werden angezeigt.
Kombiniertes Verfahren
 Kombiniertes Verfahren
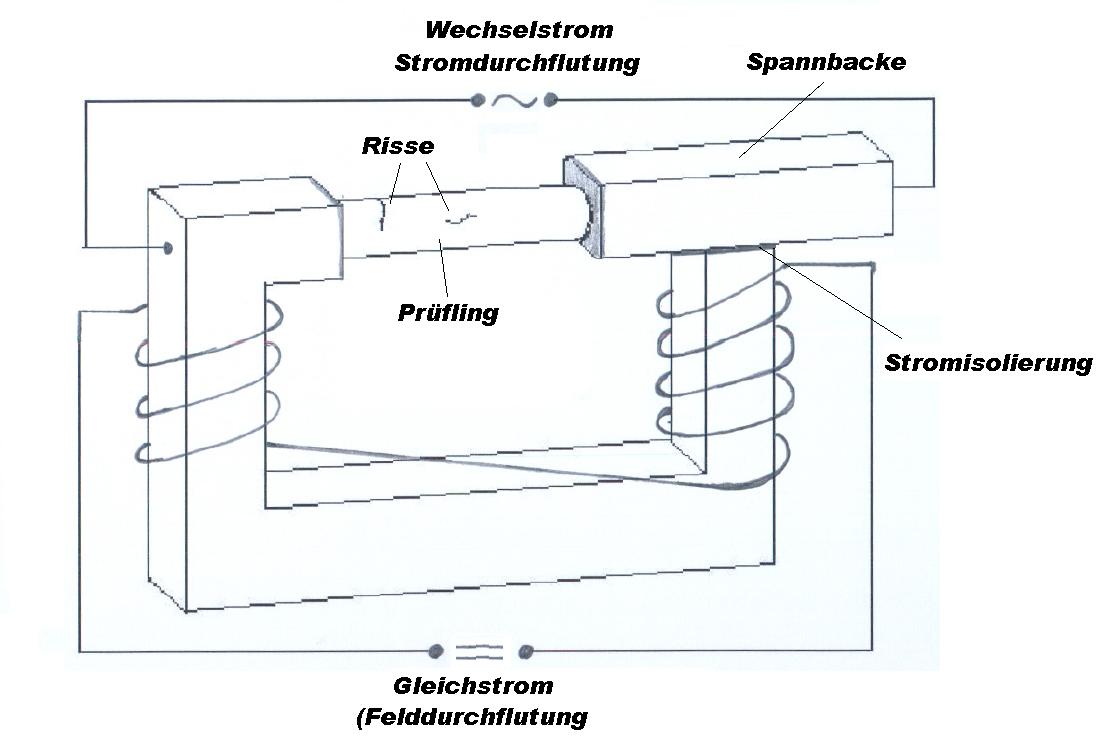
Kombiniertes VerfahrenBei vielen Prüflingen lassen sich nicht nur Risse einer bestimmten Vorzugsrichtung erwarten. Dann sind entweder mehrere Prüfungen, das heißt auch mehrere Betrachtungen hintereinander oder kombinierte Rissprüfverfahren anzuwenden.
Die apparativ einfachste Kombination besteht aus einer Gleichstrom-Jochmagnetisierung und einer Wechselstromdurchflutung. Die Prüfgeräte sind so ausgeführt, dass über die Pole des magnetischen Joches gleichzeitig der Strom in das Werkstück eingeleitet wird. Dabei ist das magnetische Joch einmal elektrisch zu unterbrechen, um einen Nebenschluss zu verhindern.
Optische Anzeige des Risses
 Fluoreszierende Rissanzeige
Fluoreszierende RissanzeigeBei der Magnetpulver-Rissprüfung erfolgt das Aufbringen der Eisenteilchen während der Magnetisierung. Feine pulverförmige Teilchen, häufig ferromagnetische Eisenoxide, lassen auch feinste Haarrisse erkennen. Die Pulverteilchen werden in geeigneten Flüssigkeiten, wie zum Beispiel Wasser, aufgeschwemmt und während der Magnetisierung über den Prüfgegenstand gegossen oder gesprüht.
