- Eloxiert
-
Das Eloxal-Verfahren [elɔˈksaːl] (von Eloxal, Abkürzung für elektrolytische Oxidation von Aluminium) ist eine Methode der Oberflächentechnik zur Erzeugung einer oxidischen Schutzschicht auf Aluminium durch anodische Oxidation. Dabei wird im Gegensatz zu den galvanischen Überzugsverfahren die Schutzschicht nicht auf dem Werkstück niedergeschlagen, sondern durch Umwandlung der obersten Metallzone ein Oxid bzw. Hydroxid gebildet. Es entsteht eine 5 bis 25 Mikrometer dünne Schicht, die vor Korrosion schützt – die natürliche Oxidschicht des Aluminiums beträgt lediglich wenige nm[1].
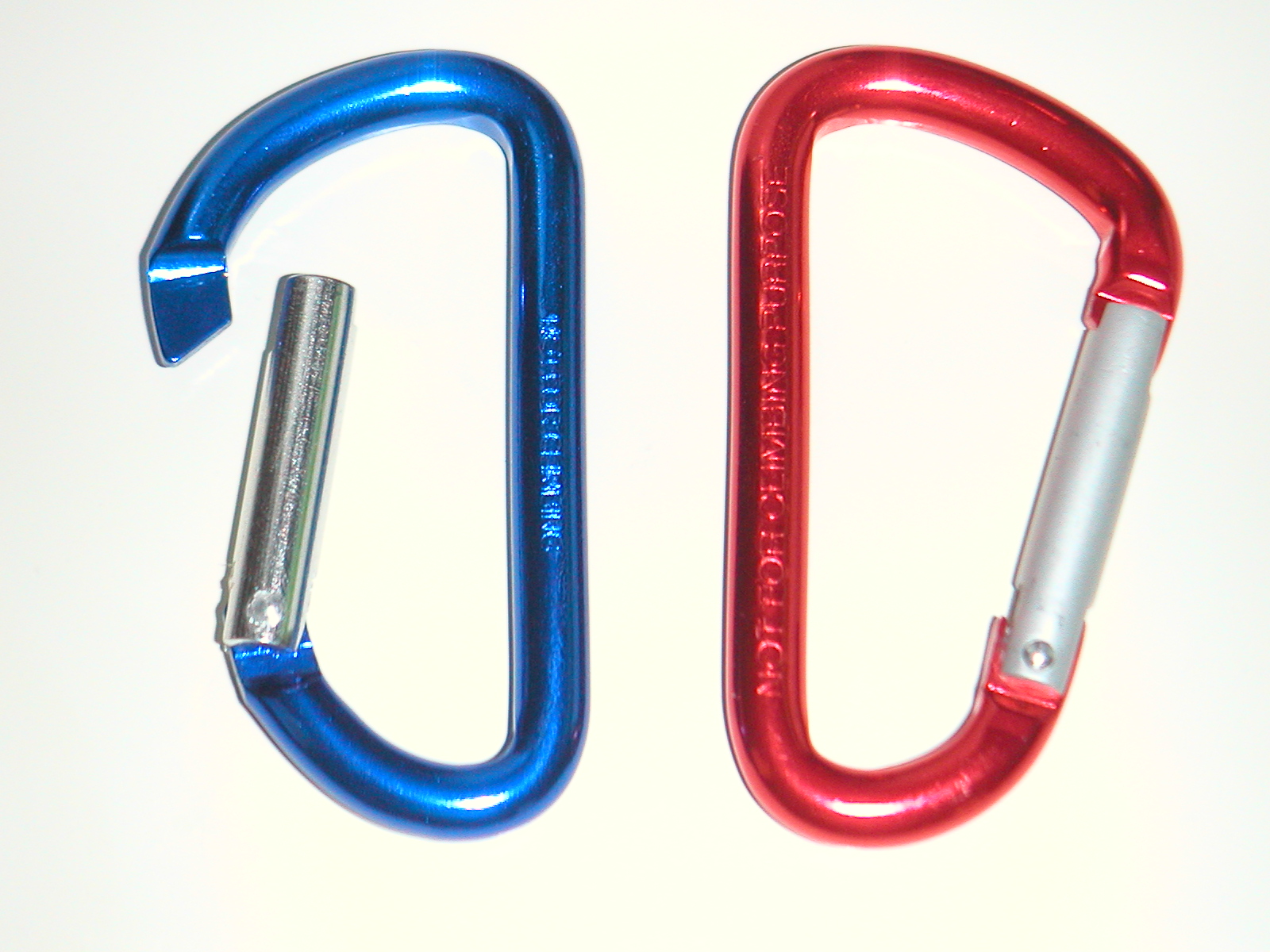
 Verschieden eingefärbte Eloxal-Schicht auf Aluminium
Verschieden eingefärbte Eloxal-Schicht auf AluminiumInhaltsverzeichnis
Das Verfahren
Die Vorbehandlung
Zunächst werden die Aluminiumteile vorbehandelt, d. h. entfettet und gebeizt. Weil Aluminium amphoter und sowohl in Säuren als auch in Laugen löslich ist, wird meist mit Schwefelsäure und Natronlauge gebeizt, auch um die dünne, natürliche Oxidschicht zu entfernen. Die dabei entstehenden aluminiumhaltigen Säuren (Aluminiumsulfat-Lösung) und Laugen (Natriumaluminat-Lösung) sind Sekundärrohstoffe und werden in den industriellen Al-Kreislauf zurückgeführt. In einigen Eloxal-Anlagen werden sie auch neutralisiert und der dabei entstehende Aluminiumhydroxid-Filterkuchen ebenfalls als Al-Rohstoff verwertet.
