- Hochofen
-
Ein Hochofen ist eine zumeist großtechnische Anlage in „Schachtofenbauweise“, in der Eisen durch Reduktion aus Eisenerzen (meist Oxiden) gewonnen wird. Als Energieträger und Reduktionsmittel dient überwiegend Koks und zur Schlackebildung und Senkung der Schmelztemperatur verschiedene Zuschlagstoffe wie Quarzsand, Kalk und andere.
 Roheisenabstich im tschechischen Hüttenwerk „Třinec Iron and Steel Works“
Roheisenabstich im tschechischen Hüttenwerk „Třinec Iron and Steel Works“
Inhaltsverzeichnis
Geschichte
Bis zur Erfindung eines rentablen Verfahrens zur Erzeugung von Roheisen wurde das bereits vor der eigentlichen „Eisenzeit“ bekannte Meteoreisen (auch Meteoriteneisen) verwendet, um zunächst Kultgegenstände, Waffen und Ackerbaugeräte[1], später auch Alltagsgegenstände und Schmuck herzustellen. Bekannte Gegenstände aus Meteoriteneisen sind unter anderem eine Dolchklinge als Grabbeigabe Tutanchamuns und das malaiische Kris (meist als Beimengung für Königsschwerter).
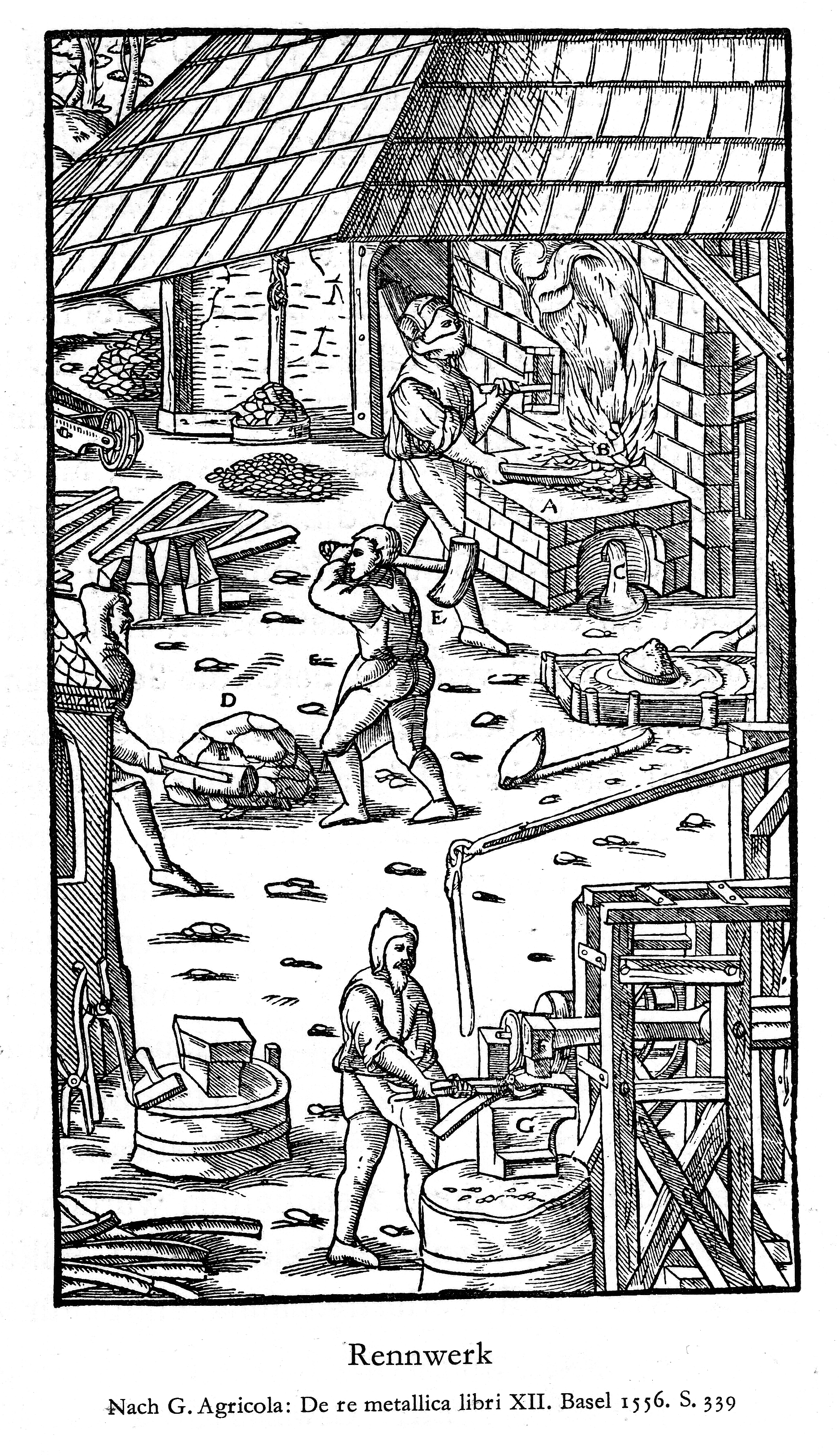
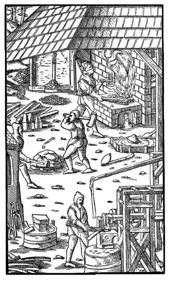 Mittelalterliches Rennwerk (1556)
Mittelalterliches Rennwerk (1556)Die technische Verhüttung von Eisenerz konnte bei verschiedenen Kulturen bereits früh nachgewiesen werden. Den Hethitern war sie vermutlich bereits ca. 2000 v. Chr.[2] (seit 1700 v.Chr. belegt) bekannt, im alten Ägypten und Gerar (Palästina) bereits ca. 1000 v. Chr. (für Gerar belegt durch Eisenschmelzöfen und örtlich hergestellte Ackerbaugeräte[2]) sowie in China mindestens seit der Han-Dynastie 206 v. Chr. bis 222 n. Chr.)[3].
Einer der ältesten bekannten Eisenfunde in Deutschland ist ein eiserner Niet als Verbindung zwischen bronzener Lanzenspitze und hölzernem Schaft, der in Helle (Ostprignitz) gefunden wurde und etwa aus der Zeit um 800 v. Chr. stammt[2]. Im deutschsprachigen Raum markiert allerdings die erst 300 Jahre später beginnende La-Tène-Zeit eine erste Hochkultur mit zahlreichen Eisenverhüttungsplätzen und Eisenfunden.
Eine einfache und lange genutzte Form der Eisenverhüttung waren die sogenannten Rennfeuer bzw. Rennöfen, zunächst mit natürlichem Luftzug (Windöfen, Zugöfen) z.B. durch Bau an einer Böschung, später auch mit Blasebälgen zur Verbesserung der Luftversorgung (Gebläseöfen). Die Rennöfen konnten Temperaturen zwischen 1100 und 1300 °C erreichen und lieferten nach etwa 10 Stunden eine etwa faustgroße, schwarze, mit Eisenkörnern, unverändertem Erz und Schlacke durchsetzte Luppe. Weitere Schmelzvorgänge dienten zur Erhöhung des Eisenanteils, bis die Luppe in Schmiedewerken weiterverarbeitet werden konnte. Bis ins 18. Jahrhundert waren Rennwerke (Rennöfen mit angeschlossenen Schmieden) noch allgegenwärtig und beschäftigten dabei etwa 5 bis 10 Mann. Die Leistungsfähigkeit der Rennöfen dieser Zeit lag jährlich bei etwa 60 bis 120 t Roheisen (Luppe) bei einem Holzkohleverbrauch von 207 kg/100 kg Eisen.
Auch wenn der Rennofen aufgrund seiner einfachen Bauweise lange genutzt wurde, begann man bereits Anfang des 13. Jahrhunderts, leistungsfähigere Öfen zu entwickeln.
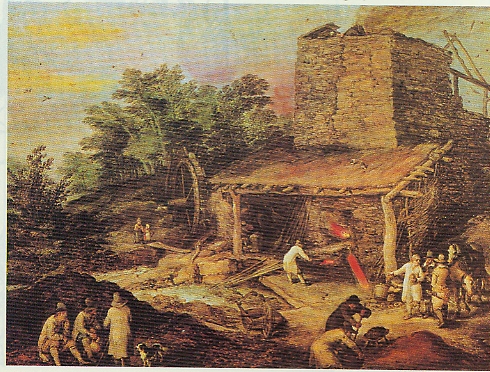
 „Hütte im Walde“, Holzkohle-Hochofen, Anfang 17. Jahrhundert, Gemälde von Jan Brueghel d.Ä.
„Hütte im Walde“, Holzkohle-Hochofen, Anfang 17. Jahrhundert, Gemälde von Jan Brueghel d.Ä.Als einer der Vorläufer der heutigen Hochöfen kann der „Stückofen“ (benannt nach dem Stück, das aus dem Ofen herausgeholt wurde[4]) angesehen werden, ein viereckig gemauerter, oben offener Schachtofen von bis zu 10 m Höhe (Vordernberger Stückofen, 17. Jahrhundert), dessen Blasebälge durch Wasserräder angetrieben wurden und der Temperaturen von bis zu 1600 °C erreichen konnte. Das Gemenge aus Eisenerz und Holzkohle wurde dabei teilweise zum Schmelzen gebracht. Eine Weiterentwicklung war der Blauofen, dessen Name aus einer Verballhornung des englischen Wortes blow (= blasen) entstand. Er entspricht im Prinzip dem Stückofen, allerdings mit geschlossener Ofenbrust.[4][5]
In den Schmieden weiterverarbeitet wurde jedoch zunächst nur die über dem Eisenbad angesammelte Luppe, die in den Stücköfen eine solche Größe erreichte, dass sie nicht mehr von Hand, sondern mit ebenfalls durch Wasserkraft angetriebenen Schmiedehämmern weiterbearbeitet wurde[6]. Das durch den Schmelzprozess entstandene flüssige Roheisen wurde von den Hüttenleuten verachtet und als „Saueisen“ (englisch: pigiron) bezeichnet, denn es hatte soviel Kohlenstoff aufgenommen, dass es sich nicht mehr schmieden ließ. Erst mit der Erfindung verschiedener Verfahren zum Frischen des Eisens etwa im 14. Jahrhundert[4] ließ sich das Problem erfolgreich lösen. Mit dieser Möglichkeit war auch der Weg offen, die Leistungsfähigkeit der Öfen weiter zu steigern. Floßöfen mit meterdickem Mauerwerk entstanden, deren Gestell verengt war und bei denen das nach Beendigung des Verhüttungsvorgangs entstandene Roheisen und die Schlacke gemeinsam abgelassen wurde. Floßöfen können als unmittelbare "Vorfahren" des Hochofens angesehen werden, da sich nach deren Entwicklung am Eisengewinnungsprozeß prinzipiell nichts mehr änderte. Der älteste bekannte Floßofen wurde im Kerspetal (Bergisches Land) entdeckt und auf das Jahr 1275 datiert.[7] Mit der steigenden Leistungsfähigkeit der Öfen und der gleichfalls ansteigenden Nachfrage an Eisenwaren kam ein neues Problem auf. Der zur Energieerzeugung nötige Bedarf an Holzkohle konnte nicht mehr gedeckt werden.
