- Fotolithografie (Halbleitertechnik)
-
Die Fotolithografie (auch Photolithographie) ist eine der zentralen Methoden der Halbleiter- und Mikrosystemtechnik zur Herstellung von integrierten Schaltungen und weiteren Produkten. Dabei wird mittels der Belichtung das Bild einer Fotomaske auf einen lichtempfindlichen Fotolack übertragen. Anschließend werden die belichteten Stellen des Fotolacks aufgelöst (alternativ ist auch die Auflösung der unbelichteten Stellen möglich, wenn der Fotolack unter Licht aushärtet). So entsteht eine lithografische Maske, die die weitere Bearbeitung durch chemische und physikalische Prozesse ermöglicht, etwa das Einbringen von Material in die offenen Fenster oder das Ätzen von Vertiefungen unter den offenen Fenstern.
Inhaltsverzeichnis
Prozessbeschreibung
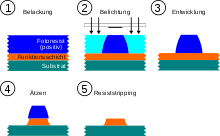 Fotolithografie mit einem Positivlack und nasschemische subtraktive Strukturübertragung
Fotolithografie mit einem Positivlack und nasschemische subtraktive Strukturübertragung
Grundprinzip
Das Grundprinzip der Fotolithografie ist die Strukturierung einer dünnen ganzflächig abgeschiedenen Opferschicht aus Fotolack durch eine lokale Änderung der chemischen Eigenschaften des Fotolacks und dessen Entfernung in den veränderten (Negativlack) bzw. unveränderten (Positivlack) Bereichen.
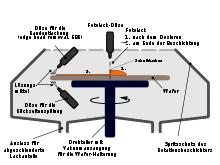 Schematische Darstellung einer Anlage zur Rotationsbeschichtung für den Auftrag von Fotolack, wie sie in modernen Anlagen der Halbleiterindustrie genutzt werden. Das Bild zeigt die Hauptkomponenten der Anlage sowie den Fotolack nach der Dosierung (1.) und am Ende des Prozesses (nach dem Rotieren des Wafers)
Schematische Darstellung einer Anlage zur Rotationsbeschichtung für den Auftrag von Fotolack, wie sie in modernen Anlagen der Halbleiterindustrie genutzt werden. Das Bild zeigt die Hauptkomponenten der Anlage sowie den Fotolack nach der Dosierung (1.) und am Ende des Prozesses (nach dem Rotieren des Wafers)Im ersten Teilschritt wird dazu der flüssige Fotolack durch Rotationsbeschichtung (engl. spin-coating) oder andere geeignete Methoden auf ein Substrat (Wafer) aufgebracht. Anschließend wird die Lackschicht mit einem Ausheizschritt bei ca. 110 °C behandelt (pre bake bzw. soft bake), dabei desorbiert das Lösungsmittel sowie ein Großteil des vorhandenen Wassers, wodurch der Fotolack stabilisiert wird. Für die chemischen Reaktionen bei der nachfolgenden Belichtung ist es jedoch wichtig, dass nicht das gesamte Wasser desorbiert und ein gewisses Maß an Restwasser in der Schicht verbleibt.
- Beispiele für Anlagen mit niedrigem Durchsatz (Forschungsbereich, usw.)
-

Rotationsbeschichtungsanlagen für den Photolackauftrag unter photochemisch unwirksamer Beleuchtung („Gelblicht“)
-

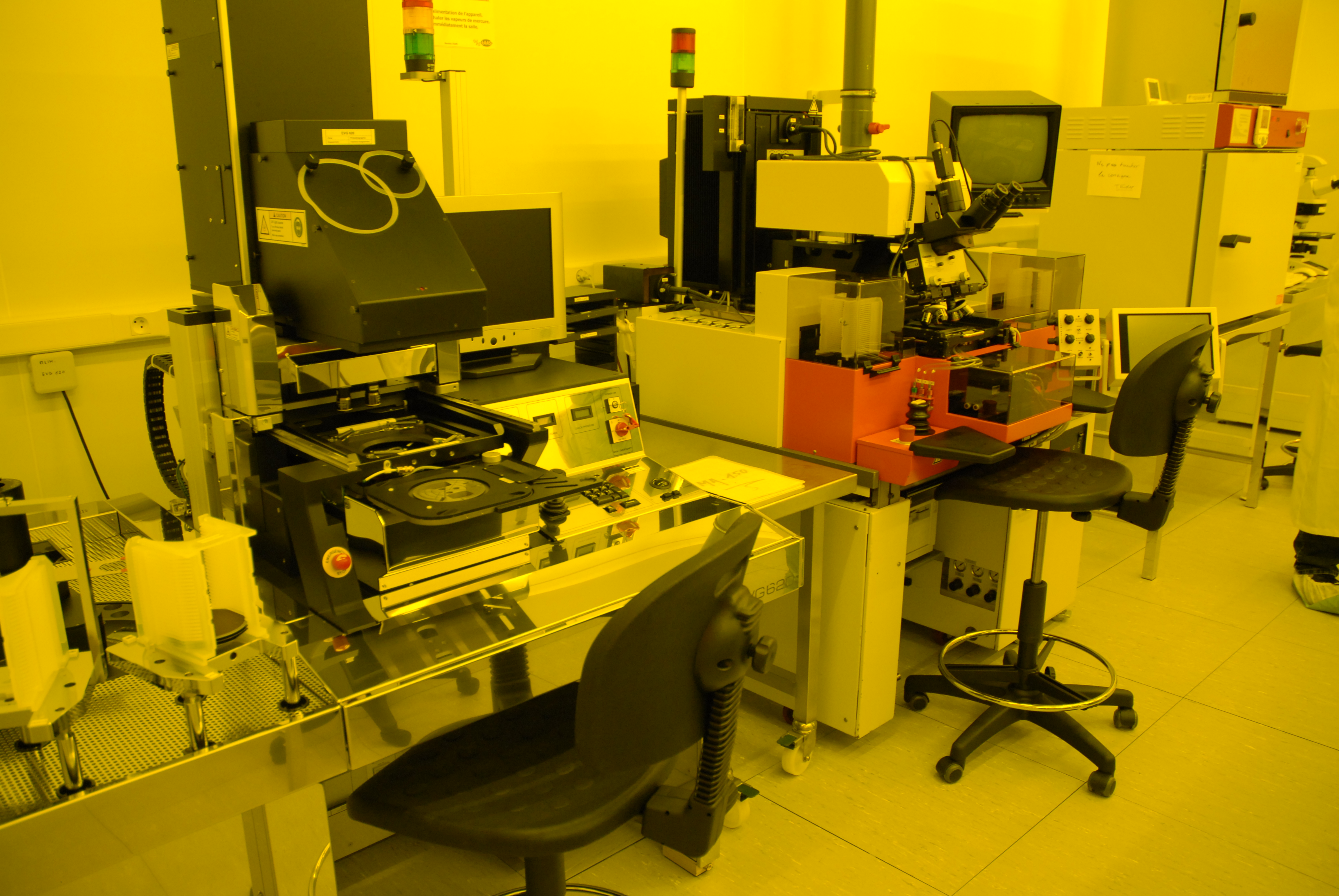
Mask-Aligner (links:MA-6) und Mask-Aligner (rechts: MJB3)
-

Zwei Mask-Aligner (links: EVG-620; rechts: MA-150)