Das Eloxieren
Nach der Oberflächen-Vorbehandlung erfolgt das eigentliche Eloxieren. Zuweilen wird dann die frische poröse Schicht mit Farbstoffen gefärbt, und schließlich folgt das Verdichten, üblicherweise einfach mit heißem Wasser oder Dampf. Es gibt auch die Möglichkeit des chemischen Verdichtens, das meist in Kombination mit Dampfverdichten eingesetzt wird.
Das Eloxal-Verfahren bedient sich der Elektrolyse. Die Kathode (negative Elektrode) zerlegt das in der Säure enthaltene Oxonium (H3O+) in Wasserstoff und Wasser. Der Wasserstoff wird frei.
An der Anode (positive Elektrode) findet nach einem Zwischenschritt (1) die Oxidation (2) von Aluminium zu Aluminiumoxid statt. Die Säure wird nur zur Erhöhung der elektrischen Leitfähigkeit verwendet und ist an der Reaktion nicht beteiligt.
Die Gesamtreaktion kann, wie folgt, beschrieben werden:
Das elektrolytische Verfahren wird üblicherweise mittels Gleichstrom (im Folgenden betrachtet) in Schwefelsäure- oder Oxalsäure-Elektrolyten durchgeführt. Es kann aber auch mit Wechselstrom (Ematal-Verfahren) oder mit Hilfe einer Verbindung beider Stromarten durchgeführt werden.