Dem Engländer Abraham Darby (1676–1717) gelang schließlich 1709 in Coalbrookdale die Produktion von Roheisen mithilfe von Koks, nachdem es zuvor einige weniger erfolgreiche Versuche mit Steinkohle gab.[8] Zusammen mit der von James Watt entwickelten Dampfmaschine als Antrieb für die Gebläse konnte die Leistungsfähigkeit der Hochöfen erheblich gesteigert werden. In Deutschland blieben dagegen ähnliche Versuche zunächst erfolglos. Erst dem Königlichen Hüttenwerk Gleiwitz gelang im November 1796 der Bau eines funktionsfähigen, mit Koks betriebenen Hochofens.[9]
Mithilfe des Kokses ließ sich die erzeugte Roheisenmenge bis auf zwei Tonnen täglich steigern, bei einem Verbrauch von 3,5 Tonnen Koks pro Tonne Roheisen. Diese Mengen Roheisen konnten allerdings die noch kleinen Frischöfen nur teilweise verarbeiten, der Rest wurde als Gusseisen verwendet.
 Gusseiserner Kaminofen und verschiedene, reliefverzierte Ofenplatten im Heimatmuseum Eversberg
Gusseiserner Kaminofen und verschiedene, reliefverzierte Ofenplatten im Heimatmuseum EversbergMit Entwicklung der Kupolöfen gegen Ende des 18. Jahrhunderts erlebte die Gusseisenindustrie eine regelrechte Blütezeit. Kanonen, Glocken, Kochgeschirr und schließlich auch Kunstgegenstände wie beispielsweise Ofen- und Kaminplatten wurden aus Gusseisen gefertigt.[9]
Eine letzte bedeutende Verbesserung der Leistungsfähigkeit von Hochöfen stellte die Verwendung von Heißluft dar, die zunächst von Röhrenwinderhitzern (Neilson, 1828) und später von den heute noch gebräuchlichen Cowper-Winderhitzern (1857) geliefert wurde.
Die frühesten sicher belegten Hochöfen in Europa standen im Schweden des 13. Jahrhunderts, zum Beispiel in Lapphyttan. Für die folgenden Jahrhunderte sind einzelne Hochöfen in Frankreich, Belgien und vor allem England nachgewiesen. Die älteste, weitgehend komplett erhaltene Hochofenanlage in Deutschland ist die Luisenhütte in Woklum bei Balve/Sauerland. Ein Hochofen aus dem Jahre 1783 ist bei der Wilhelmshütte in Bornum am Harz zu besichtigen und im Sauerland wurde die ebenfalls im 18. Jahrhundert erbaute Wendener Hütte zu einem technischen Kulturdenkmal erklärt. In Thüringen steht in Schmalkalden-Weidebrunn das Hochofenmuseum Neue Hütte (Schmalkalden). Die spätklassizistische Hochofenanlage aus dem Jahre 1835 zeigt, wie aus den einheimischen Eisenerzen auf Holzkohlebasis Roheisen produziert wurde. Der Hüttenbetrieb bestand bis 1924.
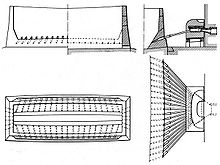 Japanischer Tatara-Schmelzofen
Japanischer Tatara-SchmelzofenEtwa seit dem 17. bis 18. Jahrhundert kennt man den Tatara-Ofen, der in Japan zur Eisenerzeugung benutzt wird. Im Gegensatz zu den in anderen Regionen der Erde verwendeten Schachtöfen ist ein Tatara-Ofen von kastenartiger Form mit einer Höhe von etwa 1,2 bis 2 m bei einer oberen Breite von 80 bis 120 cm, die sich nach unten auf nur etwa 50 cm verjüngt. Die Länge des Ofens beträgt dagegen etwa 3 m. Auf beiden Längsseiten sorgen 18 bis 20 keramische Düsen für eine ausreichende Luftzufuhr, die bei „modernen“ Betrieben über ein von mehreren Männern angetriebenes Flügelgebläse eingebracht wird. Nach knapp 70 h können etwa 2 t schmiedbares Eisen entnommen werden. Der entstandene Anteil an flüssigem Roheisen wird im laufenden Betrieb abgelassen. Noch im heutigen 21. Jahrhundert wird der für seine Qualität bekannte japanische Stahl für hochwertige Küchenmesser (Hōchō) und ebenso das japanische Langschwert Katana traditionell in Tatara-Öfen hergestellt und anschließend geschmiedet.[10]
 160-Pf-Briefmarke der Dauermarkenserie der Deutschen Bundespost
160-Pf-Briefmarke der Dauermarkenserie der Deutschen BundespostChinesische Hochöfen des 19. Jahrhunderts glichen einem auf dem Kopf stehenden Kegelstumpf von etwa 2 m Höhe mit einem oberen Durchmesser von 1,2 m und einem unteren von knapp 60 cm und wurde aus Lehm gebaut. Zur Entnahme des Roheisens konnte der Ofen um etwa 30 ° gekippt werden. Beschickt wurde mit Brauneisenstein, Kohleneisenstein („Blackband“) und je nach Bauart Holzkohle oder Koks. Die zur Reduktion des Erzes nötige Luft wurde mit einem handbetriebenen Zylindergebläse eingebracht. Auf diese Weise konnten pro Tag zwischen 450 und 650 kg Roheisen bei einem Koksverbrauch von 100 kg/100 kg Eisen erzeugt werden.[11]
Als eine der letzten philippinischen Hochofenanlagen gilt die bis um 1900 betriebene Anlage in der Provinz Bulacan auf Luzon. Der Hochofen hatte die Form eines unten geschlossenen, auf dem Kopf stehenden Kegelstumpfes mit einer Außenhöhe von 2,1 m, einem Außendurchmesser an der Gicht von 1,5 m und einer Wandstärke zwischen 30 und 80 cm.[12]
In Afrika wurden noch Anfang des 20. Jahrhunderts Völker entdeckt, die mithilfe von 1 bis 3 m hohen Schacht- oder Zugöfen Eisenerze reduzierten. Für den Bau nutzte man entweder Termitenhügel, die man passend aushöhlte, oder der Ofen wurde aus Lehm errichtet. Mehrere am unteren Ende des Ofens eingesetzte Düsen aus Keramik sorgten für ausreichend Luftzufuhr, die aufgrund der Kaminwirkung des hohen Schachts durch die Erz- und Kohlefüllung nach oben gesaugt wurde. Durch die obere Kaminöffnung füllte man mehrmals Erz- und Kohle nach, bis nach etwa 20 Stunden eine fußballgroße Luppe entstand, die unten durch die aufgebrochene Ofenbrust entnommen wurde. Das für diese Öfen benötigte, sehr reine Eisenerz kam unter anderem aus Banjéli im Bassariland.[13]
Im Jahre 1975 würdigte die Deutsche Bundespost Berlin mit einer Sonderserie von 12 Dauermarken mit dem Thema „Industrie und Technik“ viele industrielle Anlagen, zu denen auch der Hochofen gehörte. Herausgabetag dieser Briefmarke mit dem Wert von 1,60 DM war der 15. Oktober.
Aufbau
 Landschaftspark Duisburg-Nord – Komplette Hochofenanlage:
Landschaftspark Duisburg-Nord – Komplette Hochofenanlage:
Bauteile von links nach rechts: Bunker, Windenhaus, Gichtgasleitungen mit Staubsack hinter dem Schrägaufzug zur Beschickung, Hochofen, Abstich-Halle, WinderhitzerEine funktionstüchtige Hochofenanlage benötigt für einen reibungslosen Dauerbetrieb von 10[14] bis 20 Jahren, der sogenannten „Ofenreise“, bis zum nächsten fälligen Instandhaltungstermin mehr als nur den Hochofen selbst.
Der Bau einer modernen Hochofenanlage des 20./21. Jahrhunderts ist ein umfangreiches Großprojekt eines Hüttenwerkes und dauert von der Planung bis zur Inbetriebnahme zwischen 1,5 und 2,5[15] Jahre, wovon allein die Planungsarbeit die Hälfte der Zeit verschlingt. Die Investitionskosten beliefen sich beispielsweise für den Bau des neuen „Hochofens 8“ in Duisburg-Hamborn auf etwa 250 Millionen Euro[15].
Bunker
Die meist per Bahn oder Schiff angelieferten Einsatzstoffe wie Eisenerze, Koks und Zuschläge (z. B. Kalk, Sand und Dolomit) werden zunächst in eine Bunkeranlage gebracht. Die Bunkeranlage besteht aus mehreren Bunkern, die entweder gemauert oder aus Stahlbeton gegossen sind und in denen die ankommenden Rohstoffe gelagert werden. Um Qualitätsunterschiede auszugleichen, werden die Materialien vorher oftmals auf so genannten Mischbetten vermischt.
Manche Rohstoffe werden bereits von den Zulieferern (unter anderem Bergwerke) vorbereitet. Teilweise muss eine vorgeschaltete Vorbereitung beispielsweise in einer Erzbrech-, Sinter- und Pelletieranlage für eine Aufbereitung sorgen, da die Größe der Rohstoffe weder zu klein (Verstopfungsgefahr, schlechte Durchgasung) noch zu groß (keine optimale Rohstoffausnutzung) sein darf.
 Blick von oben auf den Schrägaufzug mit zwei Hunts (hängend und kippend)
Blick von oben auf den Schrägaufzug mit zwei Hunts (hängend und kippend)Beschickung und Gichtverschluss
Von der Bunkeranlage aus wird das Material zur so genannten „Gicht“ transportiert, die sich am oberen Schachtende jedes Hochofens befindet. Die Bezeichnung stammt aus dem Althochdeutschen für Gang im Sinne der Fahrzeugindustrie und Mechanik.
Die Beschickung erfolgt je nach Platzangebot entweder über Bandstraßen oder kleine Schüttwaggons, auch Lore oder Hunde (Hunt) genannt, die den abwechselnd aus Erz und Zuschlägen bestehenden Möller sowie Koks zum Hochofen transportieren.
Im Falle der Wagenbeschickung erfolgt die Beschickung über einen Schrägaufzug bis zur Einfüllöffnung, der Gichtschleuse, die den oberen Abschluss des Hochofens bildet. Für jeden Hochofen sind jeweils zwei Aufzugsysteme im Einsatz, die im Wechsel Koks und Möller transportieren. Neben der größeren Versorgungsleistung dient der Einsatz von zwei Aufzügen aber auch der Sicherheit gegen Ausfälle, um die ununterbrochene Versorgung des Hochofens zu gewährleisten. Bei modernen Hochöfen werden zum Transport der Beschickung mittlerweile Förderbänder eingesetzt, die den Gichtverschluss abwechselnd mit Möller und Koks befüllen.
Das am Ofenkopf austretende Gichtgas besteht zum großen Teil aus heißem Stickstoff (N), Kohlenmonoxid (CO) und Kohlendioxid (CO2) sowie geringen Anteilen weiterer Gase und mitgerissenem Staub (siehe auch Abschnitt Gichtgas). Trotz der Gefährlichkeit dieses tödlich-giftigen, brennbaren Gasgemisches blieb die Gichtöffnung lange Zeit unverschlossen. Erst seit der Entwicklung der gichtgasbeheizten Winderhitzer im 18. Jahrhundert wird diese mit einem Schleusensystem verschlossen, die eine Beschickung des Hochofens zulässt, ohne dass das nun wertvoll gewordene Brenn- und Heizgas verloren ging. Dieses wurde nun über große Rohre abgefangen, vom mitgeführten Staub befreit und dann unter anderem den Brennern der Winderhitzer zugeführt.
