- Galvanotechnik
-
Unter Galvanotechnik (auch Elektroplattieren genannt) versteht man die elektrochemische Abscheidung von metallischen Niederschlägen (Überzügen) auf Gegenständen. Die Geschichte der Galvanik, wie die Galvanotechnik umgangssprachlich bezeichnet wird, geht zurück auf den italienischen Arzt Luigi Galvani, der am 6. November 1780 den nach ihm benannten Galvanismus entdeckte.
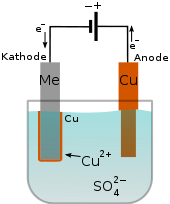 Galvanische Verkupferung eines Metalls (Me) im Kupfersulfatbad
Galvanische Verkupferung eines Metalls (Me) im Kupfersulfatbad
Bei der Galvanik wird durch ein elektrolytisches Bad Strom geschickt. Am Pluspol (Anode) befindet sich das Metall, das aufgebracht werden soll (z. B. Kupfer oder Nickel), am Minuspol (Kathode) der zu beschichtende Gegenstand. Der elektrische Strom löst dabei Metallionen von der Verbrauchselektrode ab und lagert sie durch Reduktion auf der Ware ab. So wird der zu veredelnde Gegenstand allseitig gleichmäßig mit Kupfer oder einem anderen Metall beschichtet. Je länger sich der Gegenstand im Bad befindet und je höher der elektrische Strom ist, desto stärker wird die Metallschicht (z. B. Kupferschicht).
Streng genommen wird noch zwischen der Galvanoplastik (auch Galvanoformung genannt), der elektrolytischen Herstellung von metallischen Gegenständen, und der Galvanostegie (engl. electroplating), der Herstellung metallischer Überzüge, unterschieden. Der Begriff Galvanostegie ist heute fast vollständig durch den allgemeinen Begriff Galvanotechnik ersetzt worden. Weil immer weniger Reiterstandbilder benötigt wurden, geriet auch die Galvanoplastik etwas in Vergessenheit, erlebte aber eine kleine Renaissance im Zusammenhang mit der Mikrosystemtechnik, und zwar als Mikrogalvanoformung, auch lithografisch-galvanische Abformungstechnik genannt. Eine weitere Anwendung findet die Galvanoplastik beim Formenbau für das Spritzgießen von Kunststoffen.
Inhaltsverzeichnis
Galvanische Verfahren
Generell wird zwischen dekorativer und funktionaler Galvanotechnik unterschieden. Erstere dient vorwiegend der Verschönerung von Gegenständen und muss für diesen Zweck gewisse technische Mindesteigenschaften besitzen. Beispiele für die dekorative Galvanotechnik sind die Kunststoffgalvanisierung, die Verchromung von Stahlrohrmöbeln und Motorrädern und die Vergoldung von Schmuck und Essbesteck.
Die funktionelle Galvanotechnik dient dem Korrosionsschutz, dem Verschleißschutz, der Katalyse oder der Verbesserung elektrischer Leitfähigkeit und der Reduzierung von Friktionskräften. Beispiele hierfür sind die Verzinkung von Schrauben, die Beschichtung von Maschinenteilen mit Hartchrom, die Herstellung von metallischen, meist nickel- oder platinhaltigen Katalysatoren für die chemische Industrie oder Brennstoffzellen sowie die Vergoldung und Versilberung von elektrischen Kontakten und das Glätten von z.B. medizinischen Materialien und Werkstoffen. Elektrische Kontakte – sogenannte Pins – aus unterschiedlichen Kupferwerkstoffen werden zumeist galvanisch verzinnt. Um zu verhindern, dass Stoffe des Grundmaterials durch die Zinnschicht hindurchdiffundieren, wird vor der Verzinnung in der Regel eine Nickel- oder Kupfer-Sperrschicht aufgetragen.
Auch die Herstellung optischer Datenträger (CDs/DVDs) in einem Presswerk basiert auf Galvanotechnik.
Oftmals wird auch vom "Galvanischem Käfig" gesprochen. Diese Ausdrucksweise ist allerdings nur unter Fachleuten gängig.
Galvanotechnik in der Praxis
Die Galvanotechnik kann in den Produktionsablauf eines metallverarbeitenden Betriebs integriert sein (Betriebsgalvanik) oder aber als Dienstleister, – also durch Fertigung von Auftragsarbeiten (Lohngalvanik) – fungieren. Im weiteren Sinne werden auch Eloxalanlagen und andere (meist stromgetriebene) Verfahren als Galvanik bezeichnet. In der Bundesrepublik Deutschland gibt es schätzungsweise 1500 galvanische Betriebe.