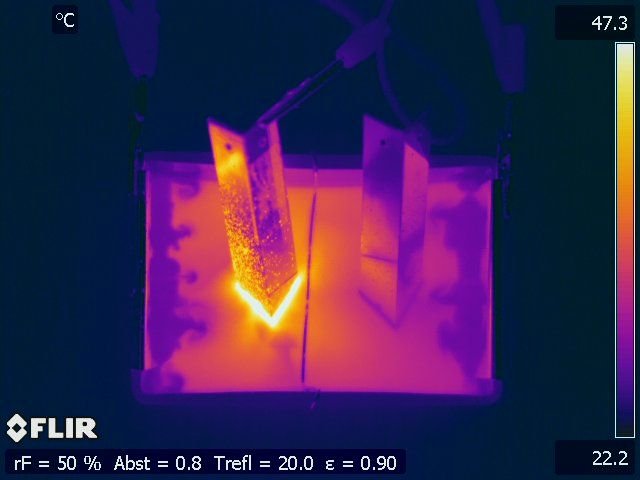
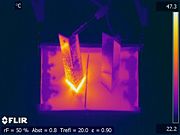 Thermographiebild eines Eloxierversuches
Thermographiebild eines EloxierversuchesBei der Gleichstromvariante wird das Aluminium als Anode geschaltet, man nennt daher das Verfahren auch Anodisieren. Die Gegenelektrode besteht meistens aus einem Material, das vom Elektrolyten nicht angegriffen wird. Die Oxidation von Aluminium mit dem Eloxal-Verfahren kann auf drei Arten vorgenommen werden:
- Eintauchverfahren in ruhenden Bädern: die Werkstücke werden ganz oder teilweise in das Oxidationsbad eingetaucht; die Stromquelle ist am Werkstück und an der im Bad tauchenden Gegenelektrode befestigt.
- Spritzverfahren: das Werkstück und eine bewegliche Düse, woraus der Elektrolyt austritt, werden an die Stromquelle angeschlossen.
- Durchlaufverfahren in ruhenden Bädern: Drähte, Bänder, u. ä. werden durch das Oxidationsbad gezogen; die Stromquelle ist wie bei 1. angeschlossen.
Eloxiertes und anschließend gefärbtes Aluminium sollte möglichst im zweistufigen Versiegelungsverfahren behandelt werden, um ein Ausbluten der Farbstoffe zu vermeiden. Stufe 1 im Nickelacetatbad 15 min bei 60 °C. Stufe 2 im Heißwasserbad 3 min/µm Schichtdicke.
Die erzeugten Schichten können hart, mittelhart und weich sein. Dies hängt von den Oxidationsbedingungen ab. Die Oxidationsbedingungen, die Wahl des Elektrolyten und dessen Zusätze haben auf die Güte und Art der Schicht Einfluss. Somit ist man in der Lage, die Schicht dem jeweiligen technischen Verwendungszweck anzupassen.
Die Schicht
Die Oxidationsschicht
Voraussetzungen zur Erzielung einwandfreier Schichten:
- Möglichst homogenes Gefüge des Metalls (Ungleichmässigkeiten übertragen sich auf die Oxidschicht)
- Keine Einschlüsse fremder Metalle (Einschlüsse können unter Einwirkung des Stroms zu einer Schädigung des Metalls führen.)
Schichtbildungsvorgänge
Die Schichtbildungsvorgänge werden beeinflusst durch:
- Wahl des Elektrolyten, seine Konzentration und Temperatur
- Stromart (Gleichstrom, Wechselstrom)
- Stromdichte
- Spannung und Dauer der Behandlung
Starken Einfluss üben auch Temperaturveränderungen aus. Die Dauer der Behandlung hängt direkt mit der Schichtdicke zusammen. In den Elektrolyten werden manchmal Zusätze gemischt, welche auf die Zusammensetzung der Oxidschichten einwirken. Der Grundstoff der Schicht bleibt jedoch immer Aluminiumoxid. Durch Zusätze zum Elektrolyt können die Eigenschaften der Schicht verändert werden (Verbesserung der Beständigkeit, des Aussehens usw.). Da die Schicht aus Aluminiumoxid besteht, leitet sie im Gegensatz zu Aluminium den elektrischen Strom nicht.
Härte
Die Härte der Eloxal-Schicht liegt bei etwa 8–9 nach der Härteskala von Mohs, d. h. zwischen Quarz und Korund. Sehr harte Eloxal-Schichten sind so spröde, dass sie sich zwar biegen lassen, beim Biegen entstehen jedoch Haarrisse. Dies hat zur Folge, dass wenn eine harte Schicht gewünscht wird, das Werkstück vor dem Eloxieren vollendet werden muss, um Schäden der Schicht zu vermeiden.
