- Entformung
-
Gussteile bestehen meistens aus Metall oder Kunststoff, für deren Fertigung man Formen benötigt. Für Herstellung beiden Arten von Formen ist Formenbau der Oberbegriff.
Im nachfolgenden Artikel wird im Wesentlichen die Herstellung von Formen beschrieben, die zur Produktion von Kunststoffteilen verwendet werden. Der Gebrauch und die Herstellung von Formen zur Produktion von Metallteilen wird dagegen im Artikel Gießen (Verfahren) beschrieben.
Inhaltsverzeichnis
Grundlagen
Dauerform und Verlorene Form
Dauerformen sind Formen, die zahlreiche und mehrere Gussvorgänge überstehen. Sie dienen der Serienproduktion.
- Für hohe Stückzahlen gibt es Dauerformen aus Stahl für Kunststoffguss oder Metalldruckguss. Andere Dauerformen bestehen etwa aus Schamotten im Metallguss, Beton im Beton- und Kunststeinguss, und anderes
- Für kleine Stückzahlen (Kleinserien) gibt es Formen aus Holz, Gips oder ähnlichen Material. Hiermit können z. B. glasfaserverstärkte Kunststoffteile oder Kunstgüsse hergestellt werden.
Verlorene Formen werden beim oder nach dem Guss zerstört
- im Industrieguss aus Sand (mit Bindemitteln) nach einem Modell erstellt
- eine Besonderheit ist das Wachsausschmelzverfahren (etwa für die Glockengiesserei)
Formbestandteile: Matrize, Kern, Kavität
Metallformen können aus bis zu mehreren hundert Einzelteilen (Formbestandteilen) bestehen. Diese Bestandteile sind nicht nur die geformten Teile, sondern auch eingekaufte Normteilen und Normalien.
- Eine Metallform besteht mindestens aus einer Matrize („Mutterform“), welche das Negativ der Außenform für das herzustellende Massenteil bildet.
- Um die Innenform dieses Teils (einen Hohlraum im Ergebnis) zu bilden wird der Kern benötigt. Der Kern kann entfernt werden, wenn die Form offen ist, oder verbleibt im Material – unter Umständen, etwa bei einem Kern aus Styropor und Ton als Gussmaterial kann der Kern später beim Brennen ausgegast werden, dann ist nur eine kleine Öffnung nötig
Ein Kern und eine Matrize bilden gemeinsam eine Kavität (die auszufüllende Hohlform). Die Gesamtheit der Form ist das Model, der Begriff ist aber nicht in allen Gusstechniken geläufig.
Bei Druck- und Pressformen spricht man auch von Patrize (Gegenform).
Formaufbau
Die meisten Formen bestehen aus Angussseite und Ausstossseite. In beiden Hälften ist die negative Kontur des Gießlings als Hohlraum vorhanden. Die Gießmaschine fährt diese beiden Formhälften nach dem Giessvorgang (Einspritzen) und erfolgter Erstarrung auseinander. Der Gießling verbleibt in der Ausstossseite und wird mit einer separaten Ausstossvorrichtung ausgeworfen. Die Kontur des Spritzlings erlaubt keine Unterschneidungen in Öffnungsrichtung. Falls die Kontur dennoch Unterschneidungen haben muss, werden zusätzliche Schieber eingebaut, die vor dem Öffnungsvorgang zurückgefahren werden.
Teile einer typischen Form sind danach:
- Aufspannplatte
- Formplatte Angussseite
- Formplatte Ausstosseite
- Abstandsleisten für die Auswerferplatten
- Distanzstücke für Auswerferbewegung
- Auswerferplatten mit den Auswerferstösseln
- Aufspannplatte
- Anschlüsse für die Kühlbohrungen
Gegebenenfalls kommen noch Schieber hinzu.
Handwerkliche Formen
Historischer Guss in Steinform
Der Guss in Stein ist eine historische Art Gegenstände aus Metall herzustellen. Schon vor Jahrtausenden entwickelten die Menschen darin eine beeindruckende Geschicklichkeit und waren in der Lage feinste Gegenstände zu produzieren.
Die Materialien für Steinformen waren überwiegend gut zu bearbeitende Steinarten, wie Sand- oder Speckstein. Formen aus Granit sind äußerst selten zu finden.
Das Negativ wird durch Meißeln, Schaben oder Schnitzen in den Stein eingearbeitet. Das flüssige Metall wird in die Form gefüllt und erstarrt dort.
Beim Gießen in Steinformen existieren vier Arten:
- Die erste ist der offene Herdguss. Hierbei verwendet man nur eine Formhälfte. Durch die offene Seite tritt eine starke Reaktion mit Sauerstoff ein, welche zu Bläschenbildungen auf dem Metall führt und dieses rau und porös werden lässt.
