- Gerbung
-
Gerben bezeichnet die Verarbeitung von rohen Tierhäuten zu Leder. Dabei wird in einer Gerberei (Lederfabrik) durch den Einsatz von Gerbstoffen das Hautgefüge stabilisiert und damit Leder hergestellt. Das Gerben von Pelzfellen bezeichnet die Pelzbranche als Zurichten, der Gerber von Pelzfellen nennt sich (Pelz-)Zurichter oder Pelzveredler. Wesentliche Merkmale einer Gerbung sind:
- irreversible Bindung der Gerbstoffe an die Haut - das heißt, das Leder kann ohne Zerstörung nicht mehr zurückverwandelt werden; das ist ein wesentlicher Unterschied zu Konservierungen, die weitgehend reversibel sind
- lederartiges Auftrocknen - rohe Haut trocknet hornartig, durchscheinend auf
- beständig gegen natürliche Selbstzersetzung durch Mikroorganismen
- starke Verminderung der Quellung beim Einlegen in Wasser
- Erhöhung der Beständigkeit beim Erhitzen im nassen Zustand (Schrumpfungstemperatur) - eine Haut von Säugetieren beginnt beim Erhitzen in Wasser bei ca. 62 °C zu verleimen, was durch eine deutliche Schrumpfung erkennbar ist; in Abhängigkeit von der Gerbung kann Leder Schrumpfungstemperaturen von über 100 °C erreichen; man spricht dann von kochgarem Leder.
Das Gerben ist eine der ältesten kulturellen Errungenschaften der Menschheit. Leder ist eines der ersten vom Menschen hergestellten Materialien.
Inhaltsverzeichnis
Schritte des Gerbprozesses
Grundsätzlich muss unterschieden werden, ob die Haut zu Leder mit Haaren (Pelzgerbung oder Pelzzurichtung) oder ohne Haare (Ledergerbung) verarbeitet werden soll. Folgende Schritte sind bei der handwerklichen oder industriellen Lederherstellung üblich.
- Weiche
- Enthaaren und Auflockerung des Hautfasergefüges (Hautaufschluss)
- Entfleischen (mechanisches Entfernen des Unterhautbindegewebes)
- Spalten (bei dicken Häuten)
- Entkälkung
- Enzymatische Beize
- Entfettung (nur bei Hautarten mit viel Naturfett z. B. Schwein, Schaf)
- Vorbereitung auf die Gerbung (Pickel oder Vorgerbung)
- Gerbung
- Entwässern (Abwelken)
- Dickenregulierung (Falzen)
- Nasszurichtung (Bleichen, Nachgerben, Färben, Fetten)
- Entwässern und Strecken (Ausrecken)
- Trocknung
- Anfeuchten (Konditionieren)
- Weichmachen durch mechanische Bearbeitung (Stollen, Millen)
- Trocknen
- Oberflächenbehandlung (Trockenzurichtung)
Die Zurichtung von Pelzfellen verläuft ähnlich:
- Weiche
- Entfleischen (mechanisches Entfernen des Unterhautbindegewebes)
- Wäsche - Entfettung
- Pickel
- Gerbung
- Fettung, eventuell Nachgerbung und Färbung
- Trocknung
- Konditionieren (Anfeuchten, Behandlung mit feuchten Sägespänen (Feuchtläutern))
- Weichmachen durch mechanische Bearbeitung (Stollen)
- Schleifen der Lederseite
- Trocknen
- Kämmen des Haarkleides
- Trockenläutern (Behandlung mit trockenem Holzmehl)
- Bügeln des Haarkleides
Die urtümliche Lederherstellung bei Naturvölkern war ähnlich - im Rahmen der lokalen beziehungsweise historischen Möglichkeiten - organisiert. Bis ins 19.-Jahrhundert wurden die Nassprozesse in Gruben durchgeführt. Eine Durchmischung der Häute wurde nur selten, und dann sehr mühsam von Hand angewendet. Dadurch waren teilweise sehr lange Prozesszeiten erforderlich. Die heute üblichen Arbeitsgefäße für die Nassprozesse sind das Gerbfass bei der Lederherstellung und die Haspel bei der Pelzzurichtung. Beide Systeme erlauben eine mehr oder weniger intensive Durchmischung und auch Temperaturreglung, und dadurch eine wesentliche Beschleunigung der Prozesse. Waren die Gefäße anfänglich aus Holz, so werden heute auch Edelstahl und Kunststoff eingesetzt. Durch moderne Regel-, Steuer- und Dosiersysteme können einzelne Prozesse automatisch ablaufen.