Galvanische Anlagen sind in der Regel eine sehr lange Reihe von Wannen, in denen die verschiedenen Prozessschritte nacheinander erfolgen. Moderne Anlagen sind mehr oder weniger vollständig automatisch gesteuert. Sie werden von Oberflächenbeschichtern bedient. (Die frühere Bezeichnung „Galvaniseur“ wurde vor einigen Jahren durch „Oberflächenbeschichter“ ersetzt)
Der Ausbildungsberuf der Galvanotechnik ist Oberflächenbeschichter. Diese bedienen die galvanischen Anlagen, die meist automatisch gesteuert werden; für die Beschickung der Anlagen (z. B. Aufhängen der Teile, einfache Wartungsarbeiten) wird angelerntes Personal eingesetzt. Weiterführende Berufe sind Galvanomeister oder Galvanotechniker, beide zielen auf eine Funktion als Abteilungs- oder sogar Betriebsleiter. Ein Studium als Ingenieur der Oberflächentechnik an Fachhochschulen enthält ebenfalls entsprechende Inhalte.
Fachschulen für Galvanotechnik gibt es in Schwäbisch Gmünd, Nürnberg, Hannover, Pforzheim und Solingen. Eine universitäre Ausbildung im Fach Elektrochemie/Galvanotechnik erfolgt an der TU Ilmenau.
Grundmaterial
Labortechnisch lassen sich heutzutage alle gängigen Grundwerkstoffe aus Metall sowie die meisten bekannten Nichtleiter/Kunststoffe beschichten. Bei der Kunststoffgalvanisierung/Beschichtung haben sich großtechnisch nur zwei gängige Verfahren der Polymerbeschichtung etabliert. Direktmetallisieren nach dem sogenannten Futuron-Verfahren sowie die konventionelle Prozessreihenfolge über Beizen aktivierte stromlose Metallisierung als erste metallische Prozessstufe (Schichtfolge: Vornickel, Glanzkupfer, Glanznickel, Chrom) sind hier speziell im dekorativen Segment anzutreffen. Speziell in der Automobilbranche ist man durch hohe Qualitätsmerkmale und Forderungen der Hersteller gezwungen, bis zu vier verschiedene Nickelschichten im Verbund abzuscheiden, um optimale Beständigkeit, Funktion und Aussehen zu erreichen.
Glanz
Die Qualität eines Werkstückes wird oft anhand des Glanzes bestimmt. Dabei ist der Glanz metallischer Schichten nicht ohne weiteres mit physikalischen Messmethoden (Reflexionsgrad o.ä.) bestimmbar. Der sogenannte physiologische Eindruck des Glanzes einer Metallschicht kann durchaus von der definierten physikalischen Eigenschaft abweichen. Speziell bei dekorativen Anwendungen ist er von hoher Bedeutung. Für einen hohen Glanz werden in den verschiedenen Verfahren spezielle Glanzbildner eingesetzt. Es muss darauf geachtet werden, dass ein hoher Glanz die physikalischen Eigenschaften (z. B. elektrische Leitfähigkeit, Härte, Lötfähigkeit) einer Schicht verändern kann.
Metallüberzüge können Gegenständen Glanz und ein eindrucksvolles Aussehen verleihen. So kann z. B. Besteck, das aus billigem Metall besteht, mit einem teureren Metall überzogen werden. Um beispielsweise einen Löffel aus Nickel zu versilbern, wird der Löffel zuerst gereinigt und dann mit dem negativen Pol einer Spannungsquelle verbunden. Der Löffel ist dann also die Kathode. Als Anode dient ein Silberstab. Beide Elektroden werden in eine Silbernitrat-Lösung getaucht. Die positiv geladenen Silberionen werden von der Kathode, dem Löffel, angezogen. Dort nehmen sie Elektronen aus der Kathode auf, werden dadurch entladen und setzen sich als Silberatome auf der Kathode ab. So wird der Löffel aus Nickel mit einer dünnen Silberschicht überzogen. Die Reaktionsgleichungen lauten:
- Anode: Ag → Ag+ + e−
- Kathode: Ag+ + e− → Ag
Einebnung
Ist ein Grundmaterial rau, kann durch die geeignete Auswahl des galvanischen Verfahrens die Oberfläche geebnet werden. Der technisch bessere Ausdruck für Einebnung ist der Begriff Mikrostreufähigkeit. Diese Eigenschaft wird beispielsweise bei Lagern, Walzen oder dekorativen Anwendungen (siehe auch Glanz) genutzt.
Oberflächenhärten
Durch Einsatz unter anderem von Chrom kann die Oberfläche eines Stahlwerkstückes gehärtet werden. Die Abriebfestigkeit und Gleiteigenschaft verbessern sich erheblich. Typische Einsatzgebiete sind die Kolben eines Hydraulik- oder Druckluftzylinders.