Vor der Belichtung des Fotolacks wird der Wafer zunächst genau auf das optische System der Belichtungsanlage ausgerichtet. Dazu dienen in der Regel spezielle Markierungen aus vorhergehenden Prozessschritten (direkte Ausrichtung) oder anlagenspezifische Fixpunkte (indirekte Ausrichtung). Die Belichtung selbst kann auf sehr unterschiedliche Art und Weise durchgeführt werden. Hierfür stehen verschiedene Belichtungstechniken (siehe unten) zur Verfügung, die sich nicht nur in der Wellenlänge des genutzten monochromatischen Lichts unterscheiden, sondern auch in der Position der Maske, die Abfolge der Belichtung (Flutbelichtung, Stepper, Scanner, …), der verwendeten Polarisation des Lichtes usw. Dabei werden die chemischen Eigenschaften des Fotolacks in den belichteten Bereichen durch eine photochemische Reaktion verändert – je nach Art des Fotolacks wird der Lack entweder löslich oder unlöslich gegenüber der eingesetzten Entwicklerlösung. Ein erneuter Temperschritt (engl. post exposure bake) dient zur Diffusion der (photo-)chemischen Komponenten (Glättung der Fotolackstrukturprofile) und ggf. zur Verstärkung der photochemischen Reaktion bei photochemisch verstärkten Fotolacken (engl. chemically amplified resist, CAR).
Im dritten Teilschritt erfolgt die Entwicklung des Fotolacks, das heißt, die löslichen Bereiche der Schicht werden mithilfe einer Entwicklerlösung (z. B. eine schwach basische TMAH-Lösung) nasschemisch durch Sprühen, Tauchen oder Auftropfen gelöst und entfernt. Anschließend wird der Wafer mit deionisiertem Wasser gespült und trocken geschleudert. Danach erfolgt nochmals ein Temperschritt (engl. hard bake, ca. 100 bis 180 °C), bei dem der nun strukturierte Fotolack nochmals getrocknet und ggf. durch eine Vernetzungsreaktion stabilisiert wird. Dies ist notwendig, da die Schicht in den nachfolgenden Prozessschritten (Trockenätzen, Ionenimplantation) stark beansprucht wird.
Abschließend wird der gesamte Prozess überprüft. Dies kann neben einer optischen Inspektion Detektion von Defekten (eingeschlosse Partikel, nicht entwickelte Bereiche usw.) auch die Messung der Ausrichtung gegenüber vorhergehenden Prozessschritten (Overlay-Messung, optisch sowie per Rasterelektronenmikroskop) oder der Linienbreite (CD-Messung; Rasterelektronenmikroskop) umfassen. Sollten hierbei zu viele Fehler festgestellt worden sein, wird die Fotolackschicht vorzeitig entfernt und die gesamte Prozedur nochmals wiederholt (Nacharbeitung, engl. rework).
Nach Belichtung und Entwicklung des latenten Bildes kann die Strukturinformation durch weitere Prozesse in eine darunterliegende Schicht übertragen werden, beispielsweise durch das Ätzen der Schicht oder durch das Einbringen von Fremdatomen (Dotierung). Des Weiteren können aber auch additive Verfahren wie die in der Mikrosystemtechnik genutzten Prozesse LIGA und Lift-off die strukturierte Fotolackmaske als Opferschicht nutzen. Generell kann die Fotolackmaske als eine Art Opferschicht angesehen werden, da sie nur für den direkt nachfolgenden Prozess benötigt und anschließend vollständig entfernt wird. Dazu verwendet man in der Regel Plasmaverascher (Sauerstoffplasma). Der Fotolack kann aber auch durch nasschemische Prozesse wieder aufgelöst werden. Dies ist aber stark abhängig vom eingesetzten Lack und dem nachfolgenden Prozess, beispielsweise kann sich der Lack beim Trockenätzen einer unterliegenden Schicht stark verändern und so nicht mehr löslich sein.