 Blick in die Gichtschleuse mit Glockenverschluss
Blick in die Gichtschleuse mit GlockenverschlussDie bis in die 1970er Jahre am weitesten verbreitete Form der Gichtschleuse war der „Doppelglockenverschluss“ mit einem von McKee entwickelten und zwischengeschalteten Drehtrichter zur Verteilung des Schüttguts. Zur Verringerung der Schütthöhe, die den definierten Durchmesser der Pellets gefährden könnten und bei Hochöfen mit höherem Gegendruck der Gicht kamen aber auch Systeme mit drei oder vier Glocken im Einsatz. Das große Gewicht dieser Konstruktion und die zunehmenden Probleme zum Erhalt der Dichtigkeit des Glockensystems setzte den Bemühungen einer Leistungserhöhung der Hochöfen schließlich eine Grenze.
Eine wesentliche Verbesserung des Gichtverschlusses brachte erst die Erfindung des luxemburgischen Ingenieurs Paul Wurth, dessen 1970/1971 entwickelter Gichtverschluss ohne Glockenschleuse auskommt. Stattdessen stehen nun, je nach Größe und Bedarf des Hochofens zwei oder mehrere Vorratsbehälter für Koks und Möller auf dem Ofenkopf, die über Bandverteiler oder Aufzugsysteme und Schüttwaggons befüllt werden. Durch Fallrohre gelangen Koks und Möller in die Mitte des Ofenverschlusses zu einer dreh- und schwenkbaren Schurre, die das ankommende Material präzise und gleichmäßig auf der Schüttoberfläche verteilen kann. Abgedichtet wird das System über Dichtklappen über und unter den Vorratsbehältern. Eine zusätzliche Materialklappe unter den Behältern sorgt für eine gleichbleibende Auslaufgeschwindigkeit des Schüttguts. Die Bauhöhe des neuen „Glockenlosen Gichtverschlusses“ verringerte sich um rund 1/3 und auch das Gewicht der Konstruktion sank entsprechend. Zudem war die Dichtigkeit des Systems leichter zu gewährleisten.[16]
Am 9. Januar 1972 wurde der erste glockenlose Gichtverschluss am Hochofen 4 der August Thyssen-Hütte in Hamborn in Betrieb genommen und setzte sich aufgrund der vielen Vorteile gegenüber dem alten System erfolgreich durch.[17]
Hochofen
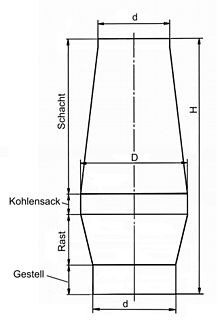 Prinzipielle Form eines Hochofens
Prinzipielle Form eines HochofensDer Hochofen selbst ähnelt als „Schachtofen“ prinzipiell einem Kamin oder Schornstein, da diese Form aufgrund des entstehenden Kamineffekts eine optimale Durchgasung der Beschickung erleichtert. Je nach Leistungsfähigkeit erreicht der Hochofenkern eine Bauhöhe zwischen 30 und 75 m. Die oberen 3/5[18], der eigentliche Schacht, entspricht dabei einem langgezogenen Kegelstumpf. Daran angeschlossen folgt ein kurzer, zylindrischer Zwischenring mit dem am Hochofen größten Innendurchmesser, der als „Kohlensack“ bezeichnet wird. Ein weiterer, auf dem Kopf stehender Kegelstumpf, die sogenannte „Rast“, mündet schließlich in das untere, zylindrisch ausgeführte „Gestell“. Kohlensack und Rast sowie Gestell machen jeweils 1/5 der Gesamthöhe aus. Bei einer Gesamthöhe von 30 m entfallen also auf den Schacht etwa 18 m, auf Kohlensack und Rast etwa 6 m und auf das Gestell ebenfalls 6 m.
Ursprünglich bestanden Hochöfen außen aus einem meterdicken, lasttragenden und wärmeisolierenden Mauerwerk aus Ziegeln oder Bruchsteinen (Rauchgemäuer) und waren innen mit einer feuerfesten Auskleidung versehen (Kerngemäuer). Bei modernen Hochöfen übernehmen zentimeterdicke Stahlpanzerung und Stützgerüst die Traglast, während das Kerngemäuer allein für die nötige Feuerfestigkeit und Wärmeisolierung sorgt.
Um die gewünschte Standzeit (Ofenreise) bis zur fälligen, vollständigen Erneuerung der Hochofenauskleidung[19] zu erreichen, ist der gesamte Hochofenkern von Gestell bis Schacht feuerfest ausgekleidet. Die Ofenauskleidung gibt zudem auch das endgültige Innenprofil des Ofens vor. Je höherwertiger diese ist, desto teuer wird sie allerdings auch. Bei einer Gesamtfläche von etwa 2000 m² und einer Dicke von einigen Dezimetern bis über einem Meter können überdimensionierte Ausmauerungen enorme Kosten verursachen, weshalb man sich schon während der Planung bemüht, nur solche Steine zu verwenden, die speziell auf die Anforderungen des jeweiligen Ofenabschnitts abgestimmt sind.
Im oberen Schachtbereich sind die Temperaturen noch relativ niedrig, die mechanischen Beanspruchungen dagegen aber hoch aufgrund der aufprallenden Beschickung. Entsprechend kommen hier Schamotte mit einem Korundgehalt zwischen 30 und 40 % zum Einsatz. Zusätzlich werden im Eintrittsbereich der Beschickung noch „Schlagpanzer“ angebracht, die den Aufprall der Möllerstoffe dämpfen.
Im unteren Schachtbereich bis zum Kohlensack nehmen die Temperaturen schnell zu, während die Beanspruchung durch Abrieb nur langsam sinkt. Die Beschickung soll ja möglichst lange fest bleiben, um dem Druck der Möllersäule standzuhalten und eine gute Durchgasung zu ermöglichen. Außerdem müssen die Steine nun auch chemisch stabil sein, da die Reaktionsfähigkeit der umgebenden Stoffe wächst. Entsprechend werden in diesem Bereich hochfeuerfeste Schamotte mit einem Korundanteil zwischen 60 und 86 % oder Halbgraphitsteine verbaut.
In Höhe der Winddüsen und im Rastbereich ist die Ausmauerung höchsten Temperaturen und Drucken ausgesetzt, denen nur Kohlenstoffsteine, Schmelzspinellsteine mit Chromoxid oder Chromkorundsteine standhalten.
Zusätzlich erhält der Hochofen ab etwa der Mitte des Schachtes bis zum Gestellboden ein System aus Kühlwasserleitungen und -Elementen (Staves), die mit der Panzerung verbunden sind. Früher war das Kühlsystem offen ausgeführt, das heißt Wasser wurde kalt in die Ofenwand geleitet und dann in einem Kühlturm wieder abgekühlt, was einen großen Wasser- und Energieverlust mit sich brachte. Da beispielsweise ein Hochofen mit einem Gestelldurchmesser von 8 m einen Wasserumsatz von mehr als 30.000 m³ pro Tag hat, was dem Verbrauch einer mittleren Stadt mit etwa 200.000 Einwohnern entspricht[20], ging man schnell dazu über, Hochöfen mit einem geschlossenen Kühlkreislauf auszustatten, der zum Schutz gegen Ausfälle mehrfach gesichert ist. Der „schwarze Riese“ in Duisburg hat zum Beispiel fünf verschiedene Kühlkreisläufe, die alle separat in sich geschlossen sind. Wasser, das durch Temperaturschwankungen oder Verlust verloren geht, wird durch spezielles, kalkarmes Wasser mit 0,1 °dH ersetzt.
Die Konstruktion der Kühlelemente ist so ausgeführt, dass sie einerseits die Ausmauerung stützen können, sich andererseits bei Beschädigung aber auch schnell auswechseln lassen. Sie bestehen entweder aus Stahlblech, Gusseisen oder Kupfer und sind an der Panzerung entweder angeschraubt, verkeilt oder verschweißt.
Nach einer Ofenreise wird zumeist die komplette Auskleidung aus feuerfesten Steinen erneuert und beschädigte Stahlbauteile ersetzt. Oft werden zusätzlich auch neue Einrichtungen zur Energieeinsparung und Qualitätsverbesserung, die der Leistungssteigerung und Verringerung der Umweltbelastungen dienen, eingebaut.
Gestützt und stabilisiert wird die gesamte Hochofenkonstruktion mit einem Stahlgerüst, regelmäßig unterbrochen durch Arbeits- und Montagebühnen, wobei zwischen zwei Arten der Stützkonstruktion unterschieden werden muss:
- Bei älteren und heute nicht mehr verwendeten Gerüsten erhält der Hochofen etwa in Höhe der Rast einen Tragring mit Stützsäulen, über den die Last von Ofenkopf und Gichtschleuse ins Fundament geleitet wird.
- Die heute noch verwendete, komplette Einrüstung mit freistehendem Hochofen ohne störende Säulen im Abstichbereich.
Die Gesamthöhe der Anlage beträgt etwa 90 m. Der Hochofen 2 in Duisburg-Schwelgern hat beispielsweise eine Ofenhöhe von nahezu 75 m, einen Gestelldurchmesser von rund 15 m und einem Nutzvolumen von rund 4.800 m³[14].
Am unteren Ende der Rast befindet sich die mit einem keramischen Stopfen verschlossene Abstichöffnung für das Roheisen. Die sich über dem flüssigen Roheisen ansammelnde Schlacke wurde bei älteren Hochöfen am oberen Ende der Rast abgelassen. Zur völligen Entleerung („Sauabstich“) bei einer bevorstehenden Neuzustellung des Hochofens ist an der tiefsten Stelle des Gestells sowie in dessen Boden je ein „Sauloch“ (auch Ofensau) angebracht.[21]
Die Düsen der Heißwindringleitung setzen an der Grenze zwischen Rast und Gestell an und werden von Winderhitzern versorgt.