- Eine zweite Variante ist der verdeckte Herdguss, wobei eine Formhälfte mit einer Blindhälfte zusammengelegt wird. Ein übermäßiges Oxidieren der Schmelze wird dadurch verhindert. Da eine Hälfte blind ist sind Passlöcher, Schlösser und dgl. nicht notwendig. Handelt es sich um zwei Hälften mit Formnegativ müssen diese in die Steine eingearbeitet werden, um ein Verschieben der beiden Formen zu verhindern. Diese Gussstücke erkennt man auch an den Gussnähten, die entlang der Formteilung entstehen.
- Eine weitere Variante nennt sich Kernguss, welcher zum Anfertigen von Gegenständen mit Hohlräumen verwendet wird.
- Die vierte und letzte Art ist der Überfang- bzw. Verbundguss. Dabei handelt es sich um einen zweiten Aufguss auf ein halbfertiges Fabrikat. Diese Technik wird auch zur Reparatur oder Ausbesserung defekter oder misslungener Stücke genutzt. Verbund- oder Überfangguss fand auch beim Wachsausschmelzverfahren Anwendung.
Moderne Formen
Formen für geringe Stückzahlen werden meist aus glasfaserverstärkten Kunststoffen (GFK) hergestellt, seltener aus kohlefaserverstärkten Kunststoffen (CFK). Solche Formen sind nach der Herstellung von etwa 10-200 Bauteilen verschlissen. Sinnvoll sind sie besonders zur Herstellung komplexer und großer Teile, zum Beispiel im Bootsbau. GFK-Formen werden meist per Hand angefertigt, indem dünne Glasfasermatten um ein Urmodell (oft ein massiver Polystyrol-Kern) oder um ein Muster-Bauteil gelegt werden und härten. Dadurch entsteht eine sogenannte Negativform. Bei der Herstellung des Bauteils wird der zu formende Werkstoff auf der Innenseite der Form angebracht, was eine glatte Außenfläche bewirkt. Eine Positivform (auch Kern) hingegen ist ein Abbild des herzustellenden Bauteils; das zu formende Material wird auf der Außenseite aufgebracht, wodurch die innere Oberfläche glatt wird. Die Herstellung der Form und der Bauteile ist nach demselben Verfahren möglich und unterscheidet sich in der Praxis oft nur geringfügig.
Stahlformenbau: Dauerformen aus Stahl
Für hohe Stückzahlen gibt es Dauerformen aus Stahl für Spritzguss (Kunststoff) oder Druckguss (Metall). Hier spricht man auch vom Stahlformenbau, der mit dem Werkzeugbau eng verwandt ist.
Verschleißfestere Formen bestehen in der Regel aus gehärtetem oder vergütetem Werkzeugstahl oder aus Hartmetall. Die meistens sehr genauen Formkonturen werden mit Hilfe von verschiedenen Werkzeugmaschinen nach Konstruktionszeichnung und NC-Daten eingearbeitet, zum Teil auch mit der Hand. Das macht die Herstellung einer Form zwar teuer, aber für die Herstellung von Bauteilen in großen Mengen ist dies ab einer gewissen Losgröße (Mindeststückzahl) kostengünstiger und schneller als die Teileherstellung ohne Formen (zum Beispiel mit CNC-Fräsen).
Verwendung
Bei der Verwendung einer Form wird ein unförmiges Material vom Werkzeug in die gewünschte Form gebracht. Bei dem Material kann es sich beispielsweise um weiche Matten, ein Granulat oder eine Schmelze handeln. Das Material wird mit unterschiedlichen Verfahren in das Werkzeug (also die Form) eingebracht:
- Mineralguss
- Spritzgießen (Verarbeitung von Kunststoff) (Thermoplast, Duroplast, Elastomer)
- Druckgießen (Verarbeitung von Nichteisen-Legierungen, z. B. Aluminium, Magnesium und Zink)
- Spritzpressen
- Faserspritzen
- Formpressen
- Strangpressen
- Gesenkschmieden (Verarbeitung von Metall)
Diese Verarbeitungsverfahren können miteinander kombiniert werden. Auch können komplett unterschiedliche oder ähnliche Materialien in nacheinander folgenden Prozessen kombiniert verarbeitet werden.