Schichtwachstum in die Tiefe
Die Schicht ist feinkristallin, weist jedoch unzählige Poren auf. Deshalb ist die Schicht in der Lage, Flüssigkeiten aufzusaugen, was für ein Wachstum der Oxidschicht notwendig ist. Der Elektrolyt muss, um die Schicht zu verdicken, an die innere Grenzfläche zwischen Aluminiumoxid und Aluminium vordringen, um dort die Oxidation zu vollziehen. Die Oxidschicht wächst von der Oberfläche her in das Metall hinein, deshalb ist die Haftfestigkeit der Schicht ausgezeichnet. Die Schicht entsteht aus dem Metall selbst.
Der Grund für die porige Oberfläche
Die anfänglich gebildete Sperrschicht isoliert. Dies hat zur Folge, dass der Widerstand der Anode steigt. Damit steigt die für die Reaktion benötigte Spannung. Das führt dazu, dass die vom Elektrolyt angegriffenen Stellen der Oxidschicht durchschlagen werden. Aufgrund der fehlenden oder nur dünnen Oxidschicht steigt die Stromdichte stellenweise an, was zu einer lokalen Erwärmung führt. An den wärmeren Stellen wird die Oxidschicht verstärkt aufgelöst, es bilden sich Vertiefungen. Die Kanäle ermöglichen einen Ladungsaustausch mit dem Elektrolyten und werden deshalb durch ihn offen gehalten. Die umliegende Oxidschicht wächst weiter, die Kanäle bleiben und es bildet sich eine poröse Struktur aus.
Anwendung des Adsorptionsvermögens
Unbehandelte Eloxal-Schichten sind also saugfähig, was zur Folge hat, dass sich der Korrosionswiderstand gegenüber flüssigen Mitteln verkleinert. Die Schichten können jedoch verschlossen werden, indem sie mit vor Korrosion schützenden Stoffen oder mit Isolierstoffen behandelt werden (Wachs, Emaillierlack, Isolierlack usw.). Die häufigste technische Anwendung des Adsorptionsvermögens ist das Färben der Eloxal-Schichten. Diese sind imstande, große Mengen von Farbstoffen aus Lösungen aufzunehmen.
Färben der Oxidschichten
Adsorptives Färben
- Mit organischen Farbstoffen
- Nach dem Eloxieren wird das Aluminium in heiße Farbstofflösung getaucht und anschließend gespült. Beim Färben mit diesem Verfahren lagern sich die Farbstoffmoleküle vorwiegend in den oberen Bereichen der Poren der Eloxal-Schicht an und gehen Bindungen mit der Oxidschicht ein. Je mehr Farbstoffe sich in der Lösung befinden, desto mehr lagern sich in der Oxidschicht an.
- Mit anorganischen Farbstoffen
- Das Aluminium wird nach dem Eloxieren neutralisiert, gespült und in Farbbädern mit Metallsalzlösungen eingefärbt. Die Ionen der Lösung sammeln sich in den Poren der Eloxal-Schicht an und werden zu einem Feststoff. Die genauen Vorgänge sind jedoch noch nicht ausreichend geklärt.
Elektrolytisches Färben
Das elektrolytische Färben wird mit Wechselspannung durchgeführt. Der Elektrolyt enthält ein färbendes Metallsalz. Die Dauer der Elektrolyse hängt von der erwünschten Farbtiefe ab. Die Metallionen dringen tief in die Poren der Schicht ein. Die so zum Teil mit Metall gefüllten Poren verursachen nun durch Aufnahme- und Streueffekte eine lichtechte Färbung. Viele unterschiedliche Farbtöne sind erzielbar, auch goldfarbene („Goldeloxal“).