Das Wiederholen dieser Prozessabfolge mit verschiedenen aufeinanderfolgenden Schichten und einer genauen Justierung der einzelnen Muster zueinander ist eine Schlüsseltechnologie bei der Herstellung von integrierten Schaltkreisen (umgangssprachlich „Mikrochips“). Die Weiterentwicklung der Fotolithografie bzw. ihre Ablösung durch neuere Verfahren sind mit entscheidend dafür, wie lange die Entwicklung der Mikroprozessortechnologie noch der Planungsgrundlage „Mooresches Gesetz“ folgen kann.
Verbesserungen
Um die Haftung der Fotolackschicht zu verbessern, wird der Wafer oftmals vor dem Auftrag des Fotolacks mit einem Haftvermittler wie Hexamethyldisilazan (HMDS) behandelt. Des Weiteren kommen Hilfsschichten zur Reduzierung von Reflexionen und stehenden Wellen (Antireflexionsschicht), Verbesserung der Planarität der Oberfläche (besser Kontrolle der Schichtdickenhomogenität) oder zum Schutz des Fotolacks bei der Immersionslithografie zum Einsatz.
Vor allem in der industriellen Produktion wird während des Prozesses die Rückseite und der Wafer-Rand (Vorderseite; bis zu 2 mm) mit Lösungsmittel besprüht. Dies soll zum einen Lackansammlungen auf der Rückseite und die Ausbildung einer Lackwulst am Rand verhindern. Hintergrund ist, dass Lackreste oder andere Partikel bei der Belichtung zwischen Wafer und Auflage (engl. chuck) liegen und zu einer lokalen Erhöhung der Waferoberfläche bzw. Verbiegung des Wafers führen. Diese geringen Höhendifferenzen liegen außerhalb der Toleranzgrenzen für den Fokus und führen zu Fehlern bei der Abbildung. Die Randentlackung (engl. edge bead removal, EBR) hingegen soll die unerwünschte Lackwulst am Wafer-Rand entfernen, sie bildet sich durch die Oberflächenspannung der Lacke bei der Beschichtung. Lackwülste sind gekennzeichnet durch Schichtdickenänderungen im Randbereich, die wiederum den Belichtungsprozess in diesem Bereich negativ beeinflussen. Um eine maximale Ausbeute an Chips zu erreichen, ist es daher notwendig, die Schichtdicke in diesem Bereich anzugleichen. Dies kann durch den Einsatz der Randentlackung, also der lokalen Verdünnung des Fotolacks (die verdünnten Anteile werden durch die Fliehkraft vom Wafer weg geschleudert), erreicht werden. Zusätzlich kann die Homogenität und Stabilität des Fotolacks am Schichtrand durch eine breitbandige Kantenbelichtung verbessert werden. Sie erfolgt direkt nach der Beschichtung und dem „soft bake“ des Fotolacks.
Auflösungsvermögen und Schärfentiefe
Bei der optischen Lithografie wird die Struktur einer Fotomaske mittels Schattenwurf oder Projektion in einen lichtempfindlichen Fotolack übertragen. Das Auflösungsvermögen, das heißt die Fähigkeit des optischen Systems, die kleinsten Strukturen in den Fotolack abzubilden, wird im Wesentlichen von der verwendeten Lichtwellenlänge und der Fähigkeit des Systems, genug Beugungsordnungen der Maske einzufangen, bestimmt. Sie lässt sich näherungsweise beschreiben durch:
hierbei ist CD die kleinste abbildbare Linienbreite (oft auch mit den englischen Begriffen minimum feature size oder critical dimension bezeichnet), k1 ein vom Abbildungs- und Lacksystem abhängiger Faktor, der in der Produktion ungefähr den Faktor 0,4 beträgt, λ die Wellenlänge des genutzten Lichts und NA der numerischen Apertur der letzten Linse vor dem Wafer.
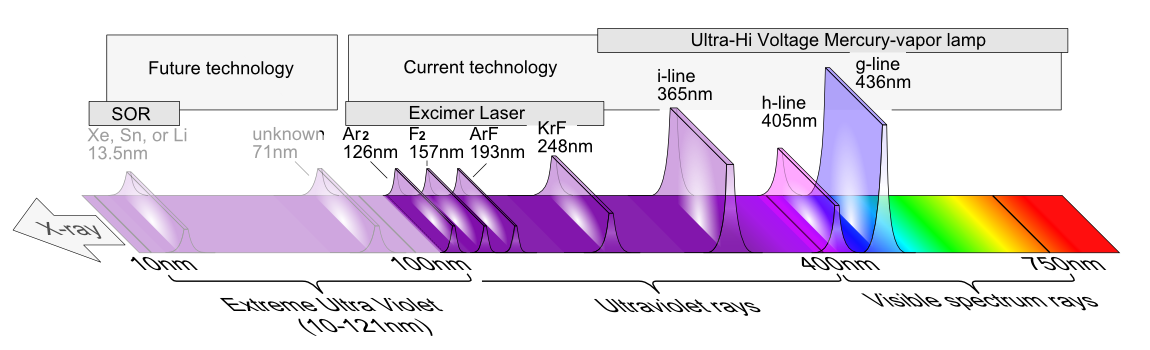
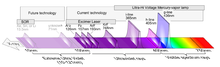 Spektrale Darstellung der in der Fotolithografie genutzten Wellenlängen
Spektrale Darstellung der in der Fotolithografie genutzten WellenlängenAusgehend von dieser Gleichung kann das Auflösungsvermögen durch die Reduzierung der verwendeten Wellenlänge und des k1-Faktors verbessert werden. Hier wurden in den letzten Jahren zahlreiche Verbesserungen in die fotolithografischen Prozesse (Lackchemie, usw.) eingeführt, durch die der k1-Faktor von ca. 0,8 bis auf 0,38[1] bei heutigen Spitzenprodukten reduziert werden konnte (theoretisches Minimum liegt bei 0,25[1]). Auch die verwendete Wellenlänge (genauer Vakuumwellenlänge) wurde über die Jahre hinweg stufenweise reduziert, um das Auflösungsvermögen zu verbessern. So nutzte man in Mitte der 1970er Jahre zunächst die g-Linie (434 nm) und seit Anfang der 1980er Jahre die i-Linie (365 nm) des Emissionsspektrums einer Quecksilberdampflampen. In den 1990er Jahren folgte der Umstieg auf monochromatisches Licht von Excimerlaser, hier nutzte man zunächst KrF-Excimerlaser (248 nm, auch engl. deep ultraviolet, DUV, genannt) und später (bis heute) ArF-Excimerlaser (193 nm). Weiterhin ist eine Verbesserung der Auflösung auch über die Erhöhung der numerischen Apertur möglich. Auch hier gab es zahlreiche Verbesserungen und Optimierungen. So betrug die NA für Spitzenprodukte mit g-Linien-Belichtung maximal 0,45 (theoretisches Maximium für ein Nichtimmersionssystem beträgt 1). Bei heutigen, in der Industrie eingesetzten Systemen auf Basis von ArF-Excimerlasern wurde dieser Wert auf ca. 0,93[1] gesteigert. Durch diese Verbesserungen können heute (2011) auch Strukturen unterhalb von 40 nm aufgelöst werden – weitere Reduzierungen sind durch den Einsatz von Immersionsflüssigkeiten (siehe Immersionslithografie) und noch kürzeren Wellenlängen möglich.