Die Tierhaut
Sie besteht aus den drei Lagen Ober-, Leder- und Unterhaut. Obwohl die Haare mit ihren Wurzeln oft tief in der Lederhaut verankert sind, werden sie trotzdem von der Oberhaut (Epidermis) gebildet. Die Oberhaut und ihre Bildungsprodukte besteht aus schwefelhältigem Eiweiß und Keratin. Sie ist aus Zellen aufgebaut und wird meist chemisch aufgelöst (Äscher).
Die Unterhaut (Subcutis), die aus lockeren, faserförmigen, durch Muskelgewebe, Blutgefäße und Fettzellen aufgelockerten Kollagen besteht, wird mechanisch entfernt (Entfleischen). Der restliche mittlere Teil setzt sich zusammen aus der dünnen Papillarschicht und der dicken Retikularschicht. Diese Schichten bestehen zu einem Drittel aus faserförmigen Eiweiß Kollagen und Wasser. Die Papillarschicht hat ein dichteres aber weniger verschlungenes Fasergefüge und bildet am fertigen Leder die glatte Oberfläche, die als Narben bezeichnet wird. Die Retikularschicht wird von gröberen Kollagenfasern gebildet, die stärker verschlungen sind. Sie ist für die mechanische Festigkeit der Haut und des Leders verantwortlich.
Andere in der Lederhaut vorkommende Eiweiße wie Elastin, Albumine, Globuline, Blut, Pigmente und Keratinreste aus der Oberhaut werden vor der eigentlichen Gerbung möglichst vollständig entfernt. Naturfette werden vor oder nach der Gerbung herausgelöst.
Bei der Pelzzurichtung entfällt der chemische Prozess der Oberhaut- und Haarentfernung.
Die Lederhaut hat über die gesamte Fläche oft erhebliche Strukturunterschiede. Der Bereich am Rücken (Kern oder Croupon) ist bei den meisten Hautarten dichter und fester, während die Bauchseite und Achseln (Flämen) meist eine sehr lockere, weniger wertvolle Struktur aufweisen. Die Gerbung soll das möglichst ausgleichen, und beim Trocknen das Verkleben der Kollagenfasern (Fibrillen) und das hornartige Auftrocknen verhindern. Neben der Isolierung werden die Fibrillen durch die Gerbstoffe über Querverbindungen vernetzt.
Die Vorbereitung
 Ein Gerber demonstriert das Entfleischen eines Schaffells.
Ein Gerber demonstriert das Entfleischen eines Schaffells.Nach dem Häuten werden die Rohhäute zunächst getrimmt (beschnitten, zugeschnitten). Dadurch werden Teile entfernt, die zur Lederherstellung nicht geeignet sind (wie z. B. Geschlechtsteile). Danach muss die Haut schnellstmöglich konserviert werden, um den organischen Verfall aufzuhalten und qualitative Schäden zu vermeiden. Dies geschieht meistens durch Salzen. In Regionen, wo die Entfernungen und die Lieferketten es zulassen, werden die Häute auch durch Kühlung kurzzeitkonserviert und damit auf Salz verzichtet. In manchen Regionen, in denen Salz knapp ist und es das Klima zulässt, werden Häute und Felle auch noch getrocknet.
 Traditionelle Gerberei und Färberei in Fès
Traditionelle Gerberei und Färberei in FèsNach dem Transport durchläuft die Haut die Wasserwerkstatt, in deren Verlauf die nicht ledergebenden Bestandteile (Haare, Unterhautbindegewebe, Fett und unstrukturierte Eiweiße) entfernt werden.
