- Münzprägung
-
 Münzschläger der frühen Neuzeit
Münzschläger der frühen Neuzeit
Die Münzprägung ist ein mechanischer Vorgang, um eine Münze zu prägen. Hierbei wird ein Rohling durch geeignete Werkzeuge in eine gewünschte Form gebracht und meist als Zahlungsmittel (Geld) oder als Orden verwendet. Modernere und einfachere Varianten sind Plaketten. Manuelle Münzprägung in vorindustrieller Zeit wird als Münzschlag oder Münzschlagen, maschinelle Fertigung als Münzkunst bezeichnet. [1]
Inhaltsverzeichnis
Geschichte
Während die ersten Prägungen noch ziemlich einfacher Art waren, entwickelte sich dies im Laufe der Zeit zu einem eigenen Handwerk und wurden kunstvoller und Zier-reicher. Die ersten nachgewiesenen Funde sind ionische Münzprägungen (7. Jh. v.Chr.) und wurden aus Elektron gefertigt. Hierbei handelt es sich um einfachste Prägungen. Ein Tropfen Metall wurde mit einem Meißel gestanzt.
Ab ca. 650 v. Chr. wurden die Münzen kunstvoller und bekamen einfache Motive wie Löwenkopf und dgl. (Stater). Ab diesem Zeitpunkt, wurden dann Stempeln zum prägen eingesetzt. [2]
Verfahren
Antike
Man gravierte zunächst in einem noch ungehärteten Unterstempel aus Eisen ein Münzbildnegativ ein. Dieser Stempel mit Negativbild, auch Vorderseite oder Avers genannt (altgriechisch "charakter"), wurde nach dem Härten in einem Amboss oder häufiger Holzblock eingelassen. Zum Prägen der Münze legte man ein Stück Metall (Gold, Silber, Kupfer oder Legierungen) in Form eines meist runden Metallplättchens, auch Ronde, Schrötling, (Münz-)Platte oder Rohling genannt, in der gewünschten Münzgröße auf diesen Unterstempel. Jetzt setzte man den Festhaltemeißel, den Oberstempel, möglichst deckungsgleich zum Unterstempel auf die Ronde auf und schlug mit einem Hammer auf den Oberstempel. Durch den plötzlichen Schlagdruck prägten sich die Münzbildmotive der gehärteten Unter- und Oberstempel in die relativ weichere Ronde als positive Münzbilder ein. Aus der Ronde wurde durch die Prägung die Münze. Das Bild des Festhaltemeißels oder Oberstempels, die Rückseite oder Revers, heißt altgriechisch "typos".
Bei sehr dünnen, einseitigen Münzen, z.B. bei den Brakteaten um 1200, entfiel der Unterstempel. Hier wurden meist mehrere sehr dünne Silberblechronden gleichzeitig mit einem Oberstempel gegen eine Leder- auch Bleiunterlage geschlagen bzw. geprägt.
Die sehr hohen Prägezahlen heutiger Münzen unterliegen seit etwa 1870 höchsten Qualitätsanforderungen an die Gleichartigkeit in den Münzbildern. Sie erfordern deshalb zuerst die Herstellung eines oder sogar mehrerer positiver "Mutterstempelmatrizen", jeweils für die Unter- und Oberstempel. Diese Positivmutterstempel werden gehärtet und prägten wiederum die benötigten noch ungehärteten eigentlichen negativen Tochter-Münzprägestempel. Diese wurden anschließend gehärtet, meist noch galvanisch hartverchromt und in die entsprechenden modernen Münzprägemaschinen eingesetzt.
Moderne Prägestempel lassen viele tausende Einzelprägungen ohne nennenswerte Stempelabnutzung oder Zusetzung des Gravurreliefs zu. Häufig werden die ersten hundert Münzprägungen eines neuen Stempels speziell für Sammlermünzen verwendet. Sonderprägungen werden mit poliertem Schrötling und poliertem Stempel angefertigt. Besonders die Stempel für Umlaufmünzen haben meistens ein relativ flaches Gravurrelief, bei Medaillen ist das Relief dagegen meist viel stärker ausgeführt, da diese keiner Abnutzung im Geldumlauf unterliegen. Für die Randschrift oder Riffelung gibt es seit dem 17. Jahrhundert spezielle Rändelmaschinen. Die Rändelung der Ronde erfolgte gewöhnlich vor der Prägung.
Neuzeit
Am Beginn der Neuzeit war die althergebrachte, noch aus der Antike stammende manuelle Münzfertigung überholt. Der 1486 in Tirol "geborene" Guldengroschen, bald schon Taler genannt, und ähnlich große Münzen ließen sich mit Hammer und Handstempel nur mühsam und oft auch nur unpräzise schlagen, und auch die neuartigen Prägemedaillen erforderten mehr Kraft, als sie ein Schmied je aufbringen konnte. Techniker und Erfinder bauten neuartige Prägeapparate, doch durchgesetzt hat sich die Spindelpresse. Noch heute ist sie in modifizierter Form in Prägeanstalten und in der metallverarbeitenden Industrie anzutreffen.