Ein weiterer wichtiger Parameter bei der optischen Abbildung ist die Schärfentiefe (engl. depth of focus, DOF) des abbildenden Systems.
mit k2 einem weiteren prozessspezifischen Parameter (auch Rayleigh-Koeffizient genannt). Für eine möglichst gute Abbildung in einem Lack endlicher Dicke ist eine hohe Schärfentiefe wünschenswert. Auf diese Weise kann über die gesamte Schichtdicke eine gleichförmige Abbildung erreicht und auch typischerweise auftretende Unebenheiten in der Wafer-Topografie ausgeglichen werden. Wie in der vorhergehenden Gleichung zu sehen ist, sinkt auch die Schärfentiefe mit steigender numerischer Apertur. Aus diesem Grund muss in der Praxis die NA mit dem restlichen Prozess und den gewünschten Anforderungen abgestimmt werden.
Des Weiteren werden heutzutage für die Belichtung von kritischen Ebenen, das heißt der Herstellung der kleinsten Strukturen in ICs, wie dem Gate-Kontakt oder die ersten Metallisierungsebenen, diverse Techniken eingesetzt, die das Auflösungsvermögen und die Abbildungstreue verbessern. Zu nennen sind hier vor allen die Optical Proximity Correction (OPC), Phasenmasken (engl. phase-shifting mask, PSM), Schrägbelichtung (engl. off-axis illumination, OAI) und reflexionsminderende Techniken (z. B. Antireflexionsschichten sowie Mehrfachstrukturierungsverfahren wie das Strukturbreiten unterhalb der Beugungsgrenze herstellen, beispielsweise 65 nm mit 193-nm-ArF-Excimerlaser, bzw. 28 nm, wenn zusätzlich ein Immersionmedium eingesetzt wird. Aus Kostengründen wird in der Produktion aber nicht nur eine spezifische Technik genutzt, sondern es kommen je nach Anforderungen an das Auflösungsvermögen Systeme verschiedener Wellenlängen zum Einsatz. So sind die Anforderungen bezüglich der Auflösung bei höheren Metallisierungsebenen bei Weitem nicht so hoch, wie sie bei der Strukturierung des Gates (eines MOSFETs) benötigt werden.
Defekte
Defekte sind eines der wesentlichen Kriterien für die Beurteilung der Abbildungsqualität eines fotolithografischen Prozesses. Die Hauptursache von Defekten sind Partikel aus der Umgebung oder vorhergehenden Prozessen sowie Schichtdickeninhomogenitäten des Fotolacks. Auch mechanische Beschädigungen der Maske oder der Wafer sind mögliche Defekte, die vor allem bei der Kontaktbelichtung auftreten können. Neben der Erkennung von Defekten auf dem Wafer sind vor allem die Erkennung und Entfernung von Defekten auf der Fotomaske wichtig. Denn in einem Belichtungsfeld einer Fotomaske befindet sich das Layout von ca. 2 bis 6 Chips (Belichtung im Step-and-Repeat-Verfahren). Ein Defekt auf der Fotomaske würde sich daher gleich vielfach auf dem Wafer abbilden und somit die Ausbeute drastisch reduzieren.
Partikel aus der Umgebung sind meist natürlich vorkommende Staubteilchen in der Luft. Sie können sich beispielsweise auf der Fotomaske oder der Oberseite der aufgetragenen Fotolackschicht absetzen und dort zu zusätzlichen Maskierungen führen. Ähnlich wie bei lokalen Defekten in der Fotomaske (z. B. Chromreste oder zu viel entferntes Chrom) selbst sind Abbildungsfehler die Folge. Aus diesem Grund findet die Belichtung und die gesamte Handhabung der Fotomasken und Wafer in einer Reinraumumgebung mit stark reduzierter Staubkonzentration statt. Da sich solche Partikel aber auch in dieser Umgebung nicht ganz verhindern lassen, wird die Maske regelmäßig auf Defekte inspiziert und ggf. mit gereinigter Luft abgeblasen. Zusätzlich wird die strukturierte Seite der Fotomaske durch ein sogenanntes Pellikel geschützt. Ein Pellikel ist eine transparente Schutzfolie, die in einem Abstand von wenigen Millimetern über dem Belichtungsfeld der Fotomaske gespannt ist. Sie soll verhindern, dass sich Partikel in den feinen Gräben der Maske festsetzen.