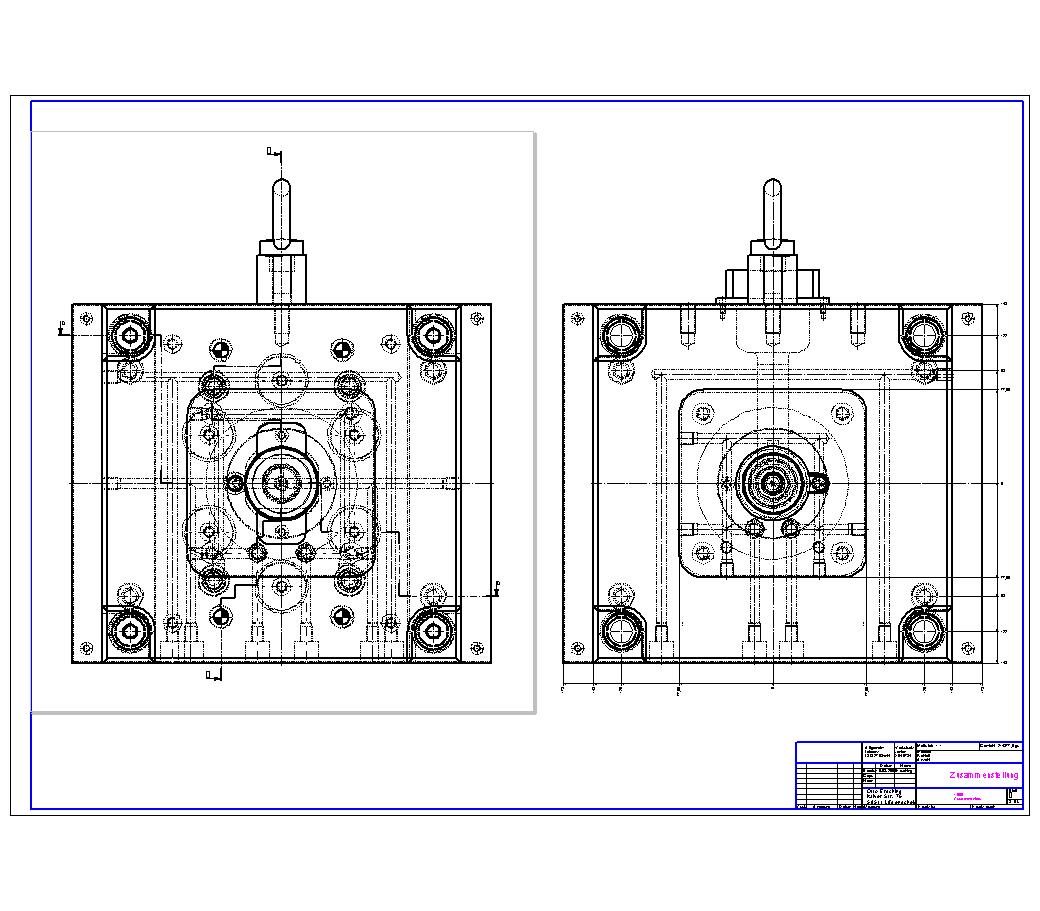
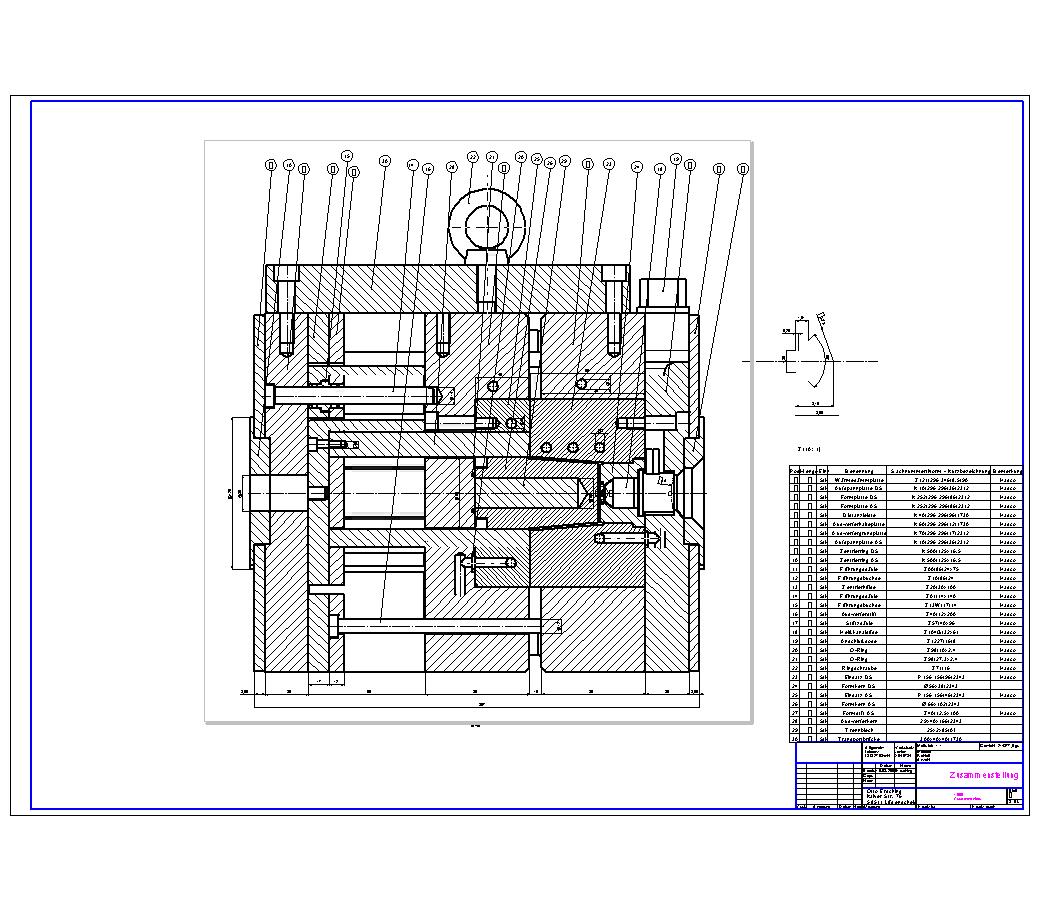
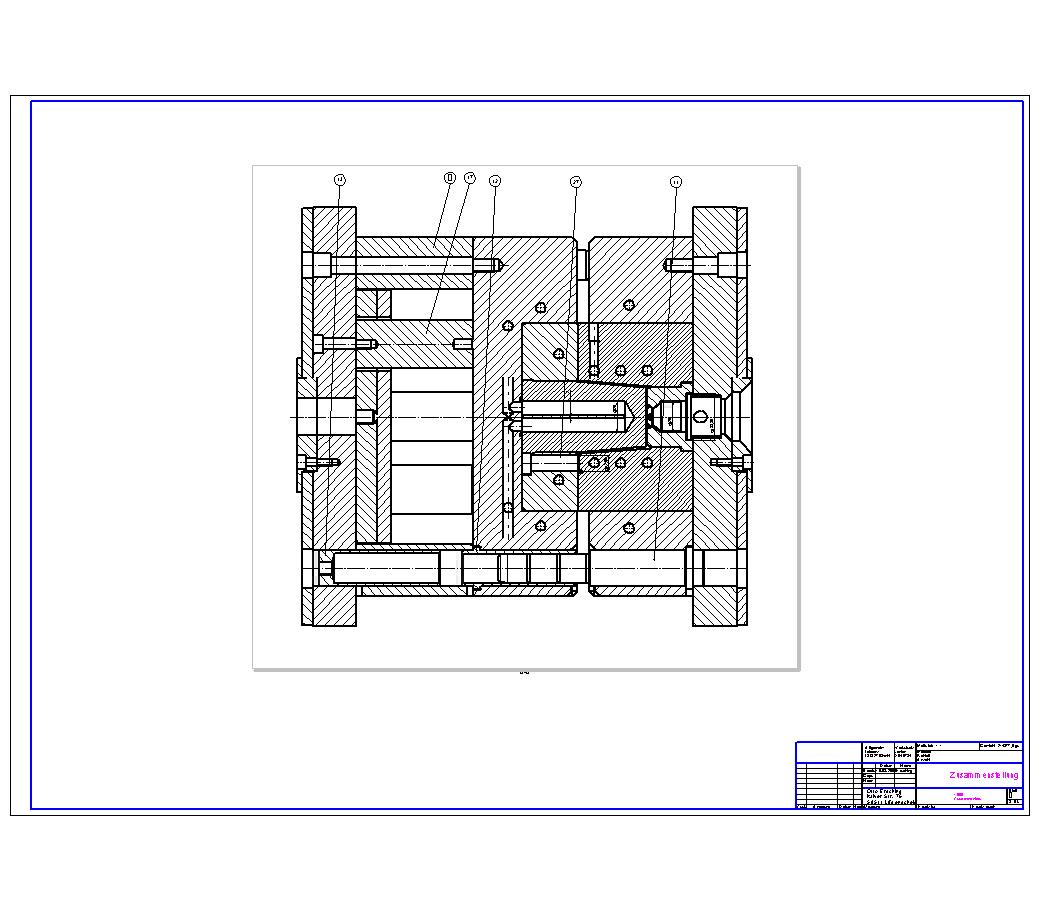
Konstruktionszeichnung eines Kunststoff-Spritzgießwerkzeuges
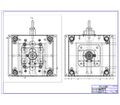
Auswerferseite (links) und Düsenseite (rechts)
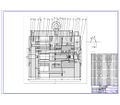
Längsschnitt durch's Werkzeug
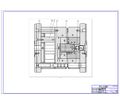
Querschnitt durch's Werkzeug
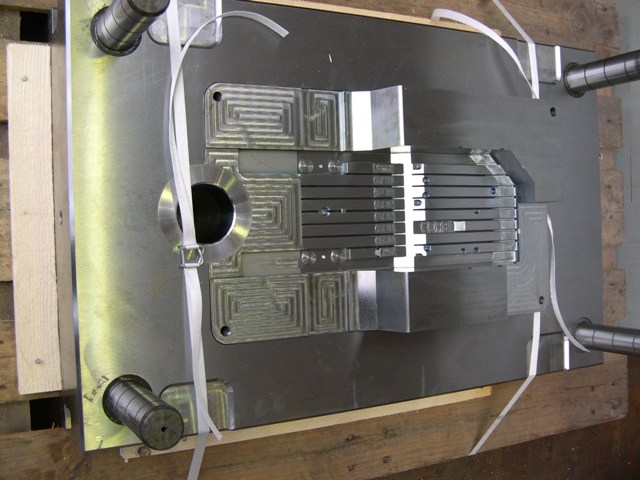
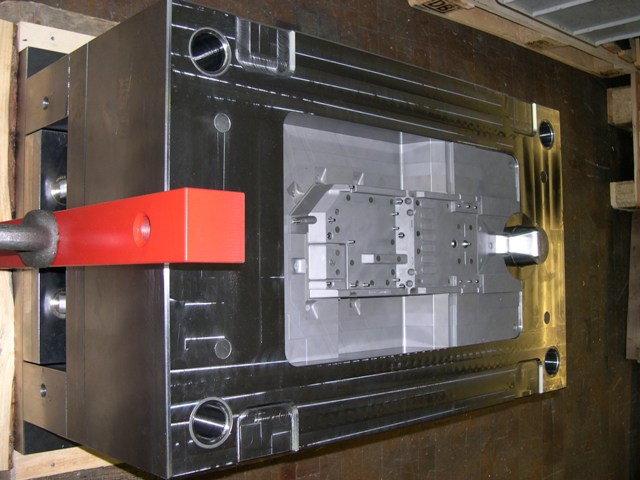
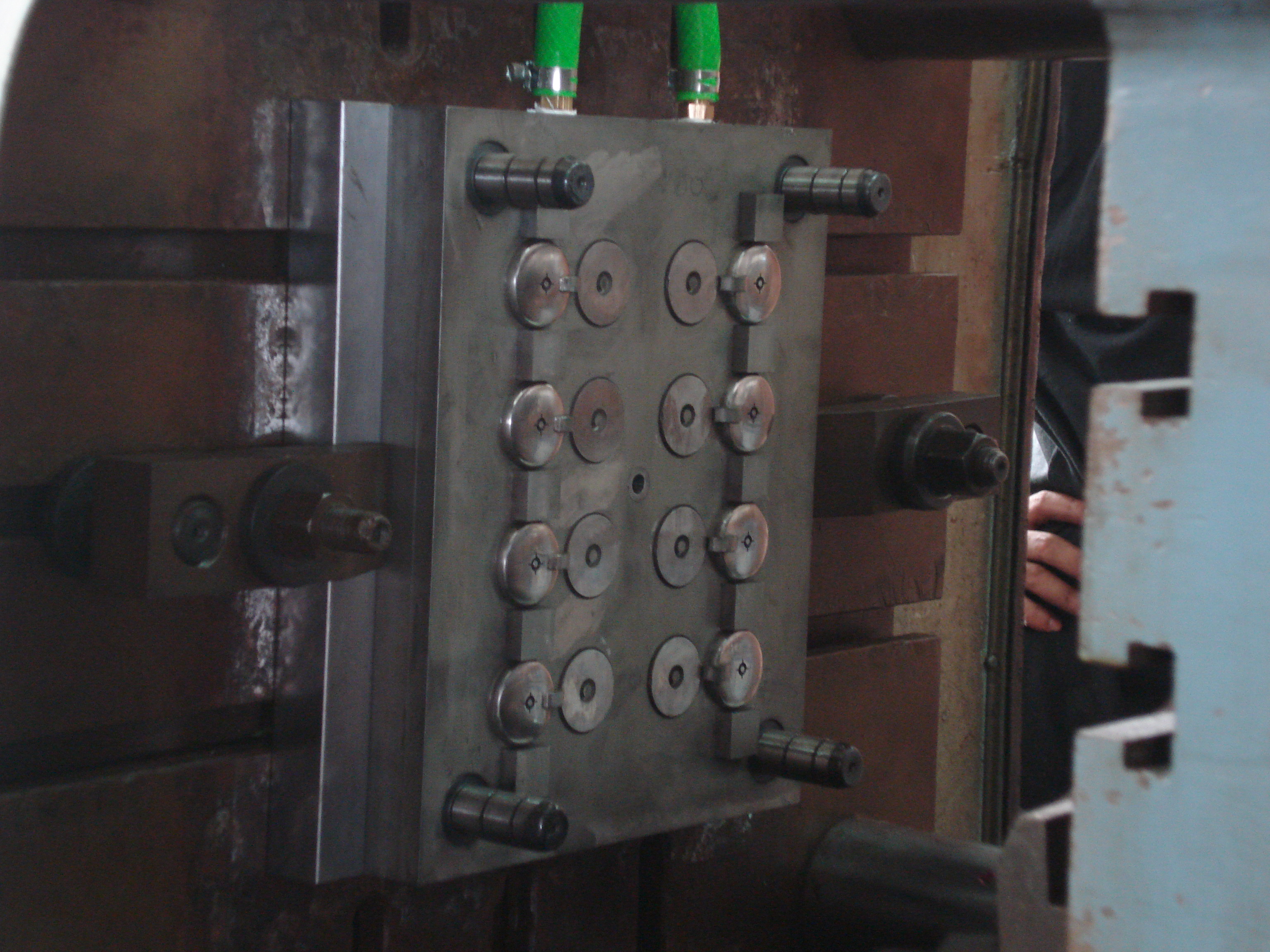
Fotos eines Druckguß- und eines Spritzgußwerkzeuges

Druckgußwerkzeug für Aluminium, Düsenseite

Druckgußwerkzeug für Aluminium, Auswerferseite

Spritzgußwerkzeug für Kosmetikflaschendeckel
Härten des Werkstoffes