Die Spindelpresse, auch Schraube, Balancier, Stoßwerk, Anlauf, Anwurf oder Exzenter genannt, ist ein Kind des 16. Jahrhunderts. Konkurrenten waren das Klippwerk und die Walzenprägung, aus der sich das Taschenwerk entwickelte. Beim Klippwerk bewegte sich der Oberstempel in einer Schiene oder einem Rohr auf und ab. Mit Hilfe eines Steigbügels konnte der Oberstempel bewegt werden. Ein Verdrehen des Stempels und vor allem Verletzungen beim Prägen mit dem Hammer kamen weniger häufig vor als bei der althergebrachten manuellen Methode. Das Klippwerk, das das Festhalten des Oberstempels mit der Hand überflüssig machte, nicht aber das manuelle Zuschlagen auf den Oberstempel, wurde vor allem bei kleineren Münzsorten eingesetzt.
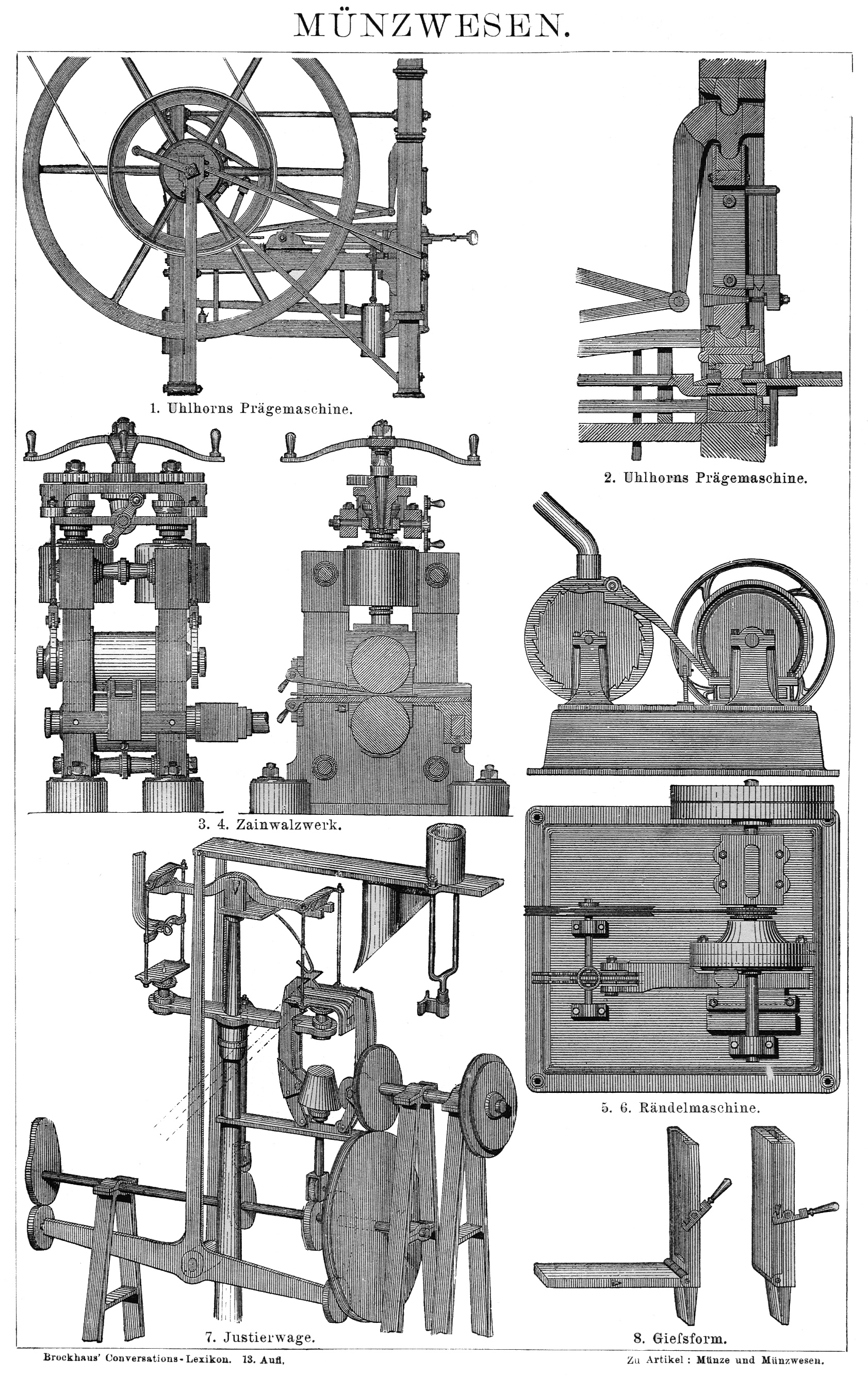
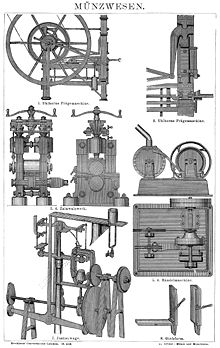 Prägemaschinen, Tafel aus Brockhaus, Artikel Münzwesen. Brockhaus' Conversations-Lexikon, 11. Band. 13. Auflage Leipzig 1885, Seite 942f.