Neben den Partikeln, die einen maskierenden Effekt haben sind Partikel auf der Waferrückseite oder der Waferauflage eine weitere Ursache für Abbildungsfehler. Sie verursachen eine lokale Verschiebung der Lackschicht in Z-Richtung und führen damit zu einer fehlerhaften Fokussierung. Quellen für solche Partikel können u.a. vorhergehende Prozesse sein, beispielsweise Partikel, die bei einer CVD-Beschichtung entstanden sind und sich an der Waferrückseite anheften.
Defekte in der Lackschicht können zum einen globale Abweichungen in der Schichtdicke vom Zielwert, zum anderen lokale Inhomogenitäten durch Partikel sein und z.B. durch Probleme bei Belackung auftreten. Die globalen Schichtdickenunterschiede können beispielsweise durch falsche Prozessparameter oder Änderungen in den Lackeigenschaften verursacht werden. Sie sind relativ leicht beherrschbar und können durch regelmäßige Testbeschichtungen weitgehend verhindert werden. Lokale Schichtdickenunterschiede entstehen beispielsweise durch Partikel auf dem Wafer, sie stören die gleichmäßige Verteilung des Lacks und ergeben in der Regel einen Defekt mit kometenähnlichem Aussehen. Andere Ursachen sind nachtropfende Lackdüsen oder Rückspritzer.
Zur Detektion von Defekten werden sowohl optische Verfahren als auch die Rasterelektronenmikroskopie eingesetzt. So wird beispielsweise der beschichtete und prozessierte Wafer optisch inspiziert und vollautomatisch mit einem Referenzbild verglichen. Damit lassen sich größere Defekte, vor allem lokale Defekte in der Lackdicke erkennen. Der Einsatz der Rasterelektronenmikroskopie auf belackte und belichtete Wafer wird weitgehend vermieden und nur zur lokalen Detailuntersuchung oder der Linienbreitenmessung (zur Überwachung der Belichtungsdosis und des Fokus) eingesetzt. Hauptgrund dafür ist, dass der Elektronenstrahl den Lack chemisch verändert und somit Einfluss auf die abgebildete Struktur hat. Dies kann sich nachteilig auf nachfolgende Prozesse wie das Trockenätzen auswirken. Auch die Inspektion der Fotomasken erfolgt zu einem Großteil mit optischen Messverfahren. Hierbei haben sich vor allem automatische Verfahren durchgesetzt, bei denen die örtliche Intensitätsverteilung der transmittierten und reflektierten Anteile eines senkrecht einfallenden Laserstrahls gemessen wird. Durch den Vergleich mit den Layoutdaten lassen sich so Defekte bei der Maskenherstellung ermitteln. In der Produktion erfolgt der Vergleich meist mit Daten einer Referenzmessung oder mit einem benachbarten gleichen Chip auf der gleichen Fotomaske.
Belichtungstechniken
Kontaktbelichtung
Hier wird die Fotomaske in direkten Kontakt mit dem Wafer gebracht. Das Verfahren bietet die beste Auflösung von den Schattenwurfverfahren, da der Auflösungsverlust durch Lichtbeugung auf das durch die Lackdicke bedingte Minimum reduziert wird. Nachteilig ist jedoch, dass die Maske bzw. der auf dem Wafer aufgebrachte Fotolack durch den Kontakt beschädigt werden kann, z. B. wenn sich ein Staubkorn zwischen beiden befindet. Außerdem werden auch Defekte (z. B. Verunreinigungen der Maske) ebenso wie die erwünschten Strukturen 1:1 auf den Fotolack übertragen, was zu groben Fehlern wie beispielsweise Kurzschlüssen auf dem Wafer führen kann.
Proximitybelichtung
Bei dieser Art der Belichtung wird die Maske mit einem Abstand (engl. proximity gap) von ca. 10–50 Mikrometern über dem Fotolack positioniert. Dieser Abstand hilft, Resist und Maske vor Beschädigung zu schützen.
Projektionsbelichtung
Bei der Projektionsbelichtung wird die Fotomaske nicht im Maßstab 1:1 im Resist abgebildet, wie es bei der Kontakt- und Proximitybelichtung naturgemäß der Fall ist, sondern die Masken werden durch ein Linsensystem verkleinert (typischerweise im Maßstab 5:1 oder 4:1) abgebildet. Ein großer Vorteil dabei ist, dass Partikel, die sich auf der Maske abgesetzt haben, auch verkleinert werden und daher einen geringeren Einfluss auf die erzeugten Strukturen haben. Weiterhin sind die verwendeten Fotomasken wesentlich einfacher (und preiswerter) zu fertigen, da auf ihnen die Strukturbreiten um ein Vielfaches größer sind. Da die Abbildung einer Maske auf diese Weise nicht den ganzen Wafer abdecken kann, werden die Wafer mittels extrem präziser Mechaniken (z. B. Piezo-Linearantrieb) bewegt und so positioniert, dass die Abbilder der Maske auf einem Raster mit engen Toleranzen liegen (sogenanntes step-and-repeat-Verfahren, die dazu verwendeten Apparate heißen auch „Wafer-Stepper“). Wegen der endlichen Schärfentiefe der Abbildungsoptiken können nur dünne Fotolacke mit dieser Methode belichtet werden, während mit Kontakt- und Proximitybelichtung auch Lithografie in dicken Fotolacken möglich ist (ein extremes Beispiel ist der Dicklack SU-8). Um tiefere Strukturen (genauer: Strukturen mit hohen Aspektverhältnissen, also Strukturen, die tiefer sind als breit) ausgehend von der Projektionsbelichtung zu erzeugen, wird der (dünne) Fotolack auf eine dicke Schicht von Material aufgebracht, das nach der Entwicklung anisotrop geätzt werden kann. Anisotrope Ätzverfahren sind beispielsweise das reaktive Ionenätzen oder Ionendünnung.
