- Gewindebohrer
-
 Handgewindebohrer M20 mit Windeisen
Handgewindebohrer M20 mit Windeisen
 Ein Satz Gewindebohrer
Ein Satz GewindebohrerEin Gewindebohrer ist ein Bohrer zur Erzeugung gewindetragender Bohrungen in verschiedene Werkstoffe. Das Gewindebohren zählt laut DIN 8580 als zerspanendes Bohrverfahren zur Hauptgruppe Trennen. Ebenfalls bekannt sind die Bezeichnungen Mutterbohrer und Schraubbohrer. Ersteres hat seinen Ursprung von der Form des geschaffenen Gewindes, zweites erinnert an die Größe des Vorschubs, der durch die Gewindesteigung vorgegeben ist.
Inhaltsverzeichnis
Aussehen und Funktion
Je nach Größe hat ein Gewindebohrer zwei oder mehr Schneiden. Die Schneiden haben Zähne, die von dem zu bearbeitendem Material je einen Span abtragen. Die Zähne an der Spitze des Gewindebohrers sind verschieden stark abgeflacht (Anschnitt). Dadurch nimmt beim Schneiden jeder Zahn einen Span in etwa der gleichen Breite mit. Die Zähne weiter hinten dienen lediglich der Führung des Gewindebohrers im bereits geschnittenen Teil des Gewindes. Am hinteren Ende haben Handgewindebohrer einen Außenvierkant, mit dem sie in einem Halter, dem Windeisen, befestigt werden können.
Varianten
Am weitesten verbreitet sind Einschnittgewindebohrer (zur Verwendung per Hand oder Maschine) oder Maschinengewindebohrer, sowie dreiteilige Handgewindebohrer-Sätze. Handgewindebohrersätze bestehen aus Vorschneider, Mittelschneider und Fertigschneider. Der Vorschneider ist mit einem Ring am Schaft markiert, der Mittelschneider mit zwei Ringen. Der Fertigschneider trägt keinen Ring oder (seltener) drei Ringe.
Einschnittgewindebohrer bieten den Vorteil, dass das Schneiden schneller geht. Sie sind jedoch meist nur für Durchgangslöcher geeignet, da bei Grundlöchern der Span nicht sauber nach außen gefördert wird. Zudem brechen sie bei der Bearbeitung von härteren Stählen sehr leicht ab, da ein breiterer Span als bei dreiteiligen Sätzen abgetragen wird und somit ein größeres Drehmoment notwendig ist. Für Grundlöcher werden Gewindebohrer mit Spiralnuten benötigt, die den Span entgegen der Schneidrichtung aus dem Loch führen.
Handgewindebohrer sind meist aus Schnellarbeitsstahl (HSS) gefertigt.
Anwendung
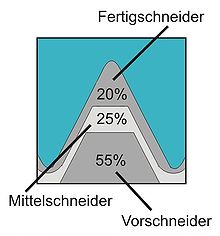 Arbeitsverteilung einzelner Gewindebohrer
Arbeitsverteilung einzelner GewindebohrerZum Schneiden eines Innengewindes wird zuerst ein Kernloch gebohrt, dessen Durchmesser ungefähr um die Steigung kleiner ist, als der Nenndurchmesser des Gewindes. Beispielsweise soll bei einem Regelgewinde M10 mit einer Gewindesteigung von 1,5 mm eine Grundbohrung mit dem Durchmesser 10 mm −1,5 mm = 8,5 mm gefertigt werden. Anschließend werden, um beim Anschneiden eine bessere Einführung in die Bohrung zu erhalten und um zu verhindern, dass der erste und der letzte Gewindegang herausgedrückt werden, Kegelsenkungen eingebracht, die der Größe des Gewindedurchmessers zuzüglich 10 % von diesem entsprechen. Bei einem M10er Gewinde ist dies 10 + 1 mm, also eine Senkung mit 11 mm Durchmesser. Dann werden der, bzw. die drei Gewindebohrer, der Reihe nach hinein und wieder herausgedreht. Durch zusätzliches plastisches Verformen der Gewindeflanken entsteht dabei der endgültige Kernlochdurchmesser, der bei M10 8,38 mm beträgt.
Zur Steigerung der Standzeit der Werkzeuge und für optimale Oberflächenqualitäten werden Schneidöle oder auch andere Kühlschmiermittel zur Schmierung verwendet, da dies die Reibung zwischen Span und den Schneiden des Gewindebohrers und somit auch das notwendige Drehmoment verringert.
Der Gewindebohrer soll während des Schneidens möglichst nicht zurückgedreht werden, da häufiges Abscheren der Späne und Neuanschneiden zu vorzeitiger Abstumpfung der Gewindebohrerschneiden führen. Ausnahme: Bei langspanenden Werkstoffen und größeren Gewinden ist ein wiederholtes Brechen der Späne erforderlich. Dies geschieht durch Zurückdrehen des Gewindebohrers um etwa eine viertel Umdrehung. Zugleich gelangt dadurch frischer Schmierstoff an die Schneidkanten.
Insbesondere bei Gewinden, die nicht wesentlich länger sind als ihr Durchmesser, werden die Gewinde beim Schneiden von Hand sehr leicht schräg. Dagegen hilft meist nur maschinelles Schneiden oder manuelles Drehen der Spindel einer Ständerbohrmaschine mit eingespanntem Gewindebohrer. Genormte kleine und mittlere Innengewinde lassen sich bei rotationssymmetrischen Werkstücken leicht und preiswert an der Drehmaschine mittels Gewindebohrer fertigen.
Siehe auch: Schneideisen, Metrisches ISO-Gewinde
Weblinks
 Commons: Werkzeuge für die Gewindeherstellung – Sammlung von Bildern, Videos und Audiodateien
Commons: Werkzeuge für die Gewindeherstellung – Sammlung von Bildern, Videos und Audiodateien



Wikimedia Foundation.