1. Weiche, Äscher
Ziel: Hautaufschluss, Enthaarung - Entfernung der Oberhaut
Beim ersten Arbeitsgang, der Weiche, wird die Haut in Wasser eingelegt damit sie gereinigt und auf den ursprünglichen, natürlichen Wassergehalt gebracht wird.
Anschließend wird sie zur Entfernung der Oberhaut und zur Auflockerung des Fasergefüges (Hautaufschluss) einige Stunden bis Tage in den Äscher eingelegt. Im traditionellen Verfahren verwendete man dafür meist nur Kalkmilch. Heute geschieht der Prozess meist im hochalkalischen Bereich mit Kalk und Sulfiden und / oder Enzymen, wodurch die Enthaarung wesentlich beschleunigt wird. Je intensiver der Hautaufschluss, desto weicher wird das fertige Leder.
2. Entfleischen, Spalten
Beim Entfleischen wird die Unterhaut mechanisch entfernt, so dass schließlich nur noch die Lederhaut übrig bleibt. Früher wurde das händisch am Gerberbaum durchgeführt - siehe Bild. Heute geschieht dies maschinell. Beim Spalten wird die Lederhaut horizontal über die ganze Fläche durchgeschnitten. Man erhält den Narbenspalt mit der Papillarschicht und der Retikularschicht und den Fleischspalt, der nur aus Retikularschicht besteht.
3. Entkälken, enzymatische Beize, Entfettung
Durch die starke alkalische Behandlung des Äschers quillt die Haut stark auf. Beim Entkälken werden die Äscherchemikalien aus der Haut entfernt, der pH-Wert wird weitgehend neutralisiert, und die Haut erhält ihren natürlichen Quellungszustand. Dadurch können die nachfolgenden Chemikalien und Gerbstoffe in die Haut eindringen. Wenn man ein weiches Leder herstellen möchte, wird die so genannte Blöße mit Enzymen einer Beize unterzogen. Rohware mit viel Naturfett erhält noch eine besondere Entfettung mit Tensiden.
Das eigentliche Gerben
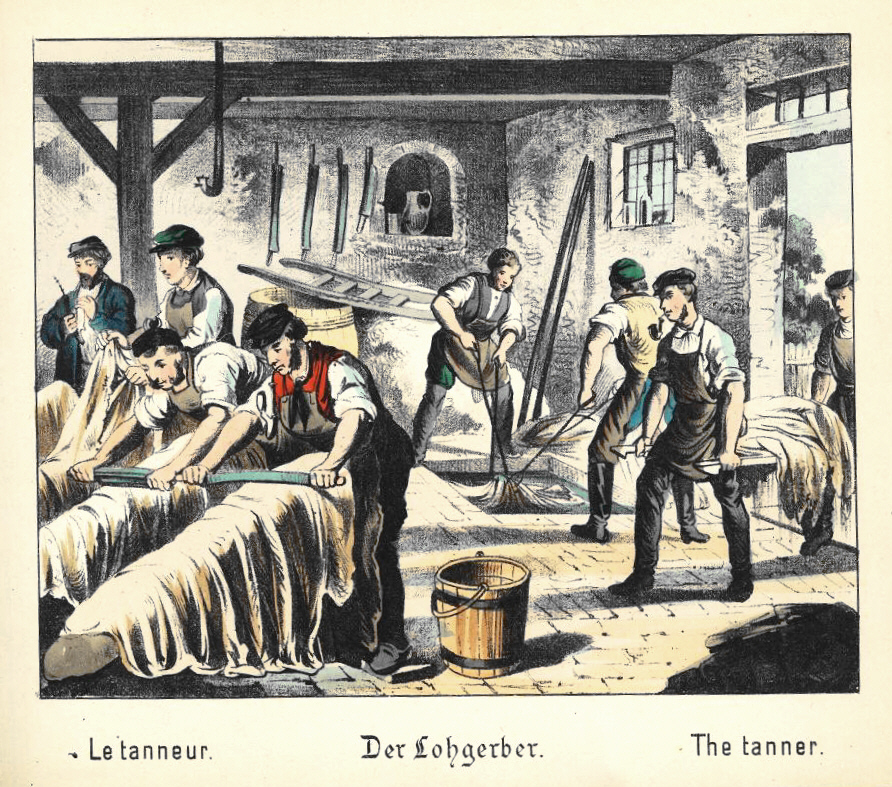
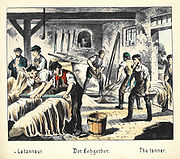 Der Lohgerber (aus Was willst du werden, um 1880)
Der Lohgerber (aus Was willst du werden, um 1880)Die bisher beschriebenen Arbeiten haben die Haut zwar chemisch und mechanisch verändert, sie liegt aber noch immer als natives Eiweiß mit allen seinen nachteiligen Eigenschaften vor. Erst durch die Wirkung der Gerbstoffe erfolgt die Umwandlung in Leder. Auf Grund der unterschiedlichen Gerbstoffarten unterscheidet man folgende Gerbungen:
1. Gerbung mit Mineralssalzen (Chrom-III-, Aluminium-, Zirkon- oder Eisensalze)
2. Vegetabilgerbung mit pflanzlichen Gerbstoffen (Blätter, Rinden, Hölzer, Früchte)