Sonderformen und Weiterentwicklungen
Immersionslithografie
Die Immersionslithografie entspricht im Wesentlichen der Projektionsbelichtung. Jedoch liegt bei der Belichtung zwischen Projektionslinse und Fotolack nicht Luft, sondern ein flüssiges Medium. Die Immersionsflüssigkeit kann zum Beispiel Reinstwasser sein. Deren im Vergleich zu Luft höherer Brechchungsindex vergrößert die numerische Apertur des Abbildungssystems. Dies erlaubt es, kleinere Strukturen zu erzeugen.
Erste Entwicklungen veröffentlichte IBM im Februar 2006[2] Schon damals zeigten sie in Laborversuchen eine Strukturabbildung mit einer Linienbreite (engl. critical dimension, CD) von 29,9 nm. Diese Technik wurde 2007 erstmals in der Massenproduktion eingeführt. Hier kamen auch erstmals Spiegellinsenobjektive zum Einsatz. Zurzeit (Januar 2010) werden mit dieser Technik in der Produktion von Chips Strukturgrößen von 32 nm erreicht (mit 193-nm-Laserstrahlung).[3] Durch den Einsatz der Immersionslithografie konnte der Umstieg auf komplett neue und damit teurere Lithografiekonzepte wie der Röntgen- oder der Elektronenstrahllithografie bislang verschoben werden.
Dabei kommen zumindest teilweise weitere Techniken und Belichtungsverfahren zum Einsatz, die es erlauben kleinere Strukturen im Fotolack abbilden zu können. Beispiele hierfür sind das EUV-Lithographie vorbehalten schienen. Um dieses Ziel zu erreichen, sind die optischen Eigenschaften von Reinstwasser als Immersionsflüssigkeit nicht mehr ausreichend. So kommen derzeit auch Immersionsflüssigkeiten mit einem höheren Brechungsindex von bis zu 1,8 zum Einsatz bzw. es wird an Alternativen geforscht. Sie sollen unter anderem eine bessere Anpassung an das Linsensystem ermöglichen (eines der Ziele ist beispielsweise die weitere Erhöhung der numerischen Apertur).
Grautonlithografie
Die Grautonlithografie wurde mit dem Ziel entwickelt, eine gewünschte Lacktopografie nach der Entwicklung zu erhalten und so neue Anwendungen im Bereich der Mikrosystemtechnik zu ermöglichen, beispielsweise für die Herstellung von 3D-Strukturen[4]. Damit wird ein neues Konzept der Fotolithografie verfolgt, bei der es normalerweise um die Herstellung von binären Strukturen, das heißt Strukturen bestehend aus komplett entfernten und unveränderten Bereichen, geht. Die Oberflächentopografie wird durch eine laterale Variation der Belichtungsdosis unter Ausnutzung der monoton aber nichtlinear verlaufenden Entwicklungsrate von der Belichtung realer Fotolacke erreicht. Bei dicken Lackschichten, das heißt Dicken über 5 µm also deutlich oberhalb der Eindringtiefe der verwendeten UV-Strahlung von 1–2 µm−1, kann ein ähnlicher Effekt auch über die Steuerung der Belichtungszeit erreicht werden. Hierbei wird ausgenutzt, dass der Lack nach der Belichtung eine wesentlich geringere Absorption für die verwendete UV-Strahlung aufweist.[5] Nach der Entwicklung kann die Fotolackstruktur beispielsweise durch stark anisotrope Trockenätzprozesse in die darunterliegende funktionale Schicht übertragen werden.
Praktisch realisieren lässt sich eine variable Belichtungsdosis zum einen über Mehrfachbelichtungen zum anderen über Grautonmasken und Pseudo-Grautonmasken. Bei Mehrfachbelichtungen wird je nach gewünschter Struktur entweder eine Maske schrittweise verschoben oder mehrere binäre Masken mit unterschiedlichen Abschattungen genutzt. Zusätzlich kann jeder Belichtungsschritt auch unterschiedliche Belichtungsdosen aufweisen, um bessere Ergebnisse zu erzielen. Pseudo-Grautonmasken sind normale binäre Masken, bei denen Strukturen verwendet werden, die kleiner sind als die Auflösungsgrenze des Projektionsobjektives (diffraktive Optik). Dies führt zu einer Helligkeitsmodulation im Bildbereich (ähnlicher Effekt wie bei gerasterten Bildern z. B. im Zeitungsdruck). „Richtige" Grautonmasken weisen hingegen Bereiche mit unterschiedlichem Transmissionsgrad) auf. Dieser wird in der Regel über eine Schicht eines (teilweise) absorbierenden Materials realisiert, deren Dicke im Bereich vollständiger Absorption und Transmission variiert wird. Dies kann z.B. über ein sehr fein abgestuftes Profil realisiert werden.[6][7]
Laserlithografie / Maskenlose Direktbelichtung
Mit Excimer-Lasern oder ähnlichen Quellen kann der Röntgenlithografieschritt durch die Laserlithografie ersetzt werden. Dabei werden ultrakurze Laserpulse verwendet mit einer Ein-Photonen-Energie unterhalb der Absorptionsschwelle des photosensitiven Mediums. Dies bedeutet, dass das zu belichtende Material transparent für das verwendete Laserlicht ist. Wird jedoch dieser Laserstrahl stark fokussiert, so werden im fokalen Volumen Mehrphotonen-Absorptionsprozesse wahrscheinlich. Dies ermöglicht eine chemische oder physikalische Modifikation im fokalen Volumen, und letztlich eine selektive Löslichkeit des belichteten Bereichs relativ zu dem umgebenden. Nach dem Bad in einem Entwickler können so, abhängig von dem verwendeten photosensitiven Material unbelichtete oder belichtete Bereiche herausgelöst werden. Somit können nahezu beliebige 3D-Strukturen aus unterschiedlichen photosensitiven Materialien (z. B. SU-8, Ormocere, Polydimethylsiloxan, Chalkogenid-Gläser) hergestellt werden.