Der in die Form eingebrachte Werkstoff muss härten, bevor er wieder entnommen wird. Je nach Beschaffenheit des Werkstoffes geschieht dies durch Erkalten oder eine Wärmebehandlung die gewünschte Festigkeit, auch das Härten in einer Vakuumkammer (siehe Vakuumgießen) ist möglich.
Entformung
Entformen bezeichnet das Herauslösen des gehärteten Materials aus der Form. Wie dies geschieht, hängt von zahlreichen Faktoren ab. Zum Teil werden komplizierte Mechanismen angewendet, um ein Teil aus dieser Form wieder herauszulösen. Die kompliziertesten Mechanismen werden beim Spritzgießen und beim Druckgießen angewendet. Neben ganz gewöhnlichen Ausstoßern oder Abstreifern werden Schieber oder Schrägausstoßer verwendet. Eine besondere Schwierigkeit ist das Entformen von dreidimensionale Formen, die wegen ihrer Gestaltung kein einfaches Herauslösen in eine Richtung ermöglichen; als Beispiel möge man sich eine Dreiviertelkugel vorstellen. Hier werden Gewinde- oder Zusammenfallkerne verwendet. In einigen Fällen kann der Kern einfach im Teil verbleiben. Die Entformungsvarianten können auch miteinander kombiniert werden.
Schwindung
Damit die verschiedenen Materialien (Werkstoffe) in der Massenfertigung verarbeitet werden können, müssen diese erwärmt werden oder es entsteht bei der Verarbeitung Wärme. Beim Abkühlen wird dabei das endgültige Werkstück etwas kleiner. Diese Verkleinerung nennt man Schwindung (Schwund). Die Schwindung hängt hauptsächlich vom verwendeten Material, aber auch vom angewendeten Verfahren, dessen Verarbeitung und weiteren Faktoren ab. Die Schwindung muss bei der Herstellung einer Form berücksichtigt werden. Das heißt, dass eine Kontur (jedes Maß) um einen bestimmten Prozentsatz vergrößert werden muss. Dies wird in der Konstruktion berücksichtigt. Bei stark formunterschiedlichen und unsymmetrischen Konturen wird oftmals auch ein so genanntes Puschen der Kontur notwendig. Damit wird die Maßhaltigkeit bei unterschiedlicher Längs- und Quer-Schwindung verbessert.
Oberflächenbeschaffenheit
Ein Massenteil weist immer eine ganz bestimmte Oberflächenbeschaffenheit und Rauheit auf. Diese Oberflächenbeschaffenheit muss beim Herstellen einer Form berücksichtigt werden. Je nach Bedürfnis des Endkunden wird die Oberfläche einer Form poliert, nach einem bestimmten Muster strukturiert (z. B. ätzen oder sandstrahlen) oder im angewendeten Herstellungsverfahren der entsprechenden Werkzeugmaschine belassen.