Winderhitzer
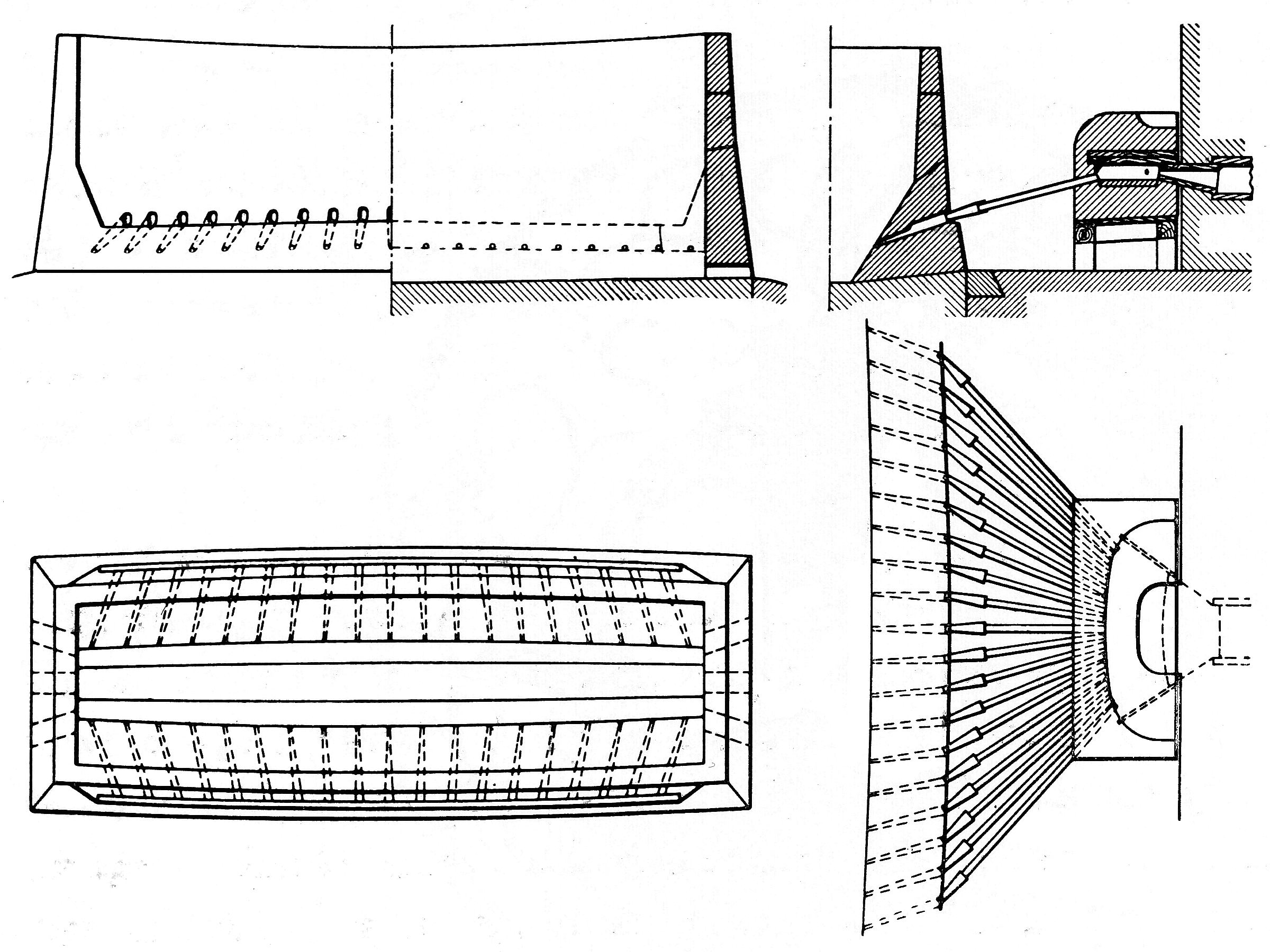
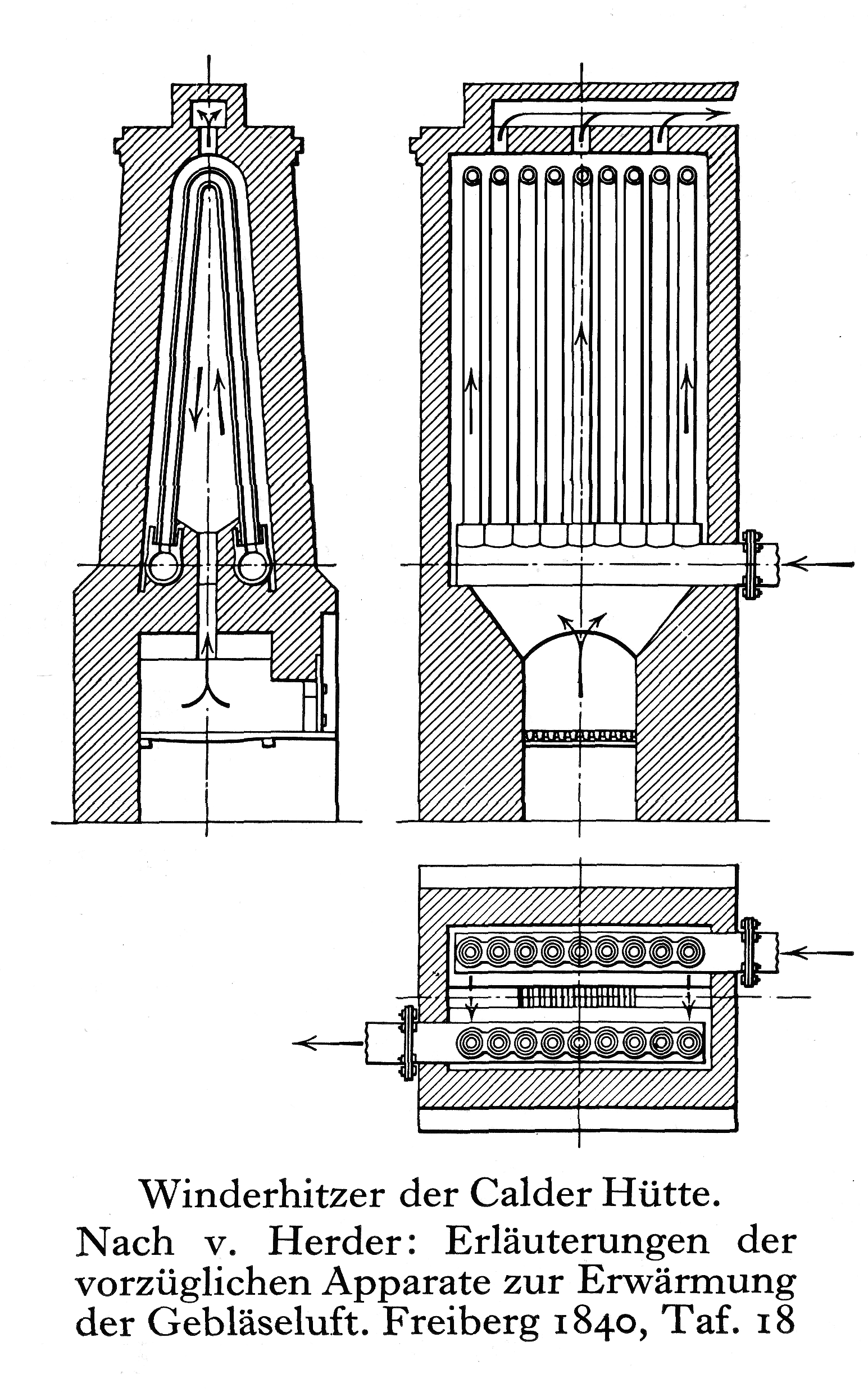
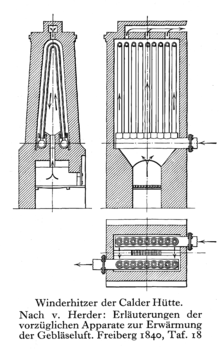 Heberöhren- oder Hosenröhren- Winderhitzer (auch Calder-Apparat) von James Beaumont Neilson
Heberöhren- oder Hosenröhren- Winderhitzer (auch Calder-Apparat) von James Beaumont NeilsonEiner der ersten, die Winderhitzer in rekuperativer Bauform, bei denen die benötigte Luft durch Wärmetauscher aufgeheizt wird, entwickelte und sich patentieren ließ, war James Beaumont Neilson (1792–1865). Zuvor wurden Hochöfen immer mit Kaltluft betrieben, da man im Hüttenwesen seit Alters her die Erfahrung gemacht hatte, dass ein Hochofen im Winter besser lief als im Sommer.[22] Entsprechend stieß Neilsen auf großen Widerstand bei dem Versuch, das neue Prinzip einzusetzen. Auch ein von den Clyde Iron Works gestatteter Versuch mit Gebläsewind, der nur auf 27 °C[23] erwärmt war und dennoch dafür sorgte, dass die anfallende Schlacke eisenärmer und deutlich flüssiger wurde, überzeugte die Arbeiter noch nicht. Neilsons recht einfach konstruierte Winderhitzer bestanden aus einem Stück gewölbeförmig gebogener Zuführungsleitung, die über ein Rostfeuer erhitzt wurde. Ein über dem Rohrgewölbe angebrachter Blechkasten hielt die Wärme eine Weile fest, um die Wärmeübertragung zu verbessern. Weitere konstruktive Verbesserungen durch Einsatz von wärmebeständigeren Gusseisenrohren und -kästen sowie verlängerte und gebogene Heizschlangen zur Aufnahme der Wärmeausdehnung versetzten diese „Röhren-Winderhitzer“ in die Lage, den Gebläsewind bis auf 315 °C aufzuheizen.
Vergleich erzielte Roheisenmengen bei Nutzung verschiedener Brennstoffe mit Kalt- bzw. Heißluft[24] Jahr Windsystem Brennstoff/Verbrauch
in kg/t RoheisenRoheisenmenge
in kg/24h1829 Kaltwind Koks 8060 1607 1830 Heißwind Koks 5160 2353 1833 Heißwind Rohkohle 2280 3556 Der Widerstand gegenüber der Verwendung von Heißwind legte sich gänzlich, als die erzielten Roheisengewinne immer deutlicher stiegen und gleichzeitig die benötigten Brennstoffmengen erheblich gesenkt werden konnten. Selbst Rohkohle konnte jetzt genutzt werden, was vorher unmöglich war.
Seit Mitte des 18. Jahrhunderts wird nachgewiesenermaßen auch Gichtgas im Hüttenwesen genutzt, anfangs jedoch nur zum Rösten von Erz, Trocknen von Gussformen und Brennen von Kalk und Ziegelsteinen.[25] Erst Wilhelm von Faber du Faur gelang es Anfang des 1832 einen effektiven und stabilen Röhren-Winderhitzer, den „Wasseralfinger Winderhitzer“ zu entwickeln, der mit Gichtgas beheizt wurde und die Windtemperatur auf 540 °C brachte. Damit war allerdings auch die Leistungsgrenze dieser Bauform erreicht.[26]
 Hochleistungs-Cowper-Winderhitzer mit außenliegendem Brennschacht (rechts)
Hochleistungs-Cowper-Winderhitzer mit außenliegendem Brennschacht (rechts)Eine entscheidende Verbesserung in der Versorgung der Hochöfen mit Heißwind konnte schließlich Edward Alfred Cowper (1819–1893) für sich verbuchen, indem er die Winderhitzer nicht mehr aus einem System von Röhren sondern mit feuerfesten, luftdurchlässigen Viellochsteinen konstruierte. Die „Cowper-Winderhitzer“ brachten bereits in der ersten Entwicklungsstufe innerhalb von einer Minute 29 m³ Luft auf eine Temperatur von 650 bis 700 °C. Gemessen werden konnte die Windtemperatur zu dieser Zeit nur mit Schmelzproben verschiedener Metalle. Die bisher verwendeten Proben aus Blei (SP = 327,4 °C) und Zink (SP = 419,5 °C) konnten bei Cowpers Winderhitzern nicht mehr angewendet werden und selbst Antimon (SP = 630,6 °C) schmolz innerhalb von Sekunden.[27] Eine weitere ebenfalls von Cowper entwickelte Neuerung war der regenerative Wechselbetrieb von zwei Winderhitzern, bei dem jeweils einer durch Gichtgasbefeuerung aufgeheizt wurde, während der andere die gespeicherte Hitze an die eingeblasene Kaltluft abgab.
Ein moderner „Cowper-Winderhitzer“ des 20./21. Jahrhunderts besteht aus einem senkrecht stehenden Stahlrohr von bis zu 35 m Höhe bei einem Durchmesser von 6 bis 9 m. Nach innen folgt zunächst eine Schicht wärmedämmender Steine und anschließend eine Schicht aus feuerfesten Schamotte-Steinen. Der Kern besteht vollständig aus übereinander geschichteten Viellochsteinen. Nur an einer Seite zieht sich ein ebenfalls feuerfest ausgekleideter Brennschacht bis in Höhe der Kuppel, der etwa ein Viertel des Winderhitzer-Querschnitts einnimmt. Am unteren Brennschacht befinden sich die Brenndüsen und die Anschlüsse für Kaltluft und Heißluft. Eine andere Möglichkeit ist der Bau eines unabhängig vom Winderhitzerschacht außen liegenden Brennschachtes. Diese Bauform hat den Vorteil, dass einerseits Risse, die durch die starken Temperaturschwankungen in der Trennwand zwischen Brenn- und Heizschacht auftreten, vermieden werden und andererseits der Winderhitzer selbst mehr Platz für Viellochsteine hat und damit die Heizleistung nochmals gesteigert werden kann.