Bei dem elektrochemischen Verfahren werden die Grundwerkstoffe einem elektrischen Feld ausgesetzt. Da ein elektrisches Feld sich nicht gleichmäßig einstellt, sondern an scharfkantigen Stellen oder Enden höheren Feldstärken auftreten, kommt es an diesen Stellen zur erhöhten Abscheidung und somit zu größeren Schichtdicken.
Saure Verfahren zeigen gegenüber dem alkalischen Verfahren in der Regel eine wesentlich ungleichmäßigere Schichtdickenverteilung auf. Beispiel: Ein sauer verzinktes Eisenrohr mit Durchmesser von 20 und einer Länge von 100 mm wird bei einer Schichtdicke von 8 µm in der Mitte an den Enden bis zu 20 µm aufweisen. Ein alkalisch verzinktes Rohr dagegen maximal 10 µm.
Galvanogerechtes Konstruieren
Ein Werkstück konstruiert man galvanogerecht, indem man bestimmte Grundsätze berücksichtigt, welche den geplanten Galvanisierprozess begünstigen und mögliche Probleme vermeiden.
- Durchgangslöcher sind günstiger als Sacklöcher. Letztere können je nach Durchmesser und Tiefe das Eindringen und Auslaufen der Prozessflüssigkeiten erschweren oder verhindern (Luftblasen). Verspätetes Austreten von Flüssigkeiten aus den Sacklöchern erschwert die Spülprozesse und kann zu nachträglicher Korrosion führen.
- Abgerundete Konturen sind günstiger als scharfkantige Außen- und Innenwinkel: Erhöhte Abscheidung (bis hin zu Grat- oder Knospenbildung) an scharfen Außenkanten. Verminderte oder keine Abscheidung an scharfen Innenwinkeln.
- Eine durchgehende V-Naht ist günstiger als ein Überlappungsstoß oder eine punktgeschweißte Verbindung: Werden zwei Flächen nicht dicht verschweißt, dann werden die Flüssigkeiten mittels Kapillarwirkung im Spalt „festgehalten“. Die Schicht wird beim Trocknen durch diese Flüssigkeiten wieder zerstört. Dasselbe gilt für Bördelungen und Nietverbindungen.
- Faradayscher Käfig: Bei einem rundherum geschlossenen Werkstück mit zu kleinen Öffnungen kann in dem Werkstück kein elektrisches Feld entstehen. In diesem Bereich wirken nur rein chemische Verfahren. Bei einem elektro-chemischen Verfahren ist die Eindringtiefe normalerweise gleichzusetzen mit der Öffnung, d. h. bei einem Rohr mit einem Innendurchmesser von 2 cm wird eine Beschichtung bis zu der Tiefe von 2 cm in das Rohr erreicht.
- Werkstoffauswahl: Stähle mit hohem Kohlenstoffgehalt können die Haftfähigkeit der Schicht verschlechtern. Bei hochfestem Stahl besteht die Gefahr der Versprödung. Kombinationen verschiedener Werkstoffe an einem Werkstück können zu Problemen führen, z. B. wenn es bei der Vorbehandlung verschiedene Indikationen und eine gegenseitige Kontraindikation gibt.
Konstruktion und Werkstoffauswahl haben sehr großen Einfluss auf einen späteren Galvanisierprozess in Bezug auf mögliche Probleme und Wirtschaftlichkeit. Deshalb sollte bei Neukonstruktionen von Beginn an eine interdisziplinäre Arbeitsweise gewählt werden.
Geschichte
Die Galvanotechnik ist nach dem Physiker Luigi Galvani benannt, dem Entdecker der galvanischen Elektrizität. Es wird aber davon ausgegangen, dass schon in der Antike die Vergoldung von Gegenständen mithilfe von Galvanotechniken bekannt war [1]. Dazu könnte nach Ansicht einiger Wissenschaftler die sogenannte „Batterie von Bagdad“, ein flaschenähnliches Tongefäß mit einem Kupferzylinder und einem davon durch Bitumen isolierten Eisenstab im Inneren, das 1936 bei Bagdad gefunden wurde, gedient haben.
Qualitätssicherung
Die Qualitätssicherung nimmt in der Galvanotechnik einen sehr hohen Platz ein. Zu ihr gehören die ständige Analyse der Badparameter, wie Säure- und Metallgehalt, Kontrolle des Aussehens und Farbe der Schichten, Schichtdickenmessungen mittels Röntgenfluoreszenz, Ultraschall, Wirbelstromverfahren, Ablöseverfahren. Aber auch die Überprüfung des Rohmaterials.
Des Weiteren können noch überprüft werden: Oberflächenrauheit, Härte, Haftfestigkeit und Duktilität der Schicht, Oberflächenfehler (z. B. Poren, Risse) und Prüfung der Korrosionsbeständigkeit mittels Salzsprühtest, Schwitzwasserklima, Corrodkote-Prüfung, CASS-Test (Essigsäure-Salzlösung).