Wichtige Funktionen in einer Form
Anguss-System
Der Anguss bzw. das Anguss-System dient dazu, die vom Plastifizierzylinder kommende, aufgeschmolzene Formmasse aufzunehmen und in den Werkzeughohlraum zu leiten. Der Anguss, insbesondere seine Gestalt, seine Abmessung und seine Anbindung an den Spritzling, beeinflusst den Werkzeugfüllvorgang und damit weitgehend auch die Qualität eines Spritzteils. Die Auslegung nach rein wirtschaftlichen Gesichtspunkten (z.B. schnelles Einfrieren und kurze Zyklenzeiten) steht den Qualitätsanforderungen in vielen Fällen, insbesondere bei technischen Teilen, entgegen. Immer mehr Verwendung findet der Heißkanal.
Der Anguss bzw. das Angusssystem besteht in der Regel aus mehreren Segmenten. Dies wird besonders deutlich bei Mehrfachwerkzeugen. Das Angusssystem besteht aus:
- dem Angusskegel, auch Angusszapfen oder Angussstange genannt,
- dem oder den Angusskanälen, auch Angussspinne oder Angussverteiler genannt,
- und dem Angusssteg, dessen Querschnitt am Eintritt in das Formnest "Anschnitt" genannt wird (DIN 24450). Gebräuchlich ist dafür auch die Bezeichnung Anbindung.
Der Angusskegel übernimmt die plastische Formmasse unmittelbar von der Düse, die den Plastifizierzylinder abschließt, und führt sie auf die Werkzeugebene, auf der er im allgemeinen senkrecht steht. Bei Einfachwerkzeugen bildet er vielfach allein das gesamte Angusssystem. Man spricht dann vom sogenannten Stangenanguss.
Der Angusskanal ist der Teil des Angusssystems, der den Angusskegel mit dem oder den Angussstegen verbindet, Seine wesentliche Aufgabe besteht also, insbesondere bei Mehrfachwerkzeugen, darin, die Schmelze zu verteilen, und zwar derart, dass Material gleichen Zustands (gleicher Druck und gleiche Temperatur) gleichzeitig die Werkzeughohlräume füllt.
Angussarten: Stangen- oder Kegelanguss, Band- oder Filmanguss, Schirmanguss, Ringanguss, Tunnelanguss
Hauptsächlich ist der Anguss gehärtet um den Temperaturen, dem Druck und dem Abrieb (Verschleiß) widerstehen zu können. Häufig wird er auch beschichtet, um eine noch bessere Fließeigenschaft zu schaffen.
Ausstoßer (Auswerfer)
Die Ausstoßer- oder Auswerfereinheit dient der Entformung eines gespritzten oder gegossenen Teiles. Es besteht im Wesentlichen aus einer Ausstoßerplatte und einer Halteplatte sowie von der Teilekontur abhängigen Anzahl, in der Regel runden Auswerfern. Die von der Halteplatte durch einen Bund festgehaltenen Auswerfer werden via Ausstoßbolzen und Ausstoßerplatte nach vorne geschoben, um das Teil aus der Form auszuwerfen respektive auszustoßen.
Bei komplexeren Formteilkonturen kann der Ausstoßer auch aufwändigere Funktionen wie Schrägausstoßer, Konturausstoßer, Hülsenauswerfer oder Flachauswerfer beinhalten. Der Ausstoßer ist in der Regel durch Endschalter abgesichert um Fehlern im Programmablauf und damit einer Beschädigung der teuren Formpartien vorzubeugen.
Schieber
Schieber dienen dazu, Partien zu entformen, die nicht in normaler Entformungsrichtung entformt werden können. Das heißt, dass das gespritzte oder gegossene Teil nicht durch das alleinige Öffnen der Form in der so genannten Trennebene entformt werden kann. Diese Partien nennt man Hinterschnitte.
Solche Hinterschnitte am Formteil können eine Form massiv verteuern, auch wenn diese nur sehr klein sind. Die Lage des Hinterschnittes, welche die Richtung der Entformung angibt, ist mitbestimmend für den Aufwand zur Herstellung eines Werkzeuges.
Schieber werden entweder mechanisch durch Schrägzugbolzen während des Öffnens der Form oder hydraulisch betätigt, um das Spritzteil oder Gussteil bei den Hinterschnitten zu befreien.
Kühlung oder Heizung (Temperierung)
Die Kühlung einer Form bestimmt zum Beispiel wesentlich die Zykluszeit in der Produktion und damit die Kosten des herzustellenden Serienteiles. Je besser die Kühlung, desto kürzer ist die Zykluszeit.