Prägemaschinen, Tafel aus Brockhaus, Artikel Münzwesen. Brockhaus' Conversations-Lexikon, 11. Band. 13. Auflage Leipzig 1885, Seite 942f.Bei der Walzenprägung wurden zwei gravierte Stahlwalzen gegeneinander gedreht. Dazu nutzte man menschliche Muskelkraft, Wasserkraft oder Göpelwerke, die von Pferden bewegt wurden. Zwischen die Walzen schob man dünne Metallstreifen, die Zaine. Auf ihnen markierten sich Vorder- und Rückseite der Münze. Anschließend musste das Geldstück aus dem Metallstreifen geschnitten oder geschlagen werden. Das Verfahren hatte den Nachteil, dass schwach gebogene Münzen entstanden, die leicht oval waren. Sammler erkennen die mit der Walze beziehungsweise auf dem Taschenwerk mit seinen "pilzförmig" gebogenen Stempeln geprägten Münzen sofort. Es war nicht möglich, die gebogenen, ovalen Münzen am Rand mit Mustern oder Inschriften zu versehen. Das war aber wichtig, um hochwertige Gold- und Silbermünzen vor illegaler Gewichtsverminderung und anderen Manipulationen zu schützen.
Vom 17. bis zum 20. Jahrhundert hat sich jedoch in der Technik des Münzenprägens viel getan. Im 17. Jahrhundert war es noch eine wesentliche Neuerung, dass man mittels des Spindelwerks und zwei bis zwölf Männern den Oberstempel auf Schrötling und Unterstempel presste und damit auf einen Schlag eine größere Menge an Münzen prägen konnte. Dieses Verfahren garantierte eine kraftvolle, federnde Prägung mit einer Kraft, die dem Gewicht von bis zu 30 Tonnen entsprach.
Die Menge an Münzen, die solche Maschinen ausstoßen können, hat sich gewaltig gesteigert. Größere Stückzahlen erreichte man im 19. Jahrhundert durch die Verwendung des Kniehebelwerkes von Diedrich Uhlhorn. Bei diesem System wird der Oberstempel gegen den Schrötling unter sich steigerndem Druck gepresst. Parallel zum Kniehebelwerk kam ab etwa 1810 die Ringprägung zuerst bei den groben Kurantmünzen auf, wie z.B. dem Taler. Diese Prägeart verhinderte, dass die Ronde während des Prägevorgangs im Stahlring durch den Pressdruck keinen größeren Durchmesser annahm, also sich am Rand vergrößernd abrundete. Die Ringprägung ließ gleichzeitig mit dem Randstäbchen und dem Perlkreis im Prägebild sowie der Rändelung bzw. durch eine Randschrift eine Gewichtsverminderung durch Befeilung sehr leicht erkennen.
Den nächsten großen Fortschritt erbrachte die Verwendung von Dampfmaschinen. Im späten 18. Jahrhundert bauten Matthew Boulton und James Watt, der Erfinder der Dampfmaschine, Walzen und Prägemaschinen mit Dampfantrieb. Der Dampf drehte die Walzen, die die Metallbarren zu münzdicken Platten formten, und mit seiner Hilfe stanzte man die Rohlinge und führte die Prägehämmer. Diese Maschinen produzierten 60 Münzen in der Minute.
Dieter Fassbender nannte 1983 noch eine Menge von 100-300 Stück pro Minute, Christopher Maynard und Renate Kingma sprachen von 400-500 Münzen, die pro Minute entstehen.
Die neueste Entwicklung schildert Klaus Jopp. Ihm zufolge stanzen Maschinen aus vorgefertigten Zain-Metallbändern pro Minute 20.000 Rohlinge der ab dem Jahr 2002 gültigen europäischen Währung Euro.
Seltener wurden Münzen auch gegossen. Bekannt sind die römischen Asse, chinesische Käsch-Münzen und auch die keltischen Regenbogenschüsselchen, die im Gussverfahren hergestellt wurden.
Literatur
- Dieter Fassbender: Lexikon für Münzsammler. 1983
- Christopher Maynard: Wunderwelt Geld. 1978
- Renate Kingma: Münzen und Geld. 1985
- Klaus Jopp: Neue Taler braucht das Land. In: Die Zeit. 42/Oktober 1998, S. 61
Weblinks
- Film über die Herstellung einer Münze in der Staatlichen Münze Berlin
- Prägewerkzeuge (überwiegend der Münze Berlin) im Interaktiven Katalog des Münzkabinetts www.smb.museum/ikmk
Einzelnachweise
- ↑ http://www.figuren-modellbau.de/muenzkunst.html Münzkunst. Quelle: Meyers Großes Konversations-Lexikon, 6. Auflage 1905–1909
- ↑ http://www.ingolstadt.de/stadtmuseum/scheuerer/museum/mz-ant03.htm Münzkabinett Ingolstadt



Wikimedia Foundation.