Üblicherweise sorgen immer drei „Cowper“ für eine reibungslose und störungsfreie Versorgung des Hochofens mit Heißluft. Während der erste aufgeheizt wird, drückt ein Axial- oder Radialgebläse Kaltluft (rund 1,4 t/t Roheisen) mit einem Druck von 2 bis 4,5 bar[28] durch den zweiten Winderhitzer. Die zuvor verwendeten Dampf- bzw. Gaskolbengebläse erwiesen sich als zu unwirtschaftlich und schlecht regelbar. Der dritte „Cowper“ dient als Reserve gegen Ausfälle und bei Wartungsarbeiten.
Heißwindringleitung und Düsen
 Abstichbereich mit Heißwindringleitung und größtenteils abmontierten Winddüsen des stillgelegten Hochofens Völklinger Hütte
Abstichbereich mit Heißwindringleitung und größtenteils abmontierten Winddüsen des stillgelegten Hochofens Völklinger Hütte Düse der Heißwindringleitung noch in der Blasform sitzend (Landschaftspark Duisburg-Nord)
Düse der Heißwindringleitung noch in der Blasform sitzend (Landschaftspark Duisburg-Nord)Mit einer maximal erreichbaren Temperatur von 1270 °C (1980) bis 1350 °C (1985) gelangt der Heißwind über die „Heißwindringleitung“ zu den je nach Baugröße zwischen 10 bis über 40 Düsen und über die sogenannten Blasformen in den Ofen. Zur Verminderung des Koksverbrauches werden in vielen Werken Ersatzreduktionsmittel über die Formen eingeblasen wie beispielsweise Tierfett oder schweres Heizöl. Da allerdings der Ölpreis im Laufe der Zeit immer weiter anstieg, gab es verschiedene Versuche mit anderen Ersatzstoffen.
Bei Armco in den USA wurden über längere Zeiträume und in chinesischen Betrieben ab 1963 sogar im Dauerbetrieb Kohlenstaub als Brennstoffersatz erfolgreich eingesetzt.[29] Seit 2006[30] werden auch fein pelletierte Altkunststoffe (6 x 9 mm) zugesetzt, die neben der im Gegensatz zu Deponien umweltfreundlichen Verwertung von Kunststoffabfällen auch die Emission von CO2 und SO2 verringern.[31]
Zum Schutz vor Schäden aufgrund der Wärmebelastung erhalten Ringleitung und Zuführungsstutzen eine feuerfeste Ausmauerung, die gleichzeitig wärmedämmend wirkt, um Wärmeverluste zu vermeiden. Die Blasformen selbst werden intensiv mit Wasser gekühlt, da sie je nach Abnutzungsgrad der Hochofenausmauerung bis zu einem halben Meter in den Ofen hineinragen können und dann höchsten Beanspruchungen durch Temperatur und Druck der Möllersäule ausgesetzt sind. In modernen Hochöfen kommen daher nur noch Hohlformen aus Elektrolytkupfer mit einem Doppelkammer-Kühlwasserkreislauf zum Einsatz. Wenn die Vorderkammer im Verlauf der Ofenreise abbrennt, kann der entsprechende Kühlkreislauf abgeschaltet und mit der Hauptkammer bis zum nächsten Stillstand weitergefahren werden.
Roheisen- und Schlackeabstich
 Abstichhalle am Hochofen 5 im Landschaftspark Duisburg-Nord mit Abstichloch, Bohrmaschine, Stopfmaschine und einem Teil des Rinnensystems
Abstichhalle am Hochofen 5 im Landschaftspark Duisburg-Nord mit Abstichloch, Bohrmaschine, Stopfmaschine und einem Teil des RinnensystemsDer Roheisen-Abstich erfolgt in regelmäßigen Abständen von etwa 2 bis 3 Stunden.[32] Dabei wird der Keramik-Stopfen an der Abstichöffnung mit einem Druckluft-Bohrer aufgebohrt. In seltenen Fällen, beispielsweise wenn der Bohrer versagen sollte, wird die Öffnung auch mit einer Sauerstofflanze durchstoßen.
Etwa 15 bis 20 Minuten[32] lang fließt dann das Roheisen in einer speziell ausgebauten Abstich- bzw. Gießhalle mit Arbeitsbühne und einem feuerfest gemauerten Rinnensystem, das zusätzlich noch mit feuerfesten Massen ausgestampft bzw. ausgegossen ist.[33] Hochöfen mit einer Tagesleistung von 3000 Tonnen und mehr brauchen zwischen 2 und 4 Stichlöcher. Da die Schlacke zudem nicht mehr wie bei älteren Hochöfen getrennt abgestochen, sondern über eine Art Siphon, dem sogenannten „Fuchs“, vom Roheisen getrennt wird, ist das System aus Rinnen und Füchsen entsprechend komplex und bedarf der sorgfältigen Überwachung.
In der Hauptrinne zwischen Stichloch und Fuchs, die etwa 8 bis 14 m lang ist und etwa 20 bis 60 t Roheisen samt Schlacke fasst, hat die Schlacke Zeit, sich vom Roheisen abzusetzen und an der Oberfläche zu sammeln. Vor dem Fuchs, dessen "Nase" in die Schmelze eintaucht, staut sich die Schlacke und wird über seitlich abzweigende Rinnen abgeleitet.[34] Das Roheisen fließt dagegen unter dem Fuchs durch bis zu einem Loch, unter dem ein Pfannen- oder Torpedowaggon bereitsteht, der das aufgefangene Eisen zur Weiterverarbeitung ins Stahl- oder Gießwerk transportiert. Auch die Schlacke wird mit speziellen Waggons aufgefangen und zur Weiterverarbeitung abtransportiert.
Moderne Gießhallen müssen zum Schutz der Mitarbeiter und der Umwelt "raumentstaubt" werden, das heißt im Bereich der Stichlöcher und an der Übergabestelle zu den Auffangbehältern sind Absaugsysteme installiert und das Rinnensystem mit Stahlplatten abgedeckt. Die abgefangenen Abgase werden in entsprechenden Filteranlagen gereinigt.[35]
Hochofenprozess
Anblasen
Bevor ein neuer Hochofen in den Produktionsbetrieb gehen kann, muss er zunächst mit Hilfe von Gasbrennern oder durch Einblasen von Heißluft langsam getrocknet werden. Erst dann erfolgt das eigentliche „Anblasen“ des Ofens. Die Wahl der Anblasmethode hat dabei große Auswirkungen auf seine anschließende Betriebsweise und seine Lebensdauer, kann sich von Werk zu Werk unterscheiden und dauert etwa ein bis zwei Wochen (bei älteren Hochöfen mitunter auch mehrere Monate).[36]
Nach dem Trocknen erfolgt die erste Befüllung des Gestells mit Holz und Koks. Im Schacht darüber wird schichtweise Koks und Möller eingefüllt, angezündet und durch Einblasen von Heißluft angefacht.[37] Die Zusammensetzung der Anblasschichtung unterscheidet sich stark von der späteren Betriebsschichtung. Sie enthält wesentlich mehr Koks, da das Aufwärmen der Hochofenauskleidung und der kalten Koks-Möller-Säule viel Energie verbraucht. Für eine Aufwärmung und den Schutz des Gestells sorgt der Einsatz einer entsprechend hohen Schlackemenge. [36]
Aufbau und Verhalten der Beschickung während der Hochofenreise
Von entscheidender Wichtigkeit für die Leistungsfähigkeit eines Hochofens sind Form, Zusammensetzung und mechanische Eigenschaften der Beschickung, vor allem der Erze, sowie eine möglichst gleichmäßige Korngröße. Auch das Reduktionsverhalten bei erhöhter Temperatur spielt eine Rolle, wobei ein möglichst geringer Niedrigtemperaturzerfall und eine hohe Erweichungstemperatur bei gleichzeitig geringem Temperaturbereich der Erweichungsphase angestrebt werden. Nur wenn Sinter und Pellets möglichst lange stückig und im festen Zustand verbleiben, halten sie der Druckbelastung der darüber liegenden Schichten stand und können eine gute Durchgasung gewährleisten.
Die Reduzierbarkeit
 des Sinters steht in Abhängigkeit zur Sinterzusammensetzung
des Sinters steht in Abhängigkeit zur Sinterzusammensetzung  und ist dabei umso besser, je basischer die Zusammensetzung ist. Das Reduzierbarkeitsmaximum wird in einem Basizitätsbereich von 2 bis 2,5 erreicht. Die mechanische Belastbarkeit ist ebenfalls in diesem Bereich am größten. Ab einer Basizität von 2,6 und höher nimmt der Anteil der Schmelzphase im Sinteranteil zu, was die Poren verschließt und die Reduktionsfähigkeit verringert, da die Reduktionsgase nicht mehr direkt an den Erzanteil gelangen. Bei sauren Sintern setzt die Erweichungsphase teilweise bereits ein, wenn erst etwa 15 % des Erzes reduziert worden sind.[38]
und ist dabei umso besser, je basischer die Zusammensetzung ist. Das Reduzierbarkeitsmaximum wird in einem Basizitätsbereich von 2 bis 2,5 erreicht. Die mechanische Belastbarkeit ist ebenfalls in diesem Bereich am größten. Ab einer Basizität von 2,6 und höher nimmt der Anteil der Schmelzphase im Sinteranteil zu, was die Poren verschließt und die Reduktionsfähigkeit verringert, da die Reduktionsgase nicht mehr direkt an den Erzanteil gelangen. Bei sauren Sintern setzt die Erweichungsphase teilweise bereits ein, wenn erst etwa 15 % des Erzes reduziert worden sind.[38]Im Gegensatz zum Sinter haben Pellets eher eine saure Zusammensetzung, da aufgrund ihrer stabilen Kugelgestalt die Neigung zur Feinkornbildung und Verschlechterung der mechanischen Eigenschaften geringer ist. Pellets bestehen also überwiegend aus Hämatit, verschiedenen Silicaten zur Schlackebindung und Poren. Der Anteil an Hämatit muss allerdings begrenzt bleiben, da sich das Gefüge der Pellets ansonsten im Verlauf der Reduktion zu sehr auflockern und die Pellets schließlich zu konzentriertem Staub zerfallen würden, was einen erheblichen Verlust der Druckfestigkeit zur Folge hätte. Die gleichzeitig übermäßig stattfindende Erhöhung des Pelletvolumens (Schwellen) birgt zusätzlich die Gefahr der Hochofenverstopfung in sich.[39]
Um herauszufinden, wie sich Aufbau und Zustand der Beschickung auf dem Weg von der Gicht bis zur Abstichöffnung verändern und welche Reaktionen im jeweiligen Ofenabschnitt erfolgen, wurden in den 1970er Jahren mehrere Versuche vor allem in Japan durchgeführt, bei denen man Hochöfen mitten in der Produktion stoppte und intensiv mit Wasser herunterkühlte. Alle noch laufenden Reaktionen innerhalb der Möllersäule wurden damit quasi „eingefroren“. Die anschließend erfolgten Analysen der Schichtungszusammensetzung auf verschiedenen Ebenen ergaben zusammenfassend, dass sich die Erweichungs- und Schmelzzone glockenförmig an der Mittelachse nach oben wölbt. Das Zentrum der Glocke besteht aus Koks, der in der 1000 bis 1600 °C heißen Zone immer noch gasdurchlässig ist. Über diese aktive Koksglocke gelangen die schmelzenden Erze und Schlacken nach innen und sinken bis in Rast und Gestell, während der eingeblasene Heißwind gleichmäßig nach außen und oben verteilt wird. Der bisher angenommene so genannte „Tote Mann“ – ein ruhender und reaktionsloser, kegelförmiger Körper aus Koks und verfestigtem Eisen – existiert also nicht.[40]
Lediglich der Fuß dieser „kohäsiven Zone“ ist gasundurchlässig und befindet sich optimalerweise in Höhe der Rast. Er soll von der Durchgasung auch nicht betroffen sein, damit zum einen die Zustellungen (feuerfeste Auskleidung) von Kohlensack und Rast weniger angegriffen werden und zum anderen würden die dabei entstehenden Verwirbelungen des Heißwindes eine gleichmäßige Reduktion der Beschickung erschweren oder gar verhindern. Um die Durchgasung in der beschriebenen Form zu optimieren und damit den Energieverbrauch bei gleichzeitiger Steigerung der Roheisenqualität zu senken, ist eine sorgfältige Berechnung der Zonenquerschnitte sowie der eingebrachten Heißwindmenge und Zusammensetzung von großer Wichtigkeit.