3. Fettgerbung mit Fisch- oder Seetierölen (Trane)
4. Synthetische Gerbung mit synthetisch hergestellten Gerbstoffen (Syntane, Harzgerbstoffe, Polymergerbstoffe, Polyphosphate, Paraffinsulfochlorid)
5. Aldehydgerbung (früher Formaldehyd, heute hauptsächlich Glutardialdehyd)
Damit das fertige Leder die gewünschten Eigenschaften erhält werden die verschiedenen Gerbungen oftmals miteinander kombiniert. Exotische Gerbverfahren wie z. B. Rauchgerbung oder Hirngerbung beruhen meist auf der Wirkung einer oder mehrerer dieser Gerbstoffe.
Der Gerbungsprozess besteht grundsätzlich aus drei Phasen: dem Entquellen des Kollagen, dem Eindringen und Durchdringen des Gerbextrakts, die Bindung und Fixierung an die Hautfaser.
Es gibt verschiedene Arten der Gerbstoffverbindung mit der Haut. Die Ionenbindung (bei Gerbsalzen), die Wasserstoffbrückenbindung (bei pflanzlichen Gerbstoffen), die Komplexbindung (z. B. bei Chromgerbstoffen), aber auch die sehr stabile Atombindung beispielsweise bei der Aldehydgerbung. Neben der Bindung werden Gerbstoffe im Überschuss zwischen den Kollagenfasern eingelagert.
 Teils gefärbte Häute zum Trocknen auf Dächern in Marokko
Teils gefärbte Häute zum Trocknen auf Dächern in MarokkoGerbverfahren
Die unterschiedlichen Gerbstoffarten erforden unterschiedliche Gerbverfahren,
Bei der pflanzlichen Gerberei (vegetabile Gerbung, Lohgerberei, Rotgerbung) werden Auszüge aus Pflanzenteilen von z. B. Quebracho-, Kastanien- oder Eichenholz, Mimosa-, Sumach- und anderen Holz- bzw. Rindengerbstoffe zur Gewinnung der Gerberlohe eingesetzt. Aus dieser Nutzung entstanden die Lohwälder. Die pflanzlichen Gerbmittel werden in einer Lohmühle gemahlen. Der verwendete Sud wird auch Brühe oder Extrakt genannt. Die Natur der Vegetabilgerbstoffe erfordert eine behutsame Vorgerbung zur ersten Stabilisierung des Fasergefüges. Früher, und im sehr geringem Umfang auch noch heute, erfolgte diese Stabilisierung durch Angerben mit wenig konzentrierten, bereits ausgezehrten Gerblösungen (Brühen) in mehreren Schritten im „Farbengang“. Erst dann erfolgte die Ausgerbung mit konzentrierten Brühen in Gerbgruben. Dieser Gerbprozess kann bis zu 12 Monate dauern und wird als „Altgrubengerbung“ bezeichnet. Bei modernen Vegetabilgerbungen werden die Blößen mit synthetischen Gerbstoffen oder Aldehyden vorgegerbt und in rotierenden Gerbfässern mit konzentrierten Gerbbrühen ausgegerbt. Der Gerbprozess kann so auf einige Tage verkürzt werden.