Gefärbte Eloxal-Überzüge sind sehr verbreitet und die verschiedensten Anwendungsmöglichkeiten stehen offen, z. B. Gehäuse, Zifferblätter, Erkennungsringe für Vögel, Schmuck, verschiedene Gewehrteile.
Verdichten
Um die Einlagerung von korrosionsfördernden Stoffen zu verhindern, müssen die Poren verdichtet werden. Das eloxierte und eventuell gefärbte Aluminium wird in demineralisiertem Wasser durch einfaches Kochen verdichtet. Dabei kommt es zu einer Reaktion zwischen dem Aluminiumoxid und Wasser, es bildet sich Aluminiumoxid-Hydrat (Al2O3 · H2O). Des Weiteren kommt es durch die Wasseraufnahme zu einer Volumenzunahme, so dass die Poren (genauer der Porenhals) verengt und dann geschlossen werden.
Anwendung
Relativ dicke Eloxal-Schichten (20–25 µm) werden vor allem als Korrosionsschutz in der Bauindustrie, aber auch für Automobilteile und Haushaltsgegenstände eingesetzt. Ungefärbte und gefärbte dünnere Schichten (8–20 µm) dienen vorwiegend dekorativen Zwecken (beispielsweise für die Oberflächen von MP3-Playern oder für Türbeschläge) als auch zur besseren Wärmeabstrahlung bei Kühlkörpern.
Ein Spezialfall sind Harteloxal-Schichten, die wesentlich dicker und härter sind und sich nicht beliebig färben lassen. Diese werden in gekühlten (1–5 °C) Säurebädern und höheren Spannungen (bis 120 V) erzeugt und finden sich vor allem in industriellen Anwendungen, wo höchste Abriebfestigkeit und Beständigkeit (wie beispielsweise im Salzwasserbereich) gewünscht werden.
Bei beiden Verfahren ist zu beachten, dass nicht alle Aluminiumlegierungen sich zum Eloxieren eignen; gut eloxierbar sind beispielsweise die Werkstoffe AlMg3 und AlMg5, im Gegensatz zum schlecht eloxierbaren AlMg4,5Mn.
Wird die Oberfläche im sogenannten Plasmakeramik-Verfahren (PEO-Technologie) aufgebracht, erreichen die so bearbeiteten Aluminium-, Magnesium- oder Titan-Teile weitere Eigenschaften, die von extrem hart und abriebfest über extreme Wärmebeständigkeit hin zur Imprägnierbarkeit reichen. Das umweltfreundliche Plasmakeramik entsteht im Elektrolyt, wobei die Metalloberfläche in einer Plasmaentladung zu einer dichten, atomar haftenden Keramikschicht umgewandelt wird.
Weblinks
- Technisch ausführliche Beschreibung des Eloxal-Verfahrens eines Herstellers
- Sehr gute Einführung und Anleitung für eigene Eloxierungen
- Recht ausführlicher Artikel in der Electrochemistry Encyclopedia
Quellen und Fußnoten
Literatur
- Otto-Albrecht Neumüller: Duden - Das Wörterbuch chemischer Fachausdrücke, 2003, Dudenverlag
- TAG (Technologische Arbeitsgemeinschaft): Technisch-wissenschaftliche Grundlagen des Goldschmiedens; Teil 2: Werkstoffkunde der Edelmetallverarbeitung, 1999, Bielefelder Verlagsanstalt
- T.W. Jelinek: Oberflächenbehandlung von Aluminium, Saulgau 1997, ISBN 3-87480-115-2
- Hans Joliet (Hrsg.): Aluminium : die ersten 100 Jahre. VDI-Verlag, Düsseldorf 1988, ISBN 3-18-400802-9
- Hans Rudolf Christen: Grundlagen der allgemeinen und anorganischen Chemie. 9. Aufl. Salle, Frankfurt am Main 1988, ISBN 3-7935-5394-9
- Peter Haupt, Monika Kampling: Farbig eloxieren. Uni-Oldenburg (Stand 20. April 2005)




Wikimedia Foundation.