Folgende weitere Erkenntnisse wurden bei der Untersuchung an „eingefrorenen“ Hochöfen gewonnen:
- Die sich abwechselnde Beschickung mit Möller und Koks bleibt während des gesamten Ofendurchgangs bis in tiefere Schichten erhalten. Lediglich die Schichtdicken werden im Verlauf der Reduktion geringer.
- In Höhe der Blasebene finden sich statt der festen Erze nur noch Tropfen von metallischem Eisen und mit Schlacke vermischter Koks.
- 3 bis 4 m unter der Beschickungsebene beginnt die Reduktion mit der Folge, dass die Korngröße von Sinter, Pellets und Stückerz gleichmäßig abnimmt. Dabei tritt der Sinterzerfall bereits bei einer Temperatur von 200 bis 500 °C ein, der von Stückerz dagegen erst bei etwa 800 bis 900 °C.
- 7 m unter der Oberfläche ist die Reduktion so weit fortgeschritten, dass der Sinteranteil nicht weiter zerfällt. Für die anderen Möllerstoffe gilt dies jedoch nicht, da bis in eine Tiefe von 18 m ein immer weiter ansteigender Anteil an Feinkorn unter 5 mm festgestellt wurde. Ob und an welcher Stelle im Hochofen sich Feinkorn bildet, hängt jedoch von der Temperatur und Gasstromverteilung, von der Aufheizgeschwindigkeit sowie von der Art der Beschickung ab. Beim Sinter ist der Feinkornanteil grundsätzlich höher.
- Die Reduktion verläuft in der Mitte des Hochofenquerschnitts viel rascher als im Randbereich.
- In Höhe der Gicht nimmt die Festigkeit aller Möllerstoffe zunächst stark ab und in zunehmender Tiefe wieder zu, was mit dem Fortschreiten der Reduktion und der damit verbundenen Zunahme des Eisenanteils zusammenhängt.
Reaktionsschädling Schwefel
Großen Einfluss auf die Reduktionsvorgänge haben die immer in der Beschickung vorhandenen Alkalien und Schwefelverbindungen. Besonders nachteilig auf die ablaufenden Reduktionsvorgänge wirken jedoch vor allem die Schwefelverbindungen, die sich trotz aufwändiger Vorbehandlung von Erz und Koks nie ganz austreiben lassen. Bereits geringe Mengen von Schwefeldioxid (SO2) von etwa 5 bis 50 ppm im Reduktionsgas beschleunigen zwar zunächst den Sauerstoffabbau erheblich. Sobald allerdings das erste metallische Eisen auftritt, kehrt sich der Vorgang um und der Sauerstoffabbau wird stark verlangsamt. Ursache für diese seltsame Reaktion ist die Eigenschaft des Schwefels, sich oberflächlich mit dem metallischen Eisen zu verbinden und dadurch die Aufnahme von Kohlenstoff zu verhindern.
Die Reaktion des Eisenoxids FeO (Wüstit) mit CO verläuft üblicherweise nicht nur über die Oberfläche des FeO sondern auch über die Oberfläche des bereits ausgeschiedenen Eisens. Aufgrund des besseren Absorptionsverhaltens von Eisen findet über selbiges ein Großteil des Gastransports von und zur Phasengrenze Eisen-Eisenoxid statt. Dies geschieht jedoch nur, wenn das Eisen ausreichend Kohlenstoff aufnehmen (aufkohlen) konnte. Wird die Aufnahme des Kohlenstoffs vom Schwefel blockiert, kann die Reduktion nur noch an der Oberfläche des Eisenoxids stattfinden.
Der Schwefel als Reaktionsschädling ist auch die Ursache für das bereits beschriebene übermäßige Schwellen der Pellets. Da die Auskristallisation des Eisens nur noch in Richtung des sich abbauenden Eisenoxids stattfinden kann, kommt es zu einer langgestreckten, faserigen Ausbildung der Eisenkristalle. Die bereits aufgrund der ersten Reduktionsstufe aufgelockerte Pelletstruktur verstärkt sich noch einmal und das Pelletvolumen kann insgesamt auf das zwei- bis dreifache seines Ursprungsvolumens anwachsen.[41]
Um den Anteil an Schwefelverbindungen möglichst niedrig zu halten, werden zum einen sulfidische Erze durch sorgfältiges Rösten in Oxide überführt und zum anderen schwefelbindende Möller-Zuschläge eingebracht.
Chemische Reaktionen während der Reduktion
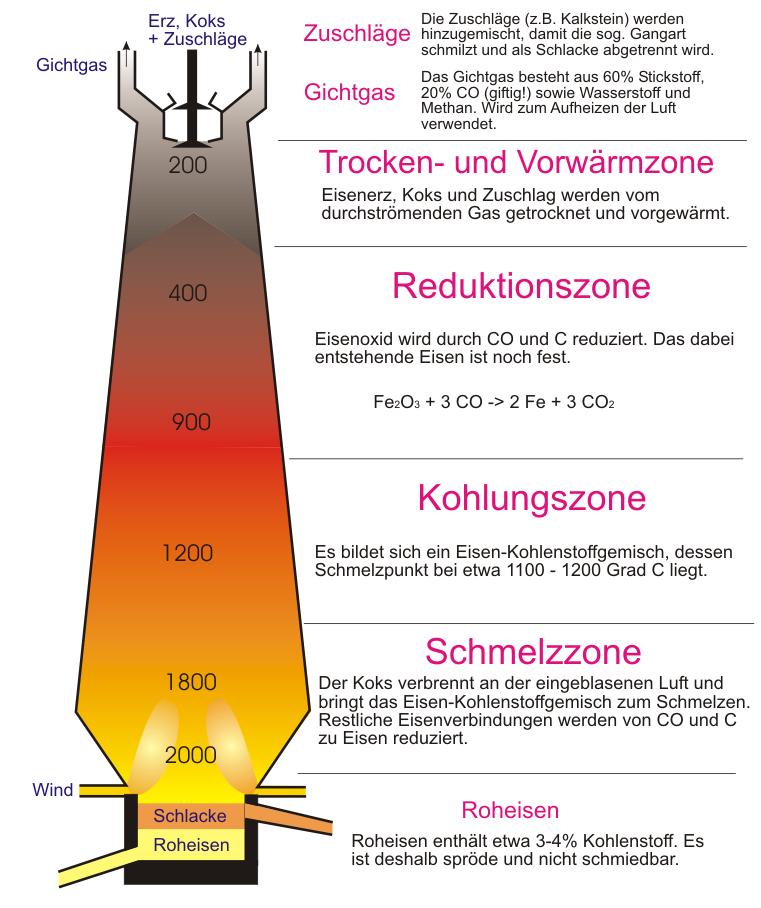
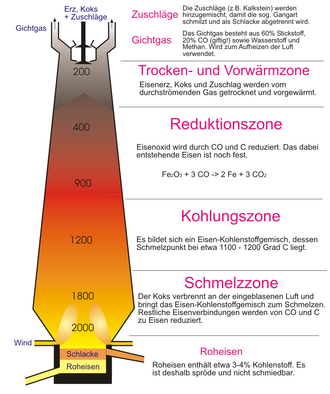 Schema zum Hochofenprozess
Schema zum HochofenprozessUm überhaupt erst eine Reduktion der Eisenerze in Gang zu bringen, müssen zunächst die dafür nötigen Reduktionsgase erzeugt werden. Dies geschieht im unteren Bereich des Hochofens bei der Verbrennung des im Koks enthaltenen Kohlenstoffs mit Sauerstoff.
Die Reaktion
 ist stark exotherm, das heißt es wird Wärme frei, die bei dieser Reaktion 394,4 kJ/mol[42] beträgt und den Hochofen im Bereich der Heißwind-Ringdüsen auf eine Temperatur von 1800 bis 2000 °C, bei Einsatz von zusätzlichem Sauerstoff sogar auf 2200 °C erhitzt. Zwei unmittelbar darauffolgende endotherme, also wärmeverbrauchende Reaktionen senken die Temperatur jedoch wieder auf etwa 1600 bis 1800 °C.
ist stark exotherm, das heißt es wird Wärme frei, die bei dieser Reaktion 394,4 kJ/mol[42] beträgt und den Hochofen im Bereich der Heißwind-Ringdüsen auf eine Temperatur von 1800 bis 2000 °C, bei Einsatz von zusätzlichem Sauerstoff sogar auf 2200 °C erhitzt. Zwei unmittelbar darauffolgende endotherme, also wärmeverbrauchende Reaktionen senken die Temperatur jedoch wieder auf etwa 1600 bis 1800 °C.Die so genannte „Boudouard-Reaktion“
 , die allerdings eine Mindesttemperatur von 1000 °C benötigt, verbraucht 172,45 kJ/mol.
, die allerdings eine Mindesttemperatur von 1000 °C benötigt, verbraucht 172,45 kJ/mol.Eine gleichzeitig stattfindende Aufspaltung des im Heißgas befindlichen Wasserdampfs
 benötigt nochmals 131,4 kJ/mol[43].
benötigt nochmals 131,4 kJ/mol[43].Beide Gase, Kohlenmonoxid und Wasserstoff, sind reduktionsfähig und steigen entgegen dem Materialstrom im Hochofen nach oben. Aufgrund dieser Eigenschaft – absinkende Möller-Koks-Säule einerseits und aufsteigende, dem wandernden Schüttgut entgegenströmenden Reaktionsgase andererseits – wird der Hochofen auch als „Gegenstrom-Reaktor“ sowie als „Wanderbett-Reaktor“ bezeichnet.
In der Temperaturzone zwischen 400 und 900 °C findet die so genannte „Indirekte Reduktion“ statt. Über drei Stufen reagieren die verschiedenen Eisenoxide jeweils mit Kohlenmonoxid bzw. Wasserstoff bis schließlich metallisches Eisen vorliegt:
Reaktion mit Kohlenmonoxid (CO) Reaktion mit Wasserstoff (H2) 

Aus Hämatit entsteht der stärker eisenhaltige Magnetit. 

Aus Magnetit entsteht Wüstit. 

Aus Wüstit entsteht metallisches Eisen, das sich unten im Hochofen ansammelt. Solange sich das entstehende CO2-Gas im Temperaturbereich von über 1000 °C aufhält, wird es durch die genannte Boudouard-Reaktion immer wieder zu CO regeneriert und steht dem Reduktionsprozess zur Verfügung. Die Reduktion durch Wasserstoff ist bei etwa 800 °C besonders effektiv. Ein Gehalt von nur 10 % H2 im Reaktionsgas verdreifacht die Reduktionsgeschwindigkeit, allerdings sinkt diese wieder bei weiterer Erhöhung der Temperatur. Auch darf die Stückgröße des Erzes ein gewisses Maß nicht überschreiten, damit die Diffusionswege des Wasserstoffs nicht zu groß werden.