Die Gerbung mit Mineralsalzen und hier allen voran die Gerbung mit Chrom-III-Salzen, ist heute sicher die wichtigste Gerbmethode. Aluminiumsalze werden hauptsächlich bei der sogenannten „Weißgerbung“ für Pelzfelle verwendet. Als Vorbehandlung erfordern alle Mineralgerbstoffe einen Pickel. Der Pickel besteht aus Säuren (meist Schwefelsäure und Ameisensäure) und Neutralsalz (Natriumchlorid oder Natriumsulfat). Durch das Sauerstellen der Haut können die Mineralgerbstoffe die Haut vollstandig durchdringen. Im Anschluss daran werden die Gerbstoffe durch die schrittweise Zugabe von Laugen (Basifizieren) im Leder fixiert. Die Durchführung erfolgt in rotierenden Gerbfässern. Die Gerbung ist in 10 bis 15 Stunden fertig. Zur Vervollständigung der Ledereigenschaften ist aber ein Neutralisation, Nachgerbung, Färbung und Fettung erforderlich.
Bei der Fettgerbung(Sämischgerbung) werden spezielle Öle mit gerbender Wirkung (Trane) in die Häute eingewalkt. Sind die Häute mit Gerbstoff durchdrungen erfolgt eine Oxidation der Öle und sie entfalten ihre Gerbwirkung. Nach dem Trocknen werden die überschüssigen Gerbstoffe ausgewaschen und die Leder erneut getrocknet. Eine besondere Nachgerbung ist nicht erforderlich.
Aldehydgerbstoffe werden meist in Kombination mit synthetischen Gerbstoffen oder als Vorgerbstoffe für die Vegetabilgerbung oder Fettgerbung eingesetzt. Der Arbeitablauf ist ähnlich dem von Mineralgerbstoffen mit Pickel - Durchdringung - Basifizierung zur Fixierung.
Auch synthetische Gerbstoffe (Syntane) werden selten als Alleingerbstoffe eingesetzt. Ihr Gerbverhalten ist ähnlich den Vegetabilgerbstoffen. Sie werden hauptsächlich als Nachgerbstoffe für Chromleder und als Vorgerbstoffe bei der Vegetabilgerbung verwendet.
Spezielle Gerbverfahren
Glacegerbung: Kombination von Aluminiumsalzen mit Salz, Ei und Mehl
Schrumpfgerbung: Gerbung mit speziellen Gerbstoffen, die ein Zusammenziehen (Schrumpfen) der Häute bewirkt.
Ungarische Weißgerbung: Gerbung mit Aluminiumsalzen und spezielle Fettung.
Zweibadchromgerbung: Wurde in der Anfangszeit der Chromgerbung verwendet. Chrom-VI-Salze wurden in die Haut eingearbeitet und anschließend durch Reduktion in gerbfähige Chrom-III-Salze umgewandelt.
Nasszurichtung
Nach der Gerbung wird das Leder mechanisch entwässert (Abwelken) und mit Falzmaschinen auf eine gleichmäßige Stärke gebracht. Dabei werden ähnlich wie bei einem elektrischen Hobel, Späne vom Leder abgetragen.
Vor allem bei der Chromgerbung und bei Herstellung chromfreier Leder durch ein kombinierte Vorgerbung mit Aldehyden und synthetischen Gerbstoffen, werden die endgültigen Ledereigenschaften wie Weichheit, Farbe, Fülle, Struktur, Dehnbarkeit, Wasseraufnahme, etc. durch die Nasszurichtung bestimmt.
Wesentliche Arbeitsschritte sind die Nachgerbung, Entsäuerung oder Neutralisation, Färbung, Fettung und Fixierung der Farb- und Fettstoffe. Grundsätzlich können alle Gerbstoffgruppen die bei der Hauptgerbung beschrieben wurden verwendet werden. Besondere Bedeutng bei der Nachgerbung haben aber synthetische Gerbstoffe, Vegetabilgerbstoffe und Harz- und Polymergbstoffe, da diese einen besonders günstigen Einfluss auf die Fülle und Struktur des Leders nehmen.
