- Elektroblech
-

DIN EN 10106 Bereich Halbzeug aus Stahl Titel Kaltgewalztes nicht kornorientiertes Elektroblech und -band im schlussgeglühten Zustand Letzte Ausgabe 2007-11 ISO DIN EN 10107 Bereich Halbzeug aus Stahl Titel Kornorientiertes Elektroblech und -band im schlussgeglühten Zustand Letzte Ausgabe 2005-10 ISO Elektroblech ist mit einer jährlichen weltweiten Erzeugung von rund 10 Mio. Tonnen der mengenmäßig und wertmäßig bedeutendste weichmagnetische Werkstoff. Es wird nach seinen Eigenschaften in nicht-kornorientierte und kornorientierte Werkstoffe unterteilt, wobei erstere je nach Verwendungszweck auch Dynamoblech oder Motorenblech, letztere auch Transformatorenblech genannt werden. Elektroblech und -band bezeichnet im engeren Sinn kaltgewalztes Band aus Eisen-Silizium-Legierungen, darüber hinaus auch die daraus geschnittenen oder gestanzten Blechlamellen, die zur Herstellung von magnetischen Kreisen für elektrische Maschinen, also von Eisenkernen für Dynamos, Elektromotoren, Transformatoren, Relais, Schaltschützen, Drosselspulen, Zündspulen, Stromzähler und steuerbaren Ablenkmagneten verwendet werden.
Die magnetischen, physikalischen und sonstigen Anforderungen an den Werkstoff sind in den Normen „Kaltgewalztes nicht kornorientiertes Elektroblech und -band im schlussgeglühten Zustand“ (EN 10106) und „Kornorientiertes Elektroblech und -band im schlussgeglühten Zustand“ (EN 10107) beschrieben.
Inhaltsverzeichnis
Funktion
Bei Eisenkernen aus Vollmaterial treten unter dem Einfluss veränderlicher Magnetfelder induktiv erzeugte Wirbelströme auf, die bei Maschinen und Transformatoren nicht sinnvoll nutzbar sind. Statt elektrische Leistung zu übertragen, wird der Kern durch Wirbelströme mit zunehmender Frequenz heiß. Um dies zu vermeiden, werden Eisenkerne für elektrische Maschinen ausschließlich als lamellierte und isolierte Bleche in Paketen oder als gewickelte Schnittbandkerne ausgeführt. Eine entsprechende Ausführung wird auch als geblecht bezeichnet.
Weichmagnetische Materialien bilden unter dem Einfluss eines elektrischen Feldes einen Magneten und gehen nach dem Abschalten des Feldes großenteils wieder in den unmagnetischen Zustand über. Einfaches Dynamoblech IV konnte magnetisch mit maximal 12.000 Gauß= 1,2 T (Tesla) ausgenutzt werden. Weiterentwickelte Eisen-Silizium-Legierungen ermöglichten Flussdichten bis etwa 1,75 T.
Ausführungsformen
Standardkerne werden aus gestanzten Einzelblechen hergestellt, die früher durch einseitig aufgeklebte Papierschichten, in modernerer Form durch chemisch aufgebrachte Phosphatierungsschichten isoliert sind. Die Blechstärke für normale Anwendungen ist häufig bei 0,5 mm. Für elektrische Übertrager von höheren Frequenzen oder besonders verlustarme Geräte werden dünnere Bleche mit 0,35 mm Stärke verwendet. Schnittband- und Ringkerne werden oft aus noch dünneren und ebenfalls isolierten Bändern gewickelt.