Im Temperaturbereich von 900 °C bis 1600 °C findet zusätzlich eine „Direkte Reduktion“ mit Kohlenstoff statt:
Auch die Eisenbegleiter Mangan, Silicium und Phosphor werden in den Prozess mit bezogen und mitreduziert, wobei allerdings Wärme verbraucht wird:
Gleichzeitig nimmt das bereits reduzierte Eisen in der Kohlungszone bei etwa 1100 bis 1200 °C Kohlenstoff entweder direkt aus dem glühenden Koks oder aus dem Kohlenmonoxidgas.
Die Aufnahme von Kohlenstoff senkt den Schmelzpunkt von 1538 °C (reines Eisen) auf etwa 1300 bis 1400 °C (Schmelzpunkt von reinem Zementit: 1250 °C).
Stillsetzung
Je nachdem, ob das Hüttenwerk den Hochofen nur kurzfristig stillsetzen (Dämpfen) oder komplett herunterfahren und stilllegen (Ausblasen) will, sind verschiedene Verfahrensweisen notwendig.
Dämpfen
Soll ein Hochofen nur vorübergehend stillgesetzt werden, beispielsweise bei Versorgungsengpässen oder kleineren Reparaturen, wird er gedämpft. Dabei wird zunächst die Beschickung je nach geplanter Dauer der Betriebspause umgestellt. Sie besteht nun einerseits aus einem "leichten", das heißt eisenärmeren Dämpfmöller und andererseits aus einer höheren Anzahl Koksschichten. Beim letzten Abstich vor dem Stillsetzen wird darauf geachtet, dass Roheisen und Schlacke möglichst vollständig ablaufen. Soll die Dämpfungsphase länger dauern, kommt zusätzlich die Ofensau zum Einsatz. Steht der Ofen still, werden alle Zu- und Abführleitungen geschlossen, die Heißwinddüsen zugemauert und die Beschickungsoberfläche mit Feinerz oder Schlackensand abgedeckt, damit der Hochofen seine Wärme möglichst lange halten kann und der natürliche Windzug nicht zu unnötigen Koksverbrennungen führt. Um Wassereinbrüche, die zu schweren Störungen des Hochofenprozesses führen würden, zu verhindern, wird das Kühlsystem erst nach einer sorgfältigen Dichtigkeitsprüfung abgestellt.
Das Wiederanblasen nach längeren Dämpfungsphasen erfolgt in umgekehrter Reihenfolge der einzelnen Arbeitsschritte beim Dämpfen, wobei allerdings zunächst nur wenige Winddüsen der Heißwindanlage im Stichlochbereich, dann schrittweise weitere Düsen in Betrieb genommen werden. Falls nötig, wird auch das Stichloch für einige Zeit höher gesetzt.[36]
Ausblasen
Ist ein regelmäßiger Betrieb nicht mehr möglich, unter anderem weil die Ausmauerung durch Abnutzung eine teilweise oder vollständige Neuzustellung braucht, wird der Hochofen ausgeblasen.
Der Hochofenprozess läuft dabei im unteren Bereich zunächst weiter, allerdings wird die Zufuhr der Beschickung abgestellt und die Windzufuhr in der Anfangsphase stark verringert und schließlich ebenfalls abgestellt. In der Tiefblasphase (Absenken der Koks-Möller-Säule) wird an allen Stellen, wo sich "tote", das heißt leere Räume bilden, durch spezielle Düsen Wasserdampf eingespritzt. Teilweise wird auch Wasser von oben zugegeben. Dies verhindert die Entstehung explosionsgefährlicher Gas-Luft-Gemische. Tote Räume entstehen vor allem über der Beschickungsoberfläche bis zum Gichtabzug, aber auch in den Zwischenräumen der Gichtgasschleuse, je nach Lage der Absperrventile an den Gasabzügen zwischen Ofen und Staubsack oder im Staubsack selbst sowie in den Wirblern und im Ofenventil. Eine andere Methode zur Vermeidung von Gasexplosionen ist der Abbrand der an der Beschickungsoberfläche austretenden Gichtgase mithilfe einer ständig brennenden Koksgas-Zündlanze. Den Abschluss des Ausblasens bildet der Abstich der Ofensau, wobei neben Schlacke je nach Dauer der Hochofenreise und den Kühlbedingungen im Gestell mehrere Tonnen Roheisen anfallen können.[36]
Hochofenerzeugnisse
Roheisen
Ziel eines optimal eingestellten Hochofenprozesses ist der Erhalt von möglichst hochwertigem Roheisen, das heißt es sollte möglichst wenig Fremdbeimengungen und nicht zu viel Kohlenstoff aufgenommen haben.
Nach DIN EN 10001 ist Roheisen definiert als Legierung aus Eisen mit mehr als 2 % Kohlenstoff sowie einigen weiteren Elementen mit folgenden maximalen Anteilen: Mangan ≤ 30 %, Silicium ≤ 8 %, Phosphor ≤ 3 % und Chrom ≤ 10 %. Der Anteil anderer Beimengungen soll höchstens 10 % betragen.[34] Zur Qualitätssicherung wird bei jedem Abstich eine Probe für eine chemische Analyse entnommen.
In 9 von 10[44] Hochofenwerken wird sogenanntes „Weißes Roheisen“ (auch Stahlroheisen) erzeugt, bei dem der enthaltene Kohlenstoff gebunden in Form von Eisencarbid oder Mangancarbid vorliegt und dessen Bruchfläche einen hellen, silberweißen Glanz zeigt. Weißes Roheisen wird meist direkt in flüssiger Form mithilfe geschlossener Torpedowaggons ins nahegelegene Stahlwerk transportiert, kann aber auch zur Vorratshaltung entweder zu handlichen Masseln oder zu Eisengranulat (Korngröße ≈ 2–16 mm[44]) vergossen werden. Weißes Roheisen dient als Ausgangsstoff zur Stahlerzeugung und wird in einem Blasstahlwerk („Stahlkocherei“) durch Einblasen von Sauerstoff von seinen unerwünschten Begleitstoffen und einem Großteil des Kohlenstoffs befreit. Diese verlassen den glutflüssigen, fertigen Stahl entweder als Gase (Schwefeldioxid, Kohlendioxid) oder mit den Zuschlägen als Schlacke (Calcium- und Mangansilicate oder -phosphate).
Der geringe Rest der Eisenhüttenwerke produziert meist „Graues Roheisen“ (auch Gießereieisen), bei dem der Kohlenstoff ungebunden als Graphit auskristallisiert und dessen Bruchfläche entsprechend ein dunkleres Mattgrau zeigt. Graues Roheisen dient als Ausgangsstoff zur Herstellung verschiedener Gusseisensorten wie beispielsweise Grauguss mit Lamellengraphit oder Kugelgraphit, Temperguss und Stahlguss. Einige wenige Betriebe haben sich zudem auf Sonderroheisensorten wie Ferromangan (Spiegeleisen) oder Ferrosilicium spezialisiert.
Schlacke
Die beim Hochofenprozess anfallende Schlacke besteht aus etwa 38–41 % Calciumoxid (CaO), 7–10 % Magnesiumoxid (MgO), 34–36 % Siliciumdioxid (SiO2), 10–12 % Aluminiumoxid (Al2O3), 1,0–1,5 % Schwefel (S), 1,0 % Titandioxid (TiO2), 0,16–0,2 % Eisenoxid (FeO) sowie verschiedenen weiteren Oxiden und Sulfiden.[45]
Erfahrene Hüttenleute sehen oft schon der noch flüssigen Schlacke an, welche ungefähre Zusammensetzung und Eigenschaften sie birgt. Zur Prüfung derselben genügt meist die einfache „Hakenprobe“, bei der ein Eisenhaken in die Schlacke getaucht wird. Bleibt die Schlacke beim Anheben in kurzen, zähen Tropfen am Haken hängen (kurze Schlacke), ist sie "basisch" mit einem Stoffmengenverhältnis von CaO : SiO2 > 1,0. Läuft die Schlacke dagegen in langen Fäden (lange Schlacke) vom Haken, ist sie "sauer" und das Verhältnis von CaO : SiO2 beträgt weniger als 1,0.[46]
Hatte die Schlacke im Hochofen noch die Aufgabe, die Gangart der Erze aufzunehmen, das Roheisen zu entschwefeln und als Schutzwall im Gestell gegen die Wärmestrahlung zu dienen, so wird sie nach dem Abstich je nach Zusammensetzung und Eigenschaft als wertvoller Rohstoff für verschiedenste Zwecke weitergenutzt. Neben der Erzeugung von Hüttensand, Hüttensteinen bzw. -bims und Schlackenwolle, wird sie auch zu Straßen- und Gleisschotter, Schlackensteinen, Portlandzement und Hochofenzement verarbeitet.
Gichtgas
Das am Hochofenkopf mit einer Temperatur von 150 bis 200 °C austretende Gichtgas besteht aus 22-24 % Kohlenstoffdioxid (CO2), 18-21 % Kohlenstoffmonoxid (CO), 52-59 % Stickstoff (N2), 1-3 % Wasserstoff (H2) sowie aus Wasserdampf und Spuren von Methan.[47] Neben seiner Hauptverwendung als Brennstofflieferant zur Befeuerung der Winderhitzer dient es unter anderem noch als Heizgas in Walzwerken, Dampfkesseln, Kokskammern und bei Fernwärme-Heizungen sowie als Treibstoff für Gasmotoren.
Aufgrund vieler Maßnahmen zur besseren Erz- und Gasausnutzung bei gleichzeitiger Verringerung des Koksverbrauches sank allerdings im Lauf der Zeit die Gesamtmenge des produzierten Gichtgases wie auch dessen Heizwert. Seit den 1990er Jahren fallen pro Tonne Roheisen etwa 1500 bis 2000 Nm³ Gichtgas mit einem Heizwert zwischen 3150 und 3570 kJ/Nm³ an.[45] Durch Zusatz von Koks- oder Erdgas wird dieser Wert auf etwa 4500 kJ/Nm³ erhöht.[48] Zusätzlich entfallen auf eine Tonne Roheisen etwa 25 kg Gichtstaub an, was einem Staubanteil im Gichtgas von etwa 20-30 g/Nm³ entspricht.
Um die vom Gichtgas betriebenen Brenner, Gasmotoren und Turbinen vor Schäden durch Abrasion zu bewahren, aber auch aus Gründen des Umweltschutzes wird das Gichtgas seit Anfang des 20. Jahrhunderts entstaubt und gereinigt. Vor allem die empfindlichen Gasturbinen benötigen hochreines Gas mit einem Staubanteil von höchstens 0,5–1 mg/Nm³.
Die Reinigung erfolgt über mehrere Stufen von der trockenen Grobreinigung mithilfe von Staubsack und Wirbler über die Nassreinigung in Gaswäschern und Desintegratoren bis zur Feinreinigung mithilfe von Sack- bzw. Schlauchfilteranlagen und Elektrofiltern.
Leistung und Verbrauch
Bis 1914 lieferte ein Hochofen etwa 300 bis 400 t Roheisen täglich und zwischen 1950 und 1960 konnten bereits 2.500 t pro Tag erzeugt werden.