Bei der Entsäuerung werden die Säurereste starker Säuren (zB. Schwefelsäure) neutralisiert, wodurch eine besser Beständigkeit der Leder erhalten wird.
Die Färbung erfolgt mit Farbstoffen die mit der Lederfaser eine chemische Bindung eingehen. Moderne Farbstoffe zeichnen sich neben den guten Färbeigenschaften (zB. Aufziehverhalten auf das Leder, Kombinierbarkeit, große Farbpalette) und Echtheiten durch eine geringe Umweltbelastung aus.
Die natürliche Lederfarbe hängt vom verwendeten Gerbstoff ab. Chromgerbungen geben eine helle, grau-grüne Eigenfarbe, Vegetabilleder können gelbbraun - rotbraun sein. Aluminiumsalze und synthetische Gerbstoffe ergeben weiße bis hellbeige Leder. Glutaraldehyd und Fettgerbstoffe färben die Leder gelblich.
Nicht alle Lederarten müssen unbedingt über den ganzen Querschnitt gefärbt sein. Einige Lederarten (zB. Sämischleder) werden bei der Trockenzurichtung nur oberflächlich gefärbt.
Die Fettung bewirkt eine bessere Weichheit und Geschmeidigkeit. Die Fettungsmittel umhüllen die Lederfasern mit einem dünnen Fettfilm. Die Fasern verkleben dann bei der Trocknung nicht so stark und können leichter gegeneinander verschoben werden. Fettungsmittel binden sich zwar mehr oder weniger stark an die Lederfaser, bewirken aber keine Vernetzung wie Fettgerbstoffe.
Durch den Einsatz von Hydrophobierungsmitteln können Leder schmutz- und wasserabweisend, bis wasserdicht ausgerüstet werden.
Bei der Vegetabilgerbung hat die Nasszurichtung auf die Ledereigenschaften weniger Einfluss. Die wesentlichen Arbeitsgänge sind Fixierung des Gerbstoffs, Bleiche oder Färbung und Fettung.
Trocknung, mechanische Bearbeitung
Vor der eigentlichen Trocknung werden die Leder beim „Ausrecken“ gestreckt, geglättet und teilweise entwässert.
Die eigentliche Trocknung erfolgt durch Aufhängen, Aufspannen auf Rahmen oder im Vakuumtrockner. Beim Vakuumtrocknen werden die Leder auf eine beheizte Stahlplatte aufgelegt. Dann wird ein Luftdichter Deckel darüber gelegt und im Inneren ein Vakuum erzeugt.
Einige Lederarten werden hier vollständig getrocknet (8-12% Wassergehalt), dann wieder befeuchtet auf einen Wassergehalt von ca. 20% (Stollfeuchte) und durch mechanisches Bearbeiten (Stollen oder Millen) weich und geschmeidig gemacht.
Bei manchen moderne Gerbprozessen werden die Leder nur bis zur Stollfeuchte getrocknet und gleich weiter bearbeitet.
Nach dem Stollen oder Millen werden die Leder auf einen endgültigen Wassergehalt von ca. 12-15% getrocknet.
Trockenzurichtung
In der Trockenzurichtung wird die Lederoberfläche behandelt.
Bei Rauhledern wie Velour, Nubuk oder Hunting wird sie geschliffen, entstaubt und mit nichtschichtbildenden Chemikalien schmutz- und wasserabweisend ausgerüstet.
Bei Glattledern wie Nappa, Box oder Blankleder werden spezielle Lacke aufgetragen. Die Lacke enthalten neben unterschiedlichen Bindemitteln die üblichen Lackadditive, die den Glanz und den Oberflächengriff bestimmen. Daneben können auch Pigmente und/oder Farbstoffe enthalten sein.
Der Auftrag erfolgt durch Gießen, Hochdruckspritzen, Niederdruckspritzen, Airless, Airmix oder durch Walzenauftragsmaschinen (Roller Coater) in mehreren Schritten. Auch können zur Oberflächenveredlung mehr oder weniger dünne Folien auf das Leder aufgebügelt werden.