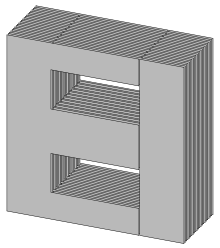 „E-I“ mit abwechselnder Schichtung
„E-I“ mit abwechselnder Schichtung
Ein klassischer und viel verwendeter Blechschnitt speziell für Transformatoren ist der EI-Kern. Bei jedem Stanzvorgang fallen jeweils zwei E und zwei I heraus und es entsteht so gut wie kein Abfall. Deshalb wird dieser Schnitt auch als der abfalllose EI-Schnitt bezeichnet. Die Bleche lassen sich einseitig oder wechselseitig schichten. Für Netztrafos und Gegentaktübertrager werden die Bleche wechselseitig geschichtet, d.h. es werden abwechselnd E und I einmal von links und dann von rechts in den Spulenkörper geschoben. Dadurch wird der Luftspalt minimiert. Wird nur einseitig geschichtet, lässt sich ein definierter Luftspalt einbauen, der für Netzsiebdrosseln und für Eintakt-Übertrager notwendig ist.
Kreisförmige Blechschnitte für Motoren und Generatoren haben üblicherweise Aussparungen die bei Aufeinanderschichtung die Nuten für die Bewickelung mit isoliertem Kupferdraht für die Spulen ergeben, sowie auch den mittigen Kreisausschnitt für die Achswelle.
Backlackblech
Die Bleche können mit einer speziellen Beschichtung (Backlack) versehen werden, so dass Blechstapel später durch Erhitzen oder Lösemittel miteinander verbacken werden. Der Zweck ist eine bessere mechanische Festigkeit und ggf. eine Verringerung der Geräuschentwicklung durch Vibrationen. Diese Methode wird häufig als Alternative zum vollständigen Tränken bzw. Vergießen angewandt.
Material
Elektrobleche bestehen meist aus einer Eisen-Silizium-Legierung. Während der nichtkornorientierte Werkstoff in der Blechebene möglichst isotrope magnetische Eigenschaften hat und demzufolge vorzugsweise für rotierende Maschinen Verwendung findet, wird beim kornorientierten Werkstoff durch mehrere aufeinander folgende Walz- und Glühbehandlungen eine Kornorientierung (Textur) erzeugt. Durch diese gezielt eingebrachte Anisotropie im Werkstoff verringern sich bei entsprechender Magnetisierungsrichtung die Ummagnetisierungsverluste und die relative Permeabilitätszahl steigt. Mit diesem texturierten Werkstoff kann man daher, verglichen mit nichtkornorientierten Werkstoffen, Transformatoren fertigen, die bei höherem Wirkungsgrad eine geringere Baugröße haben.
In der nachfolgenden Tabelle sind exemplarisch die Verhältnisse für M- und MD-Kerne auf die Kerngröße M 102 B/MD 102 B bezogen dargestellt. Zum Vergleich ist auch noch ein SM-Schnittbandkern aufgeführt. Bei allen Kerngrößen ist der Spulenkörpertyp gleich.
Materialwerte Bezeichnung des Kernmaterials Verluste pro Kilogramm Eisen Blechstärke Maximale Induktion übertragbare Leistung Kernschnitt M 530-50 A 5.30 W 0.50 mm 1.31 T 198 VA M 102 B M 400-50 A 4.00 W 0.50 mm 1.39 T 215 VA M 102 B M 330-35 A 3.30 W 0.35 mm 1.41 T 224 VA M 102 B M 111-35 N 1.11 W 0.35 mm 1.64 T 271 VA M 102 B M 111-35 N 1.11 W 0.35 mm 1.65 T 320 VA MD 102 B TRAFOPERM 1.11 W 0.30 mm 1.78 T 300 VA SM 102 B Literatur
- Hans Fischer: Werkstoffe in der Elektrotechnik. 2. Auflage, Carl Hanser Verlag, München Wien, 1982 ISBN 3-446-13553-7
- Günter Springer: Fachkunde Elektrotechnik. 18.Auflage, Verlag Europa-Lehrmittel, Wuppertal, 1989, ISBN 3-8085-3018-9
Siehe auch
Weblinks
Wikimedia Foundation.