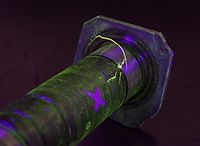
Heutzutage wird die Magnetpulver-Rissprüfung mit fluoreszierenden Prüfmitteln durchgeführt. Dabei sind die anzeigenden magnetischen Pulverteilchen fest und dauerhaft mit Farbpigmenten verbunden, die bei Bestrahlung mit Licht in dem Wellenlängenbereich zwischen ca. 300 - 500 nm hell gelb, grün oder rot aufleuchten. Die dadurch entstehende Kontrastverbesserung ermöglicht eine deutlich besseres Erkennen des Risses.
Beleuchtung
 Magnetpulverprüfgerät
MagnetpulverprüfgerätIn der Industrie sind die Betrachtungsbedingungen von Prüfkörpern in einer Norm festgelegt (EN ISO 3059). Daraus geht hervor, das die Prüfung mit fluoreszierenden Prüfmitteln mit einer UV-A-Strahlung (315 nm bis 400 nm) unter Verwendung einer Quelle mit einer nominellen maximalen Intensität der Strahlung bei 365 nm durchgeführt werden muss. Nach heutigem Stand der Technik stehen auch andere Beleuchtungsmethoden zur Verfügung. Besonders seit der raschen Entwicklung der LED-Technik setzt sich die Verwendung von Blaulicht durch. Bei dieser Methode wird das Blaulicht, ähnlich dem Prinzip wie bei der Fluoreszenzmikroskopie, wieder herausgefiltert.
Wegen der Entwicklung anderer Beleuchtungsmethoden bei dem Magnetpulververfahren wird über eine Änderung der Norm diskutiert. Die neuen Methoden, weg vom UV, haben große gesundheitliche Vorteile. UV-Licht schädigt nicht nur die Haut des Prüfpersonals sondern auch deren Augen. Bekannte Schädigungen durch künstliches UV-Licht sind der Katarakt (auch Grauer Star genannt), Schneeblindheit und der allgemein bekannte Sonnenbrand. Die Diskussion um das UV-Licht aus gesundheitlicher Sicht wird momentan besonders interessant, da darüber diskutiert wird, die Schädigungen des Personals durch künstliches UV-Licht als Berufskrankheit anzuerkennen.
Der momentane Stand der Technik bei der Anregung von Fluoreszenz ohne UV-Licht ist blaues Licht. Blaues Licht, mit einer Wellenlänge zwischen ca. 400 und 480 nm, regt die Fluoreszenz nachweislich genauso gut an, wie UV-Licht mit derselben Bestrahlungsstärke.
Die Magnetpulverprüfung gehört zu den zerstörungsfreien Prüfverfahren.
Normen für die Magnetpulverprüfung
- DIN 25435-2, Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 2: Magnetpulver- und Eindringprüfung
- DIN EN 1330-7, Zerstörungsfreie Prüfung - Terminologie - Teil 7: Begriffe der Magnetpulverprüfung
- DIN EN 1369, Gießereiwesen - Magnetpulverprüfung
- DIN EN 10228-1, Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 1: Magnetpulverprüfung
- DIN EN 10246-12, Zerstörungsfreie Prüfung von Stahlrohren - Teil 12: Magnetpulverprüfung nahtloser und geschweißter ferromagnetischer Stahlrohre zum Nachweis von Oberflächenfehlern
- DIN EN 10246-18, Zerstörungsfreie Prüfung von Stahlrohren - Teil 18: Magnetpulverprüfung der Rohrenden nahtloser und geschweißter ferromagnetischer Stahlrohre zum Nachweis von Dopplungen
- DIN EN ISO 3059, Zerstörungsfreie Prüfung - Eindringprüfung und Magnetpulverprüfung - Betrachtungsbedingungen
- DIN EN ISO 9934-1, Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 1: Allgemeine Grundlagen
- DIN EN ISO 9934-2, Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 2: Prüfmittel
- DIN EN ISO 9934-3, Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 3: Geräte
- DIN EN ISO 17638, Zerstörungsfreie Prüfung von Schweißverbindungen - Magnetpulverprüfung
- DIN EN ISO 23278, Zerstörungsfreie Prüfung von Schweißverbindungen - Magnetpulverprüfung von Schweißverbindungen - Zulässigkeitsgrenzen
Weblinks


Wikimedia Foundation.