Die einzelnen Schichten werden durch Bügeln, Prägen oder Polieren verdichtet. Eine heute nur mehr selten verwendete Methode ist das Glanzstoßen. Dabei wird ein Glas- oder Achatzylinder mit hohem Druck schnell über die Oberfläche gezogen. Dadurch erhält man sehr glänzende Oberflächen, die aber die natürliche Struktur des Leders gut erkennen lassen. Einen ähnlichen, aber nicht so stark glättenden Effekt, ergibt das Polieren mit Stein- oder Tuchwalzen. Beim Bügeln wird die Oberflächenstruktur eingeebnet und beim Prägen wird dem Leder eine neue Oberflächenstruktur verliehen.
Je dicker diese Beschichtung ist, umso gleichmäßiger, strapazierfähiger und pflegeleichter ist die Lederoberfläche. Mit zunehmender Zurichtdicke verliert das Leder jedoch meist seinen natürlichen Charakter. Eine hochwertige Zurichtung verleiht dem Leder eine gleichmäßige, widerstandsfähige Oberfläche mit möglichst natürlichem Aussehen und Griff.
Ab eine Schichtstärke von 150 µm muss das Material als beschichtetes Ledermaterial bezeichnet werden und darf nicht mehr als Leder in den Verkehr gebracht werden.
Geschichte
 Zunftwappen der Gerber
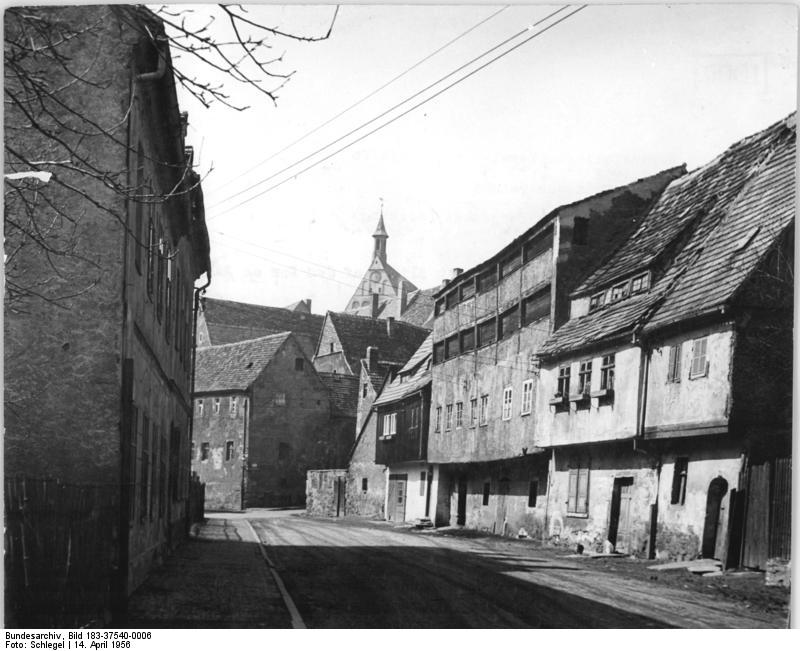
Zunftwappen der Gerber ehemalige Gerberhäuser in Freiberg
ehemalige Gerberhäuser in FreibergAufgrund der schnellen Verrottung von organischen Materialien im Boden ist die Fundlage bei Ledergegenständen äußerst gering. Da Leder jedoch aufgrund der Verwendung tierischer Produkte zu den ältesten verwendeten Werkstoffen gehört, kann man die Anfänge der Gerberei sicherlich in die Steinzeit datieren. Mit der Entdeckung des Feuers wurde sehr schnell die gerbende Wirkung des Rauches bekannt. Zu den ältesten aktiven Gerbmethoden gehört vermutlich die Sämischgerbung, da die Möglichkeit einer zufälligen Entdeckung des Prozesses wahrscheinlich ist. Bei den Römern waren als Gerbmaterialien Kiefern-, Erlen- und Granatbaumrinde, Galläpfel, Sumach, Eicheln und bei den Ägyptern die Schoten einer Akazie gebräuchlich; doch benutzte man auch Alaun mit Salz. Bis in die neueste Zeit hinein hat sich die Gerberei ganz empirisch entwickelt, die Fortschritte der Naturwissenschaft gingen spurlos an ihr vorüber; sie stützt sich ganz auf praktische Erfahrung. Aus dem Frühmittelalter gibt es einige wenige Funde sämisch- und lohgegerbten Leders.