Alternative Verfahren
EUV-Lithografie
Als konsequente Fortsetzung der optischen Lithografie hin zu kürzeren Wellenlängen und damit kleineren Strukturen gilt die EUV-Lithografie (engl. extreme ultra violet), die bis zum Jahr 2016 Wellenlängen um 13,5 nm nutzen soll, um Strukturen zwischen 22 nm und 16 nm und kleiner zu erzeugen. Die Systeme müssen dafür vollständig im Hochvakuum betrieben werden, und die Strahlung kann nicht mehr durch Linsen, sondern nur durch Spiegel gelenkt werden. Bei 13 nm gibt es keine transparenten Materialien mehr, und auch Gase jeder Art würden die Strahlung stark absorbieren. Eine für die Produktion geeignete Hochleistungsstrahlungsquelle ist jedoch noch nicht verfügbar. Da die verwendete Wellenlänge nicht, wie in der UV-Lithografie üblich, durch einen Laser emittiert werden kann, sind derzeit mehrere Firmen mit der Entwicklung von EUV-Plasma-Quellen beschäftigt.
Röntgenlithografie
Bei der Verwendung von Röntgenstrahlen aus Quellen mit der nötigen Konvergenz (z. B. Synchrotronstrahlung) lassen sich theoretisch kleinere Strukturen herstellen, bzw. das Verfahren besitzt eine erheblich größere Tiefenschärfe. Die Maskentechnik gestaltet sich allerdings sehr aufwändig, so dass bis heute keine großtechnische Anwendung dieses Verfahrens abzusehen ist. Sie ist nahe verwandt mit der EUV-Lithografie. Erhebliche Forschungstätigkeiten wurden in den späten 1980er und frühen 1990er Jahren zum Beispiel am ersten Berliner Elektronensynchrotron BESSY vom Fraunhofer Institut für Siliziumtechnik durchgeführt. Die dort verwendete Synchrotronstrahlung hatte ein Emissionsmaximum bei einer Wellenlänge von ca. 7 nm. Die Röntgenlithografie wird im Rahmen des LIGA-Verfahrens zur Herstellung von dreidimensionalen Strukturen mit großem Aspektverhältnis (Verhältnis von Höhe zu lateraler Abmessung) eingesetzt. Diese Strukturen finden Anwendung in der Mikrosystemtechnik. Wesentliche Arbeiten zu dieser Röntgentiefenlithografie werden am Forschungszentrum Karlsruhe mit der dort vorhandenen Synchrotronstrahlungsquelle ANKA [8] und dem Synchrotronstrahlungslabor durchgeführt.
Elektronen- und Ionenstrahllithografie
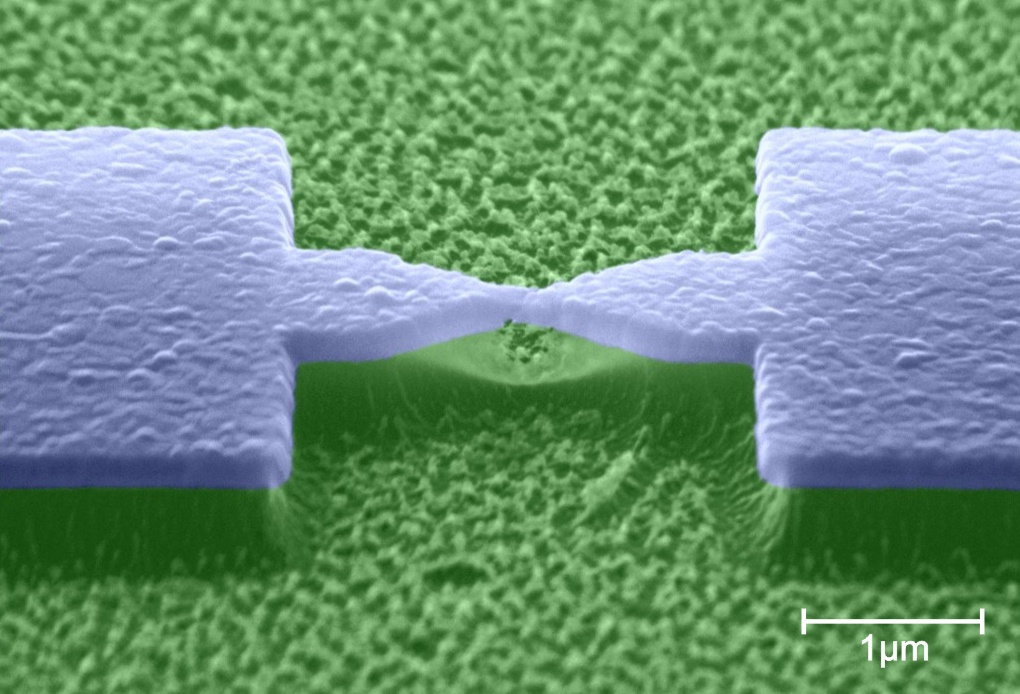
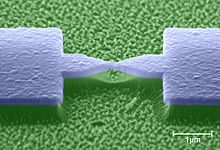 Metallische brückenförmige Struktur aus Aluminium, hergestellt mit Elektronenstrahllithografie.