In bestimmten Situationen ist auch eine Heizung notwendig, um zum Beispiel eine Form auf eine gewisse Temperatur für das Gießen zu bringen.
Um eine Temperierung zu erreichen, werden meistens Bohrungen im Werkzeug eingebracht. Diese werden, zum Teil in mehreren komplizierten Kreisläufen, möglichst gleichmäßig und nahe an die Formpartie gelegt. Ein flüssiges Medium (z. B. kaltes Wasser oder warmes Öl) durchfließt diese während der Herstellung der Spritzgussteile. Die Schnittstelle wird meist über Schnellkupplungen gelöst. Dabei sollte eine Unverwechselbarkeit der Vor- und Rückläufe sowie eine dauerhafte und prozesssichere Lösung gewählt werden.
Mit einer Werkzeug-Temperierung kann folgendes beeinflusst werden:
- Zykluszeit (und damit die Kosten des herzustellenden Spritzteiles)
- Teileverzug oder Schwundverhalten (Qualität des herzustellenden Spritzteiles)
- Oberflächenbeschaffenheit des Spritzteiles (z. B. Glanz oder matt beim Kunststoffspritzteil oder bei AL - Legierungen)
- Qualität an der Stelle des Anspritzpunktes
- Lebensdauer des Werkzeuges
Aufspannung
Um eine Form in der Gießmaschine zu befestigen dient in der Regel beidseitig eine Aufspannplatte. Diese wird meistens mit Spannnuten versehen, die auf den entsprechenden Maschinentyp abgestimmt sind.
Die heutige Fertigung verlangt immer schnellere Wechsel der Produkte und damit kleinere Serien, die hergestellt werden (Just-in-Time). Bei den damit verbundenen häufigen Wechseln der Form auf der Produktionsmaschine kann ein Schnellspannsystem sinnvoll sein. Dieses vereinfacht die Aufspannung und den schnellen Anschluss von Kühlung, Hydraulik oder Pneumatik.
Mikroformenbau
Die Mikrosystemtechnologie ist ein Markt mit einer der größten Wachstumsraten weltweit und hat inzwischen den Weg aus den Laboren in die Serienfertigung gefunden. Diese fortschreitende Miniaturisierung von Bauteilen stellt neue Herausforderungen an den Werkzeug- und Formenbau.
Das Fräsen nimmt in der Herstellung von Mikroformen und -werkzeugen eine Schlüsselposition ein. Im Vergleich zu anderen Verfahren, wie z.B. dem Schleifen, Erodieren, Lasern oder den Fertigungsverfahren aus der Halbleitertechnik weist es verschiedene Vorteile auf:
- Bearbeitung von Werkzeugstählen
- Hohe Geometriefreiheit
- Nutzung vorhandener CAD/CAM-Infrastrukturen
- Geringe Umweltbelastung durch Betriebsmittel
- Relativ geringe Investitionen
Zusatzfunktionen
Immer öfter werden vom Kunden Zusatzfunktionen erwartet, die nur indirekt mit dem eigentlichen Werkzeug (Form) in Verbindung stehen:
Zufuhr- oder Handlingssystem
Zur Entnahme der gespritzten oder gegossenen Teile oder für die Zuführung von Einlegeteilen wird ein Handlingssystem benötigt. Es dient der Automatisierung in der Produktion, unter anderem auch für den Schichtbetrieb.
Entgratwerkzeug
An der Trennung der beiden Formhälften entsteht unter Umständen ein Grat (Formtrenngrat). Dieser wird gegebenenfalls zusammen mit dem Angusssystem und den allfälligen Überlauf per Stanzentgraten entfernt.
Engineering
Die heutige Entwicklung von Produkten verlangt nach parallelem Arbeiten zwischen Kunde und Werkzeughersteller. Man nennt dies Simultaneous Engineering, welche die Entwicklungszeit für Produkte verkürzt. Ein Teil oder die gesamte Engineeringarbeit kann dabei auch durch den Formenbau ausgeführt werden.
Beschriftung
Eine eindeutige Beschriftung der hergestellten Formbestandteile vereinfacht die Ersatzteilbestellung.
Siehe auch
Weblinks
Verbände
- Homepage des Werkzeugbau-Weltverbands ISTMA
- Homepage des VDMA Werkzeugbaus mit weiteren Informationen zur Branche
- Homepage des VDWF (Verband Deutscher Werkzeug- und Formenbauer)
Handwerkliche Formen
- Formenherstellung in der Porzellan Manufaktur Nymphenburg
Wikimedia Foundation.