Im Mittelalter erreichten die Gerbereien oft eindrucksvolle Größen. Allerdings mussten sich ihre Betreiber in den Städten in eigene Viertel zurückziehen: Die Herstellung von Leder war ein schmutziges und buchstäblich anrüchiges Gewerbe, daher war die Gerberei eine gesellschaftlich nicht sehr anerkannte und gefährliche Arbeit. Der Umgang mit der faulenden Haut und den (giftigen) Chemikalien setzte extremen Gestank frei, außerdem konnte man sich leicht mit Milzbrand und anderen Krankheiten infizieren. Ein Arbeiter, der Milzbrand überlebt hatte, war sehr wertvoll und genoss eine bessere Behandlung durch seinen Arbeitgeber. Die Gerber (auch Lohgerber, Löher, Loher) gehörten zu den unreinen Handwerken. In manchen Städten erinnert die Löhergasse, die Lohgerberstraße oder der Gerberbruch an ihr Handwerk.
Das Gerben mit Galläpfeln bildete sich als die Methode des Orients, das Gerben mit Eichenlohe als die des Occidents, das Gerben mit Alaun als die der Sarazenen heran. Die Gerbtechniken des Altertums und des Mittelalters haben sich kaum unterschieden.
Eine große, sprunghafte Steigerung von Gerbhandwerk mit langen Gerbzeiten in eine rationell arbeitende Gerbindustrie setzte im 19.Jahrhundert ein. Mitte des 19. Jahrhunderts war das Lederhandwerk noch drittgrößter Gewerbezweig im Deutschen Reich. Die Berliner Lohgerberei gewann seit 1734 durch französische Einwanderer bedeutende Ausdehnung und Vervollkommnung. Die zuerst in Frankreich mit Erfolg betriebene Lacklederfabrikation pflanzte sich bald nach Deutschland fort, ebenso das Weißgerben von Ziegen-, Lamm- und Schaffellen, welches anfänglich ein besonderer Industriezweig der Stadt Annonay und ihrer Umgegend war. Später wetteiferten Engländer und Amerikaner in der Ausbildung der Schnellgerberei. 1861 wurde das erste Chrom-Gerbverfahren patentiert. Größere praktische Bedeutung gewann die Chromgerbung aber erst in neuester Zeit, namentlich auch durch die Bemühungen von Heinzerling, welcher zuerst chromgares Leder darstellte.
Museen
- Lohgerbermuseum Dippoldiswalde
- Gerberei-Museum Enger
- Museum für Gerberei- und Stadtgeschichte Hirschberg
- Gerbereimuseum Malmö
- Gerberei Bremer aus Moers im Niederrheinischen Freilichtmuseum
- Gerbereimuseum in Calw
- Weißgerbermuseum in Doberlug-Kirchhain
- Leder- und Gerbermuseum in Mülheim an der Ruhr
- Gerbereimuseum in Weida
Literatur
- Gerhard E. Moog: Der Gerber. Handbuch für die Lederherstellung, Ulmer (Eugen), Stuttgart, 2005, ISBN 3800112280.
- Helmut Ottiger, Ursula Reeb: Gerben : Leder und Felle, Ulmer (Eugen), 2004, ISBN 3800146517.
- Patrick Süskind: Das Parfüm, Diogenes Verlag, 46. Auflage, 2000, ISBN 3257228007.
Weblinks Museen
- Museum in Enger
- Lohgerbermuseum Dippoldiswalde
- Weißgerbermuseum Doberlug-Kirchhain
- Leder- und Gerbermuseum Mülheim an der Ruhr
Weblinks zur Lederherstellung




Wikimedia Foundation.