Metallische brückenförmige Struktur aus Aluminium, hergestellt mit Elektronenstrahllithografie.Mit Teilchenstrahllithografien (Elektronen- und Ionenstrahllithografie) lassen sich die technischen Schwierigkeiten bei der hochauflösenden Lithografie besser beherrschen. Die Ursache hier für liegt im Beugungsverhalten solcher Teilchenstrahlen. Nimmt man näherungsweise die halbe Wellenlänge der zur Belichtung eingesetzten Strahlung, dann ist erkennbar, dass das Auflösungsvermögen von Teilchenstrahlen deutlich erhöht ist. Denn die De-Broglie-Wellenlänge von Elektronen mit einer Energie von einigen Kiloelektronenvolt beträgt nur wenige Picometer (im Vergleich zu Nanometern bei „photonischen Verfahren“).
Anders als bei den Lithografieverfahren, die Photonen nutzen, wird bei diesen Methoden die Energie mittels der Elektronen oder Ionen in den „Fotolack“ übertragen. Statt eines optischen Linsensystems werden beispielsweise Elektronenstrahlschreiber eingesetzt. Sie entsprechen vom Funktionsprinzip her modifizierten Rasterelektronenmikroskopen. Solche Anlagen mit Direktschreibverfahren werden schon länger zur Herstellung von Fotomasken für die optische Lithografie eingesetzt – diese sind aber in der Regel vier- bzw. fünffach größer als die späteren, mit konventionellen Methoden abgebildeten Strukturen auf dem Wafer. Der geringe Durchsatz dieses Direktschreibverfahrens verhindert allerdings die Verwendung solcher Systeme bei der Massenproduktion von Halbleiterbauelementen.
Die hohen Kosten für hochauflösende Fotomasken jedoch führen zu vermehrten Versuchen, die Elektronenstrahllithografie auch in Chip-Produktionsanlagen einzuführen, wenigstens für Versuchsfertigungen der neuesten Technologien und besonders kritische (und damit besonders teure) Fertigungsschritte in der normalen Produktion. Aus diesem Grund wird auch nach alternativen Konzepten wie Multistrahlschreiber (bis zu mehreren hundert Elektronenstrahlen parallel) oder mit der konventionellen Fotolithografie vergleichbaren Techniken wie Flut- oder Projektionsbelichtung unter Einsatz von Ionenstrahlen gearbeitet. Mit ihnen wären höhere Wafer-Durchsätze möglich. Aber auch hier ist derzeit aufgrund der aufwändigen Maskentechnik keine Anwendung in großem Maßstab in Sicht.
Nano-Imprint-Lithografie (NIL)
Dieses Verfahren ist eine Alternative zur klassischen EUV-Lithografie. Statt Belichtung kommt hier ein Prägeverfahren zum Einsatz. Die Auflösungsgrenzen des Nano-Imprint-Verfahrens liegen derzeit bei 5 nm. Der Hersteller Molecular Imprints bietet bereits einige kleinere Anlagen für den 20-nm-Prozess an, mit einem Ausstoß von bis zu 180 Lagen pro Stunde. [9] Damit ist das Verfahren theoretisch für die kommenden Generation von Computerchips geeignet – 32- und 22-nm-Technologie, die für 2012 angekündigt sind. Ob das Verfahren jedoch in der (Massen-)Produktion angewendet wird, ist derzeit noch nicht absehbar.
Siehe auch
Literatur
- Andreas Gombert: Mikrooptik im großen Stil. In: Physik Journal. 1, Nr. 9, 2002, S. 37–42 (u. a. mittels Grautonlithografie, PDF).
Weblinks
Einzelnachweise
- ↑ a b c Daniel P. Sanders: Advances in Patterning Materials for 193 nm Immersion Lithography. In: Chemical Reviews. 110, Nr. 1, 2010, S. 321-360, doi:10.1021/cr900244n.
- ↑ IBM Forschung zeigt Weg zur verlängerten Nutzung aktueller Chipherstellungsverfahren. IBM-Pressemitteilung, vom 20. Februar 2006,
- ↑ Intel schließt 32nm-Prozessentwicklung erfolgreich ab. Intel, 10. Dezember 2008, abgerufen am 11. Dezember 2008 (Pressebereich).
- ↑ Kleine Strukturen mit großer Wirkung. Fraunhofer-Gesellschaft, abgerufen am 1998.
- ↑ Grauton-Lithografie mit Fotolacken. Microchemicals, abgerufen am 11. November 2009.
- ↑ Thomas J. Suleski, Donald C. O’Shea: Gray-scale masks for diffractive-optics fabrication: I. Commercial slide imagers. In: Applied Optics. 34, Nr. 32, 1995, S. 7507–7517, doi:10.1364/AO.34.007507.
- ↑ Donald C. O’Shea, Willie S. Rockward: Gray-scale masks for diffractive-optics fabrication: II. Spatially filtered halftone screens. In: Applied Optics. 34, Nr. 32, 1995, S. 7518–7526, doi:10.1364/AO.34.007518.
- ↑ Website der Synchrotronstrahlungsquelle ANKA
- ↑ Introducing the Imprio® HD2200. Produktseite, Molecular Imprints, abgerufen am 2. März 2009.
Kategorien:- Aufbau- und Verbindungstechnik der Elektronik
- Halbleitertechnik
- Fotolithografie





Wikimedia Foundation.