Die elektrochemischen Eigenschaften der Elektrolyte können mittels Praxisversuchen (z. B. Hull-Zelle) oder Vergleichsmessungen (Haring-Blum-Zelle oder Cyclovoltammetrie) beurteilt werden.
Sonstiges
Weitere wichtige Punkte innerhalb der Galvanotechnik sind die Abwasseraufbereitung und der damit verbundene Umweltschutz, die Belehrung im Umgang mit gefährlichen Chemikalien und das Arbeiten im Labor. Die Dicke des entstehenden Metallüberzug variiert je nach Anwendung: dekorative Schichten (z. B Gold oder Glanzchrom) haben oft Schichtstärken kleiner 1 Mikrometer (µm), während funktionelle Schichten deutlich dicker sind (Zink oder Nickel als Korrosionsschutz etwa 10 µm, Hartchrom oder Nickel als mechanisch funktionelle Schichten (z. B. in Hydraulikzylindern) meist 100–500 µm).
Galvanisierverfahren (Überblick)
- Anodische Oxidation (Bei Aluminium auch Eloxieren)
- Bandgalvanisieren
- Beizen
- Brennen
- Brünieren
- Chemisches Galvanisieren durch Potentialdifferenz (Aussenstromlos) oder Reduktionsmittel, siehe dazu Reduktion.
- Chromatieren
- Elektrolytisches Galvanisieren
- Entmetallisieren
- Färben von Metall
- Gepulste Elektrodeposition
- Gestellgalvanisieren
- Kunststoffgalvanisierung
- Leiterplattenherstellung
- Phosphatieren
- Tampongalvanisieren
- Tauchverfahren (früher Sudverfahren)
- Trommelgalvanisierung
- Veralisieren
- Verchromen
- Verstahlen
- Vorbehandlung in der Galvanotechnik
Galvanische Elektrolyte
- Aluminiumelektrolyte
- Antimonelektrolyte
- Bleielektrolyte
- Bronzeelektrolyte
- Cadmiumelektrolyte
- Cobaltelektrolyte
- Chromelektrolyte
- Eisenelektrolyte
- Goldelektrolyte
- Indiumelektrolyte
- Kupferelektrolyt
- Manganelektrolyte
- Messingelektrolyte
- Nickelelektrolyte
- Nickel-Eisen-Elektrolyte
- Palladiumelektrolyte
- Platinelektrolyte
- Rheniumelektrolyte
- Rhodiumelektrolyte
- Rutheniumelektrolyte
- Silberelektrolyte
- Wismutelektrolyte
- Wolframelektrolyte
- Zinkelektrolyte
- Zinnelektrolyte
Literatur
- Thomas Walter Jelinek: Praktische Galvanotechnik: Ein Lehr- und Handbuch. Leuze, Bad Saulgau 2005, ISBN 3-87480-207-8.
- Bernhard Gaida: Technologie der Galvanotechnik. Leuze, Bad Saulgau/Württ. 1996, ISBN 3-87480-114-4.
- Bernhard Gaida: Einführung in die Galvanotechnik: Grundlagen der chemischen, elektrochemischen, physikalischen und elektrotechnischen Begriffe. Leuze, Bad Saulgau/Württ. 1999, ISBN 3-87480-143-8.
- Wolfgang Autenrieth: Neue und alte Techniken der Radierung und der Edeldruckverfahren - Vom "Hexenmehl und Drachenblut" zur Fotopolymerschicht - Tipps, Tricks, Anleitungen und Rezepte aus 5 Jahrhunderten. 5. Auflage. 2006, ISBN 3000167579 (Einige Hinweise zu galvanischen Radierverfahren und Rezepte zum Verstahlen von Kupfer, Vorschau mit knapp 100 Seiten).
- BGI 790-016: Galvanotechnik und Eloxieren: BG/BGIA-Empfehlungen für die Gefährdungsbeurteilung nach der Gefahrstoffverordnung 10/2006.
Weblinks
 Commons: Galvanisierung – Sammlung von Bildern, Videos und Audiodateien
Commons: Galvanisierung – Sammlung von Bildern, Videos und AudiodateienEinzelnachweise
- ↑ Hans-Gert Bachmann, Günter Bachmann: Oberflächenvergoldung: Alte und neue Techniken. In: Chemie in unserer Zeit. 23, 1989, 23, Nr. 2, S. 46–49 (doi:10.1002/ciuz.19890230203).
Kategorien:- Galvanisierungsverfahren
- Elektrochemie
- Fertigungstechnik
- Urformen

Wikimedia Foundation.