In den 1970er Jahren lieferten die besten Öfen der Welt am Tag 60 t und mehr pro Quadratmeter Gestellfläche bei einem durchschnittlichen Verbrauch an Koks sowie Öl von etwa 503 kg.[29] Das entspricht bei mittleren Hochöfen mit einem Gestelldurchmesser von 10 bis 11 m einer Tagesleistung von 5.000 bis 6.000 t.
In der Bundesrepublik Deutschland lag der spezifische Koksverbrauch eines Hochofens 1980 bei etwa 515 kg/t Roheisen. Der spezifische Verbrauch von Heizöl betrug 23 kg/t Roheisen. Bis 1994 sank der Koksverbrauch auf etwa 379 kg und der Heizölverbrauch auf etwa 45 kg/t Roheisen.[49] Große Hochöfen wie der Hochofen 5 des Hochofenbetriebes Rogesa auf dem Werksgelände der Dillinger Hütte mit einem Gestelldurchmesser von 12 m bringen es auf etwa 7.000 t pro Tag. Größere Hochöfen können bis zu 12.000 t Roheisen täglich produzieren.
Die Weltjahresproduktion lag 2005 bei etwa 500 Mio. t Roheisen.[50] Der Ende 1993 angefahrene Hochofen 2 der ThyssenKrupp Steel in Schwelgern brachte es bei einem Gestelldurchmesser von 14,9 m auf eine Tagesleistung von mehr als 10.000 t Roheisen.[51]
2007 produzierten große Hochöfen mit einem Gestelldurchmesser von etwa 15 m durchschnittlich rund 12.000 t Roheisen pro Tag (entspricht ca. 4 Mio. t/a). Um diese Leistung zu vollbringen, braucht es täglich etwa 19.200 t Eisenerze, 4.000 t Koks, 1.750 t Einblaskohle (Kohlenstaub zum Einblasen über die Heißwinddüsen) sowie 11 Millionen m³ Luft. Dies entspricht pro Tonne Roheisen einem Verbrauch von etwa 1.600 kg Erz, 330 kg Koks, 146 kg Einblaskohle und 917 m³ Luft. Als Nebenprodukte fielen 3.300 t Schlacke und 17 Millionen m³ Gichtgas pro Tag an.[19]
Siehe auch
Literatur
- Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9.
- M. A. Pawlow (М. А. ПАВЛОВ): Der Hochofenprozess. In: Metallurgie des Roheisens. Band 2, VEB Verlag Technik, Berlin 1953 (Originaltitel: МЕТАЛЛУРГИЯ ЧУГУНА - ЧАСТЬ ВТОРАЯ ДОМЕННЫЙ ПРОЦЕСС, übersetzt von Rudolf Rickert, Walter Philipp, Alexander Junge, Heinz Frahn), ISBN Dg.-Nr. 370/40/53 (DDR) (formal falsche ISBN).
- Verein Deutscher Eisenhüttenleute (Hrsg.): Der Hochofenprozess – Das kinetisch-dynamische Simulationsmodell. Bericht über eine Gemeinschaftsarbeit mit Beiträgen der Vortragstagung „Mathematische Modelle des Hochofenprozesses“ am 2. und 3. Dezember 1971 in Düsseldorf. Verlag Stahleisen mbH, Düsseldorf 1973, ISBN 3-514-00124-3.
- H. Dickmann: Entwicklung der Hochofen-Winderhitzung bis zur Erfindung E. A. Cowpers. In: Brohltal AG für Stein- und Tonindustrie (Hrsg.): Hundert Jahre Cowper-Winderhitzung.
- F. Oeters, R. Steffen (Hrsg.): Teil I: Eisenerzeugung. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens“. In: Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6.
- Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953.
- Richard Troska: Die Hochofen-Dimensionen auf Grundlage des Hochofen-Prozesses, 1867, S. 23 ff., online verfügbar bei google books.
- Johann Heinrich Gottlob von Justi: Abhandlung von den Eisenhammern und hohen Oefen.., Berlin, Stettin und Leipzig 1763, E-Book, ISBN 978-3-941919-72-3, Potsdam 2010.
- Johann Heinrich Gottlob von Justi: Abhandlung von den Eisenhammern und hohen Oefen in Teutschland.., Berlin, Stettin und Leipzig, 1764, E-Book, ISBN 978-3-941919-73-0, Potsdam 2010.
Weblinks
 Commons: Hochofen – Sammlung von Bildern, Videos und Audiodateien
Commons: Hochofen – Sammlung von Bildern, Videos und Audiodateien Wiktionary: Hochofen – Bedeutungserklärungen, Wortherkunft, Synonyme, Übersetzungen
Wiktionary: Hochofen – Bedeutungserklärungen, Wortherkunft, Synonyme, Übersetzungen- Bilder zu allen Verfahren der Eisen- und Stahlherstellung und zur Weiterverarbeitung
- Vom Eisenerz zum Roheisen: Der Hochofen – Aufbau
- Hochofenmuseum Radwerk IV in Vordernberg
- Die technische Entwicklung der japanischen Stahlindustrie
Einzelnachweise
- ↑ Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 1.
- ↑ a b c Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 5.
- ↑ Mineralienatlas:Mineralienportrait/Eisen
- ↑ a b c Robert Durrer: Grundlagen der Eisengewinnung. Verlag Francke AG, Bern 1947, S. 56-58.
- ↑ Meyers Konversationslexikon - Blauofen
- ↑ Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 7.
- ↑ Geschichtsverein Rösrath - Montanarchäologie im Bergischen Land
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 296.
- ↑ a b Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 8–9.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 32.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 22, 23.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 35.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 9–11.
- ↑ a b ThyssenKrupp Steel: Zehn Jahre Hochofen Schwelgern 2 und 38 Mio Tonnen Roheisen
- ↑ a b Bau des Hochofens 8 in Duisburg-Hamborn der ThyssenKrupp Steel AG
- ↑ Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4 Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 55,56.
- ↑ AUS DER GESCHICHTE DER STAHLINDUSTRIE - Über 25 Jahre glockenloser Gichtverschluss.
- ↑ Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 59.
- ↑ a b stahl-online.de - Roheisen- und Stahlerzeugung (Werte stehen laut Webarchiv bereits seit Oktober 2007 unverändert auf der Webseite)
- ↑ Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 61.
- ↑ Salzgitter Flachstahl – Gestellzustellung in Hochofen B unfallfrei abgeschlossen
- ↑ H. Dickmann: Entwicklung der Hochofen-Winderhitzung bis zur Erfindung E.A. Cowpers. In: Brohltal AG für Stein- und Tonindustrie (Hrsg.): Hundert Jahre Cowper-Winderhitzung. S. 1.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 325.
- ↑ Otto Johannsen (im Auftrag des Vereins Deutscher Eisenhüttenleute): Geschichte des Eisens. 3. Auflage. Verlag Stahleisen mbH, Düsseldorf 1953, S. 327.
- ↑ H. Dickmann: Entwicklung der Hochofen-Winderhitzung bis zur Erfindung E.A. Cowpers. In: Brohltal AG für Stein- und Tonindustrie (Hrsg.): Hundert Jahre Cowper-Winderhitzung. S. 4.
- ↑ H. Dickmann: Entwicklung der Hochofen-Winderhitzung bis zur Erfindung E.A. Cowpers. In: Brohltal AG für Stein- und Tonindustrie (Hrsg.): Hundert Jahre Cowper-Winderhitzung. S. 6.
- ↑ H. Dickmann: Entwicklung der Hochofen-Winderhitzung bis zur Erfindung E.A. Cowpers. In: Brohltal AG für Stein- und Tonindustrie (Hrsg.): Hundert Jahre Cowper-Winderhitzung. S. 9.
- ↑ Karl Taube: Stahlerzeugung kompakt: Grundlagen der Eisen- und Stahlmetallurgie. Vieweg Technik, Braunschweig/Wiesbaden 1998, ISBN 3-528-03863-2, S. 46.
- ↑ a b Gerhard Winzer, Eberhard Reichenstein: Entwicklung der Hochofentechnik. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“. In: F. Oeters, R. Steffen (Hrsg.): Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6, S. 80, 81.
- ↑ Innovations-Report: Hochofen: Kunststoff-Pellets statt Koks und Schweröl
- ↑ Netzwerk Umwelttechnik – Durch Einsatz von Altkunststoffen reduziert die voestalpine CO2-Emissionen in Linz um mehr als 400.000 t/a
- ↑ a b Jürgen Ruge, Helmut Wohlfahrt: Technologie der Werkstoffe. 8. Auflage. Springer Verlag, 2007, ISBN 3-8348-0286-7, S. 195. (Google-Suche)
- ↑ Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 49.
- ↑ a b Karl Taube: Stahlerzeugung kompakt: Grundlagen der Eisen- und Stahlmetallurgie. Vieweg Technik, Braunschweig/Wiesbaden 1998, ISBN 3-528-03863-2, S. 152–154.
- ↑ Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 51.
- ↑ a b c d Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 85–88.
- ↑ Fritz Toussaint: Der Weg des Eisens. 6. Auflage. Verlag Stahleisen mbH, Düsseldorf 1969.
- ↑ K. Grebe: Das Hochofenverhalten von Möller und Koks. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“. In: F. Oeters, R. Steffen (Hrsg.): Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6, S. 95–101.
- ↑ K. Grebe: Das Hochofenverhalten von Möller und Koks. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“. In: F. Oeters, R. Steffen (Hrsg.): Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6, S. 101–109.
- ↑ Gerhard Winzer, Eberhard Reichenstein: Entwicklung der Hochofentechnik. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“. In: F. Oeters, R. Steffen (Hrsg.): Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6, S. 79.
- ↑ K. Grebe: Das Hochofenverhalten von Möller und Koks. Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“. In: F. Oeters, R. Steffen (Hrsg.): Metallurgie. Band 2, Verlag Stahleisen mbH, Düsseldorf 1982, ISBN 3-514-00260-6, S. 104–107.
- ↑ Peter Atkins: Physikalische Chemie. 2. Auflage. Wiley-VCH, Weinheim 1996, ISBN 3-527-31546-2, S. 1108.
- ↑ Arnold F. Holleman, Nils Wiberg: Lehrbuch der Anorganischen Chemie. 102. Auflage. de Gruyter, Berlin 2007, ISBN 978-3-11-017770-1, S. 897.
- ↑ a b Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 78–79.
- ↑ a b Karl Taube: Stahlerzeugung kompakt: Grundlagen der Eisen- und Stahlmetallurgie. Vieweg Technik, Braunschweig/Wiesbaden 1998, ISBN 3-528-03863-2, S. 158–159.
- ↑ Verein Deutscher Eisenhüttenleute (Hrsg.): Gemeinfassliche Darstellung des Eisenhüttenwesens. 17. Auflage. Stahleisen mbH, Düsseldorf 1970/71, S. 83-84.
- ↑ Karl Taube: Stahlerzeugung kompakt: Grundlagen der Eisen- und Stahlmetallurgie. Vieweg Technik, Braunschweig/Wiesbaden 1998, ISBN 3-528-03863-2, S. 159.
- ↑ Hans Schoppa: Was der Hochöfner von seiner Arbeit wissen muss. 4. Auflage. Verlag Stahleisen mbH, Düsseldorf 1992, ISBN 3-514-00443-9, S. 102.
- ↑ Bergbau-Lexikon der steinkohle-portal.de
- ↑ dillinger.de – Vom Eisenerz zum Roheisen: Eisen – Produkt des Hochofens
- ↑ ThyssenKrupp Steel – Zehn Jahre Hochofen Schwelgern 2 und 38 Mio. t Roheisen
Kategorien:- Metallurgischer Ofen
- Montanindustrie
- Fabrikgebäude



















Wikimedia Foundation.